| Titel: | Beschreibung zweier Blech-Lehren mit Mikrometerschraube, nebst Untersuchungen über deren Brauchbarkeit zum Messen der Papierdicken; von Karl Karmarsch. |
| Fundstelle: | Band 135, Jahrgang 1855, Nr. XL., S. 178 |
| Download: | XML |
XL.
Beschreibung zweier Blech-Lehren mit
Mikrometerschraube, nebst Untersuchungen über deren Brauchbarkeit zum Messen der
Papierdicken; von Karl Karmarsch.
Aus den Mittheilungen des hannoverschen Gewerbe-Vereins, 1854, Heft 3.
Mit Abbildungen auf Tab.
III.
Karmarsch, Beschreibung zweier Blech-Lehren mit
Mikrometerschraube etc.
Instrumente, um die Dicke von Blech, Draht und anderen Gegenständen geringer Größe
mit einem höhern Grabe von Schärfe zu messen, als mittelst Zirkels und Maaßstabs
thunlich ist, sind in vielerlei Weise construirt worden. Liebhaber dieses
Gegenstandes verweise ich auf die in untenstehender Note verzeichneten Quellen, wo
dergleichen beschrieben und abgebildet sich finden.Geißler, der Uhrmacher, Bd. III S. 130; Bd. V S.
129. – Bulletin de la Société
pour l'Encouragement de l'Industrie nationale, Tome XXX (1831), p. 481. – Polytechn. Journal Bd. XLIV S.
115; Bd. CIX S. 112. – Jahrbücher des polytechnischen Instituts in
Wien Bd. X S. 20; Bd. XVIII S. 28. – Poggendorff's Annalen der Physik Bd. XXII (1831) S. 238. –
Deutsche Gewerbezeitung, Jahrgang 1845, S. 295; Jahrg. 1847, S. 270.
– Polytechnisches Centralblatt, Neue Folge, Bd. VI (1845), S. 107.
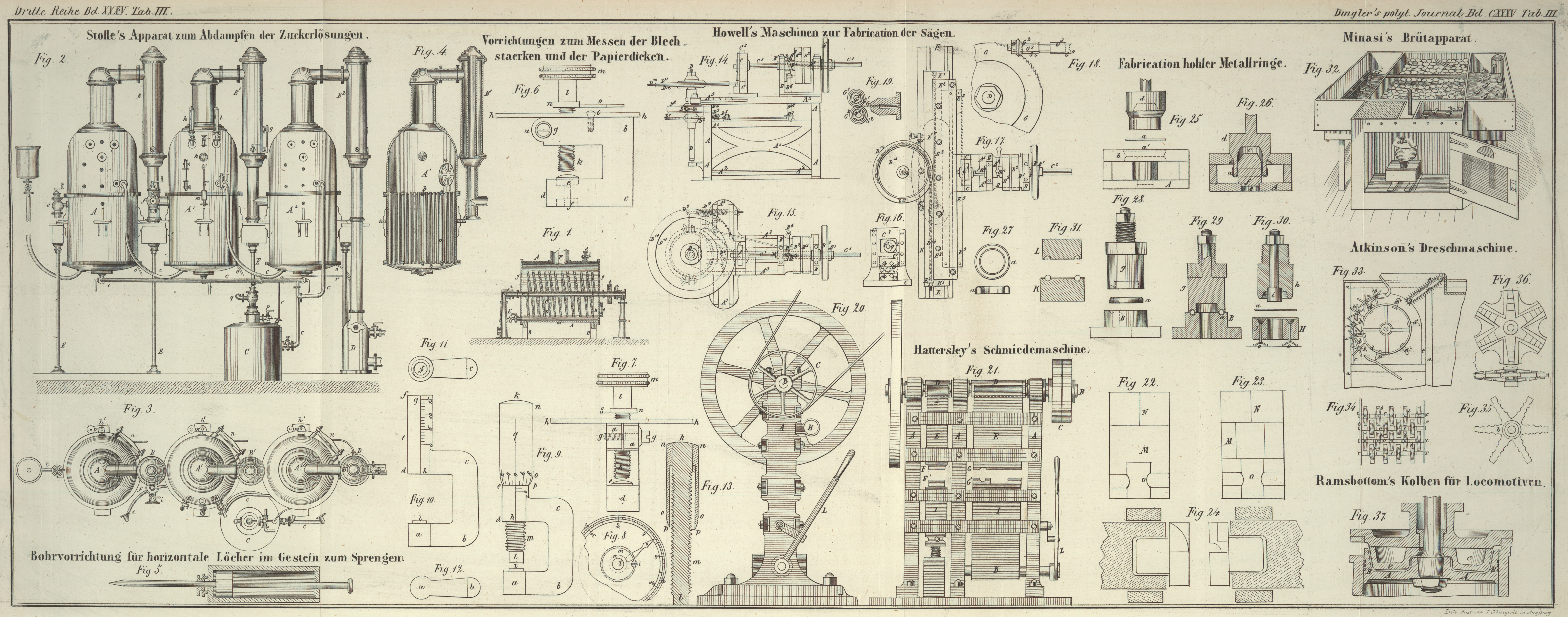
– Hannoversche Mittheilungen, Lief. 63 (1851), S. 435. Hier beabsichtige ich nur auf zwei kleine Vorrichtungen näher einzugehen,
welche im Besondern zum Messen und Vergleichen der Blechstärken zunächst bestimmt,
und nach den in der Werkzeugsammlung der polytechnischen Schule zu Hannover
befindlichen Exemplaren auf Tab. III in wirklicher Größe
gezeichnet sind. Beide stimmen im Allgemeinen sehr nahe mit einander überein; aber
durch längere Beschäftigung mit denselben habe ich Gelegenheit gehabt, sie praktisch
zu vergleichen und den vorzüglichen Werth der Einen dergestalt zu erproben, daß ich
dieselbe mit Ueberzeugung empfehlen kann.
A.
Das Fig. 6 in
der Seitenansicht, Fig. 7 in der vordern Ansicht, Fig. 8 im Grundrisse
dargestellte Instrument besitze ich schon seit acht Jahren; es ist in Braunschweig
– wenn ich nicht irre, nach einem aus Wien herrührenden Originale –
angefertigt. Ein klammerförmiges gegossenes Messingstück a,
b, c, d bildet den einen Hauptbestandtheil desselben, eine stählerne
Schraube k mit messingenem Kopfe m den zweiten. Die Muttergewinde für diese Schraube sind in dem Arme a, b eingeschnitten, welcher bei a aufgeschlitzt ist und durch eine kleinere stählerne
Schraube g nöthigenfalls zusammengeklemmt wird, um einen
tobten Gang der großen Schraube k zu verhindern.
Letztere endigt mit einer sanften, feinpolirten Wölbung, welcher ein eben so
beschaffenes, in c, d eingelassenes und mittelst einer
versenkten Mutter f befestigtes, hartes Stahlscheibchen
e gegenübersteht, h, h
bedeutet eine oben auf a, b liegende messingene, in 90
Theile eingetheilte Scheibe, durch deren Mittelpunkt die Schraube k geht, und welche außerdem mittelst eines Schräubchens
i befestigt ist. Der stählerne Zeiger o ist mit seinem Ringe n von
unten her an k hinaufgeschraubt, so daß er den Hals l fest berührt und sich nicht anders als gemeinsam mit
den Theilen k, l, m drehen kann.
Ist die Schraube k so weit hineingedreht, daß ihr Ende
die Warze e berührt, so weiset der Zeiger o auf den Nullpunkt (90) des Zifferblattes h; bringt man aber zwischen Schraube und Warze ein
Blech, so muß dazu erstere mehr oder weniger zurückgedreht werden, und der Zeiger
gibt über die Größe dieser Veränderung Auskunft. So lassen sich verschiedene
Blechdicken zunächst Vergleichungsweise messen. Ist nun aber die Höhe des
Gewindganges an der Schraube bekannt, so gestattet das Instrument auch Messungen
nach Theilen des Zolls. An dem vorliegenden Exemplare finde ich nach genauester
Ausmittelung die Ganghöhe des Gewindes auf k = 0,0274
Zoll hannoverschen Maaßes oder 0,66696 Millimet., wofür man ohne merklichen Fehler
2/3 Millimet. setzen kann. Von den 90 Graden des Zifferblattes drückt hiernach jeder
einen Maaßtheil = 0,000304 Zoll oder 1/135 Millimet. aus. Wenn man von dem
Instrumente Gebrauch machen will, so schraubt man zuerst die Schraube k so hoch hinauf, daß zwischen sie und die Warze e der zu messende Gegenstand bequem eingebracht werden
kann; dann dreht man sie wieder hinein, bis sie den Gegenstand berührt und sanft
einklemmt, und liest nun den Stand des Zeigers o ab. Die
Zahl des Zifferblatts, worauf derselbe steht, gibt Neunzigstel einer Umdrehung an
(nur wenn er gerade 90 weiset, ist nichts dafür zu notiren); die etwa dazu gehörigen
ganzen Umdrehungen muß man nach Entfernung des
gemessenen Gegenstandes dadurch finden, daß man die Schraube wieder gänzlich bis an
die Warze e hinabführt und die hierbei stattfindenden
vollständigen Umgänge zählt. Hätte man z.B. nach Einklemmung eines Bleches den
Zeiger auf 57 stehend gefunden, alsdann die Schraube ein wenig gelüftet, das Blech
weggenommen, den Zeiger (abwärts schraubend) wieder auf 90 geführt, und nun noch 4
Umdrehungen bis zur Berührung mit der Warze e nöthig
gehabt, so wäre die Dicke des Bleches
4 ×
0,0274''
= 0,1096''
+ 57 × 0,000304''
= 0,0173''
––––––––––––––––––
also
= 0,1269 Zoll hannov.
oder
4 ×
2/3 = 2 2/3
= 2,667 Millimeter
+ 57/135
= 0,422
„
––––––––––––––––––
d. i.
3,089 Millimeter.
B.
Fig. 9 ist die
Seitenansicht des zweiten Instrumentes, welches ich kürzlich aus Paris unter der
Bezeichnung Calibre à vis, pour tôle,
erhalten habe. Es ist mit „Palmer“
und „Breveté“ gestempelt,
muß also wohl in Frankreich auf den Namen Palmer's
(vermutlich eines Engländers) patentirt seyn. Hieran sind alle Theile von Stahl
gearbeitet, sowohl der Bügel a, b, c, d, e, f (Fig. 10
Seitenansicht, Fig.
11 obere und Fig. 12 untere Ansicht)
als die Schraube k, m, I mit ihrer Hülse n, o, p (senkrechter Durchschnitt in Fig. 13). Der Arm a, b des Bügels endigt in a
cylindrisch und trägt hier nach innen zu den kleinen scheibenförmigen Vorsprung i mit ebener Oberfläche.
Ebenfalls eine cylindrische Gestalt, aber eine viel größere Höhe, hat der Ansatz d, e, f des Armes c, d.
Dieser ganze Theil ist durchbohrt und mit Muttergewinden für die Schraube k, m, I versehen, deren Gewindegang genau 1 Millimeter
mißt, und deren Endzapfen I eine ebene, zu i parallele Fläche darbietet. Außen
auf d, e, f sieht man eine Linie gh eingerissen und an dieser eine Theilung in 15
Millimeter aufgetragen. Die Hülse n, o, p ist ein Rohr,
in dessen dickem Oberboden die Schraube k, m, I ihre
Befestigung hat, man kann nicht erkennen ob durch Löthung oder Vernietung. Von o bis ans untere Ende hat man die Hülse äußerlich
abgeschrägt, so daß sie am Rande p zu einer Art Schneide
verdünnt erscheint; auf ihr ist die Linie q gezogen und
– von derselben als Nullpunkt ausgehend – eine Theilung des Umkreises
in 10 gleiche, mit 0 bis 9 bezifferte Theile angebracht, jeder solche Theil auch
noch durch einen kürzern Strich halbirt. Wird die Schraube an ihre Stelle gebracht
(s. Fig. 9),
so umschließt die Hülse genau passend die lange Schraubenmutter d, e, f an deren oberem Theile. Dabei steht, wenn der
Zapfen l den Vorsprung i
berührt, die Hülsenkante p auf dem Nullpunkte der
Millimeter-Theilung und der Null-Strich q
auf der Linie gh. Schraubt man mm k, m, l mehr oder weniger hinauf, so werden
unterhalb p eben so viele Millimeter der geraden Scale
g, h sichtbar, als man ganze Umdrehungen gemacht hat;
die überschüssigen Zehntel und Zwanzigstel weiset der Strich g, h auf der Kreistheilung von op nach.
Ist also zwischen l und i
irgend ein Gegenstand eingeklemmt, so kann dessen Größe in ganzen Millimetern und
Zwanzigstel-Millimetern direct abgelesen, und selbst bis auf Hundertel eines
Millimeters durch das Augenmaaß geschätzt werden.
––––––––––
Eine praktische Vergleichung der beiden im Vorstehenden beschriebenen Instrumente A (Fig. 6 bis 8) und B (Fig. 9 bis 13) entscheidet auf
einleuchtende Weise dahin, daß das Letztere aus höchst gewichtigen Gründen den
Vorzug verdient. Ich muß in dieser Beziehung Folgendes anführen:
1) Die zugerundeten oder gewölbten Flächen, zwischen welchen der zu messende
Gegenstand von k und e (Fig. 6, 7) gefaßt wird,
sind geeignet Eindrücke zu machen, wodurch ein etwas zu kleines Maaß gefunden wird;
dieß hat man von den ebenen Flächen an l und i (Fig. 9) nicht zu
befürchten.
2) Der Schraubenkopf m am Instrumente A gestattet vermöge seines beträchtlichen Durchmessers
und seiner Rändelung eine zu große Kraftanwendung beim Zuschrauben, und so wird die
Gefahr, einen Eindruck auf dem Meßobjecte zu machen, noch erhöht; dagegen ist es mit
dem Instrumente B fast unmöglich, die Schraube übermäßig
anzuziehen, weil die glattrunde und im Durchmesser kleine Hülse n, o, p den Fingern keine Stützpunkte zu gewaltsamer
Drehung darbietet.
3) Die Zählung der ganzen Schraubenumgänge, welche bei A ein zeitraubendes nachträgliches Verfahren erfordert,
fällt bei B weg, weil die Anzahl dieser Umdrehungen hier
an der Scale g, h sofort abgelesen wird.
4) Das Ablesen der Unterabtheilungen auf der Kreis-Scale kann bei B stets sehr genau vorgenommen werden; wogegen an dem
Instrumente A, wenn etwas dicke Gegenstände zu messen
sind, der Zeiger o so hoch über dem Zifferblatte h steht, daß in Folge der Parallaxe leicht um 1 Grad zu
wenig oder zu viel abgelesen wird.
5) Die kurze und noch dazu aus Messing bestehende Schraubenmutter am Instrumente A gibt bei festem Anziehen der Schraube ein wenig nach,
man kann daher die Erfahrung machen, daß beim Aufsitzen der Schraube k auf der Warze e der Zeiger
o auf 89, 88, 87, 86, 85 des Zifferblattes steht
(statt auf 90), je nachdem die Schraube mit etwas größerer oder geringerer Kraft
schließlich bewegt wird. Hieraus, und wahrscheinlich auch in Folge einer kleinen
(vorübergehenden) Abplattung, welche die gewölbten Flächen von k und e erleiden, geht der Nachtheil hervor,
daß der Nullpunkt der Kreisleitung auf h schwankend wird
und eine gewisse Unsicherheit in die Ablesung der Grade kommt. Alles dieß ist beim
Instrumente B durch die sehr lange und stählerne Schraubenmutter d, e, f, so wie durch die flache Gestalt der das Meßobject einklemmenden Theile i und l trefflich
vermieden.
6) Das Instrument B ist so klein und von so bequemer
Gestalt, daß es sehr gut in der Westentasche geführt werden kann; während A durch die große Theilscheibe h, den Schraubenkopf m und den spitzigen
Zeiger o viel weniger angenehm sich darstellt.
7) Zwar ist der kleinste direct abzulesende Theil bei A
1/135 Millimeter, bei B hingegen nur 1/20 Millimeter;
allein im erstem Falle ist die große Schärfe des Resultats nur scheinbar, wie die
Bemerkungen 1, 2, 4, 5 ergeben, und dagegen kann bei B
selbst 1/100 Millimeter von einer etwas geübten Person noch recht gut abgeschätzt
werden.
Auf die in den Messungen zu erreichende Genauigkeit hat nebst den im Vorstehenden
schon berührten Umständen auch die Beschaffenheit des Gewindes an der Meß-
oder Mikrometer-Schraube wesentlichen Einfluß. Ob jede Spur von todtem Gange
vermieden ist, ob alle einzelnen Gewindgänge und alle einem gleichen Umdrehungsbogen
entsprechenden Theile von Gängen vollkommen übereinstimmendes Ansteigen haben, davon
hängt sehr viel ab. Da dieß indeß Punkte sind, welche nicht mit dem
Constructions-Principe im Zusammenhange stehen, sondern individuell
verschieden seyn können; so muß ihnen auch am einzelnen Exemplare nachgeforscht
werden, wenn man dessen Zuverlässigkeit richtig würdigen will. Im Besitze der zwei
einander so nahe verwandten Instrumente, fand ich es am angemessensten, beide durch
einander selbst zu controliren, um nicht nur die Verläßlichkeit ihrer Anzeigen
überhaupt zu prüfen, sondern zugleich auch die Gränze ausfindig zu machen, bis an
welche hin ein jedes der Instrumente zum Messen feiner Gegenstände dienlich seyn
kann. In dieser Absicht stellte ich Messungen einer größern Zahl von Objecten an,
und trug die Resultate in folgender Tabelle zusammen.
Textabbildung Bd. 135, S. 183
Benennung des Gegenstandes; Nr.;
Instrument A; Ganze Umgänge; Grade; Instrument B; Bleche verschiedener Dicke;
(Rauschsilber); Sehr dünne Eisenbleche (aus Schlesien); Dünne Zinnfolie;
Zeichenpapier; Velin-Conceptpapier
* Es war in allen diesen Versuchen dasselbe Blatt Staniol,
welches stufenweise doppelt zusammengewaltet wurde. Gleiches gilt von den Versuchen
mit Papier.
Textabbildung Bd. 135, S. 184
Benennung des Gegenstandes; Nr.;
Instrument A; Ganze Umgänge; Grade; Instrument B; Gewöhnliches
Velin-Briefpapier; Allerdünnstes Velin-Briefpapier
Ueberblickt man diese Tabelle, so fällt bei Vergleichung ihrer letzten beiden Spalten
vor Allem auf, daß Instrument A in 45 Versuchen unter 47
(nämlich mit alleiniger Ausnahme der Versuche 4 und 10) kleinere Anzeigen gemacht hat, als Instrument B. Man könnte sich versucht fühlen, als Grund hiervon zu vermuthen, daß
der Maaßwerth des Schraubenganges am Instrumente A etwas
zu gering angenommen sey; allein der Gedanke muß sofort aufgegeben werden, wenn man
bemerkt, daß in den Versuchen 1, 2, 3, 5, 6, 7, 9, 11, 12, 13, 14, 15, 16, welche
Gegenstände von so sehr verschiedener Dicke betreffen, die Differenz zwischen den
Anzeigen beider Instrumente ganz constant 0,03 bis 0,04 Millimeter beträgt, während
sie doch bei einem 2, 3 4,.... 10 Mal dickeren Gegenstande 2, 3, 4,.... 10 Mal
größer seyn müßte, sofern die angedeutete Voraussetzung richtig wäre. Gerade im
Gegentheil legt die Beständigkeit des Unterschiedes ein deutliches Zeugniß nicht nur
für eine völlig zufriedenstellende Genauigkeit der beiden Schraubengewinde, sondern
vorzüglich auch für die Richtigkeit des Maaßes, welches dem Schraubengange an A zugeschrieben ist, ab. (Das Gewinde an B ergibt sich durch die richtig befundene Scale von 15
Millimetern, welche dafür eine sehr einfache Controle gewährt, ohne Weiteres als
solches von genau 1 Millimeter Ganghöhe.)
Weßhalb die Anzeige von A in Versuch 8 so beträchtlich kleiner, dagegen in Versuch 4 ein wenig,
und in Versuch 10 gar ansehnlich größer
ist, als jene von B, weiß ich nicht anzugeben; ich habe diese drei
Messungen mehrmals wiederholt, aber stets dieselben Resultate gefunden und mich
dadurch bestimmt überzeugt, daß kein Versehen zu Grunde liegt.
Die schon erwähnte gleichbleibende Differenz von 0,03 bis 0,04 Millimeter (welche 4
bis 5 1/2 Graden der Theilscheibe h, Fig. 6, 7, 8, entspricht) muß eine
constante, d.h. bei jeder Messung in nahezu gleicher Größe obwaltende Ursache haben.
Ich erkläre mir dieselbe (wenn nicht etwa ein geringes Nachgeben der messingenen
Muttergewinde stattfindet) theils daraus, daß die convexen Berührungsflächen an der
Schraube k und der Warze e
vorübergehend unter dem Drucke ein wenig sich abplatten oder auch in den gemessenen
Gegenstand eindringen; theils aus dem schon früher zur Sprache gebrachten
Uebelstande, daß der Nullpunkt der Theilscheibe – d.h. die Stelle, wo der
Zeiger steht wenn Berührung zwischen k und e vorhanden ist – um einige Grade zurücktritt,
sobald beim Anziehen der Schraube ein bischen Kraft gebraucht wird. In der That
finde ich an meinem Instrumente A, daß man, den Zeiger
genau auf 90 der Scheibe gestellt, zwischen Schraube und Warze durchsehen kann; daß
derselbe auf 88 1/2 steht, wenn man die Schraube bis zum Fühlbarwerden des ersten
leisen Widerstandes weiter hineindreht; daß er endlich bis 87 zurückgeht, sofern von
minder fein fühlenden Fingern eine kleine Kraft in der Umdrehung angewendet wird.
Wollte man ihn absichtlich noch weiter zurücktreiben, so würde dieß sehr leicht
angehen, dadurch aber die Bezifferung der Scheibe in höherem Grade unrichtig werden.
Ich habe bei meinen Messungen die Grade der Scheibe von 88 (statt 90) an gezählt, um
die kleine vorhandene Unrichtigkeit zu neutralisiren. Wird aber beim Einklemmen des
Meßobjectes die Schraube ein klein wenig kräftiger angezogen als zur Herstellung der
Berührung bei leerem Instrumente, so reicht jene Correction nicht mehr hin, und
fällt dann das Resultat nothwendig um ein Paar Grade zu klein aus. Hierin jeden
Fehler zu vermeiden, ist sehr schwer; man kann schon zufrieden seyn, wenn nur der
Fehler eine solche constante Gestalt gewinnt, wie mir zu
erreichen gelungen ist. Als Verbesserung des Instruments möchte ich vorschlagen, die
Stahlwarze e (Fig. 6) unterwärts mit
einer feinen Stellschraube zu versehen, durch welche man sie stets so zu adjustiren
im Stande wäre, daß bei sanfter Berührung mit der Schraube der Zeiger genau auf 90
sich befindet. Richtiger aber scheint es mir, das Instrument A. gänzlich aufzugeben, und nur das andere anzuwenden, bei welchem die
eben abgehandelte Unvollkommenheit nicht anzutreffen ist, und welches daher
zuverlässigere Anzeigen gibt.
Diese Vorzüglichkeit des Instrumentes B ist aus dem
ferneren Inhalte obiger Tabelle recht deutlich zu erkennen.
Das Rauschsilber, Versuch 17, habe ich früher mit einem
sehr empfindlichen Fühlhebel-Instrumente gemessen, wobei dessen Dicke =
0,00182 Pariser Zoll gefunden wurde, d.h. = 0,049 Millimeter. Instrument A gibt dafür 0,015 Millimeter, und Instrument B 0,03 Millimeter an; beide Resultate weichen von der
Wahrheit bedeutend ab, jedoch das ersten weit mehr als das letztere.
Was die außerordentlich dünnen Eisenbleche – Versuch 18 bis 21 –
betrifft, so habe ich deren Dicke aus dem Gewichte eines Quadratfußes, unter
Zugrundelegung eines Mittlern specifischen Gewichts, abzuleiten gesucht; und obwohl
sie auf diesem Wege nicht sicher ganz genau gefunden werden kann, so gewinnt man
doch hierdurch Zahlen, welche als Controle willkommen seyn müssen. Ich stelle
deßhalb die gemessenen Dicken mit den berechneten zusammen:
Versuch
Instrument A
Instrument B
Rechnung
18
0,033 –
0,065 –
0,046
19
0,030 –
0,05 –
0,032
20
0,022 –
0,05 –
0,024
21
0,022 –
0,05 –
0,017
Es ist daraus genugsam zu erkennen, daß für Meßobjecte von
weniger als 0,05 (1/20) Millimeter beide Instrumente alle Empfindlichkeit und
Brauchbarkeit verlieren, sofern man dergleichen dünne Blättchen einfach liegend mißt. Hier drängt sich nun sogleich der
Kunstgriff auf, das kleine Maaß in seinen Vervielfachungen zu nehmen und dann durch
Division dessen einfachen Betrag abzuleiten. Solchen Operationen wurden die Versuche
22 bis 47 gewidmet, über welche im Allgemeinen zu bemerken ist, daß jederzeit die
Schraube des Instruments scharf angezogen wurde, um die mehrfachen Blätterlagen in
gehörige Berührung mit einander zu bringen. In wie weit man dieses Ziel erreichen,
also zu einer zuverlässigen Messung auf diesem Wege gelangen kann, muß sich ergeben,
wenn man die Resultate der verschiedenen mit einem und demselben Stoffe angestellten
Versuche vergleicht. Es wurden, nach Ausweis der Tabelle, dieselben Blätter zuerst
einfach, dann doppelt, vierfach, achtfach etc. gemessen. Die direct gefundene
einfache Dicke wird, weil sie ein so kleines Maaß ist, in
keinem der vorliegenden Fälle ganz richtig seyn; auch die aus der Verdopplung
abgeleitete verdient im Allgemeinen noch wenig Zutrauen. Dagegen erhält man mit
einer größern Anzahl von Blättern bessere Resultate, weil nicht nur das
beträchtlichere Gesammtmaaß an sich genauer genommen werden kann, sondern auch der
etwa unvermeidliche kleine Fehler durch die Division fast verschwindet. Von diesem Gesichtspunkte aus
müßte es vortheilhaft erscheinen, sehr viele Blätter
zusammen zu messen; allein man darf nicht übersehen, daß mit der Vervielfältigung
der Lagen über einen gewissen Punkt hinaus die Schwierigkeit wächst, durch die
zusammenpressende Wirkung der Schraube sie alle in vollkommene Berührung mit
einander zu setzen. Gelingt dieß nicht, so muß das Maaß zu groß ausfallen. Es kann
demnach nicht überraschen, die Einzeldicke scheinbar zunehmen zu sehen, wenn sie aus
der Gesammtdicke vieler Lagen abgeleitet wird. Zeigt sich
aber bei mehreren der zusammengehörigen Versuche die durch Division erhaltene
Einzeldicke übereinstimmend, so hat man allen Grund, sie als richtig anzunehmen.
Mögen nun die in der Tabelle stehenden Resultate von diesem Gesichtspunkte aus
geprüft werden!
Die Versuche 22 bis 27 betreffen Stanniol, dessen Dicke
nachträglich aus dem Gewichte einer bekannten Flächengröße, mit Zugrundelegung des
specifischen Gewichts 7,35 berechnet und auf diesem Wege = 0,015 Millimeter (genauer
0,0149) gefunden wurde. Zufolge der Messungen ergibt sich
mit Instr. A
mit Instr. B
nach Versuch
22
0,011
–
0,020
„ „
23
0,009
–
0,015
„ „
24
0,005
–
0,012
„ „
25
0,006
–
0,012
„ „
26
0,007
–
0,013
„ „
27
0,007
–
0,013
Die Resultate unter A sind gänzlich unbrauchbar und
erscheinen hauptsächlich deßhalb so beträchtlich zu klein, weil die convexen
Berührungsflächen von Schraube und Warze in das weiche Zinn eindringen und es zur
Seite wegquetschen. In geringerem Grade mag etwas Aehnliches auch bei dem
Instrumente B Statt gehabt haben; allein die hiermit
gefundene Dicke geht nicht nur weit mehr übereinstimmend aus den verschiedenen
Versuchen hervor, sondern nähert sich auch ziemlich der berechneten, welche letztere
wohl höchstens um 5 Proc. unrichtig seyn kann, so daß die
wahre Dicke zwischen 0,0142 und 0,0156 Millimet.
liegen muß. Das in Versuch 28 bis 31 untersuchte Zeichenpapier erscheint mit folgender Dicke:
mittelst A
mittelst B
nach Versuch
28
0,074
–
0,100
„ „
29
0,092
–
0,115
„ „
30
0,104
–
0,131
„ „
31
0,108
–
0,135
Die einfach gemessene Dicke (Versuch 28) ist schon groß genug,
um ziemlich genau gefunden zu werden. Wir bemerken hier wieder – wie in dem
oben besprochenen ersten Abschnitte der Tabelle – eine Minderanzeige des
Instruments A, welche im gegenwärtigen Falle 0,026, also
nahe an 0,03 Millimet. beträgt; und diese Differenz bleibt in den folgenden
Versuchen ziemlich eben so groß (0,023, 0,027, 0,027). Beide Instrumente geben die
Dicke mit steigender Vervielfältigung der Lagen größer und größer an, weil das dicke
und steife Papier sich nicht genügend aneinanderpressen läßt. Die wahre Dicke
beträgt vermuthlich 0,1 Millimeter oder sehr wenig darüber.Ein Paar Papiersorten habe ich nur mittelst des Instrumentes B geprüft. Die erste war ein etwas stärkeres
Zeichenpapier und ergab1 fach0,14 Millimeter, also einfache Dicke0,1402 „0,27 „ „
„ „0,1354 „0,60 „ „
„ „0,1508 „1,25 „ „
„ „0,156Die zweite, ein dickes englisches, stark geglättetes
Briefpapier: 1 Blatt= 0,07 Millimeter, einfache
Dicke0,070 2 Blätter=
0,15
„
„ „0,075 4 „=
0,325
„
„ „0,081 6 „=
0,52
„
„ „0,086 8 „=
0,68
„
„ „0,08510
„=
0,86
„
„ „0,08612
„=
1,06
„
„ „0,088Als wahre durchschnittliche Dicke muß man 0,075 Millimeter annehmen.
Bei dünneren und weicheren Papiergattungen sind die Resultate besser. Dieß zeigen
zunächst schon die Versuche 32 bis 36. Aus ihnen findet sich die Dicke des
untersuchten Conceptpapiers wie folgt:
A
B
nach
32
0,026
–
0,070
„ 33
0,037
–
0,070
„ 34
0,044
–
0,075
„ 35
0,054
–
0,077
„ 36
0,055
–
0,077
Daß die Angaben des Instruments A
trüglich sind, springt auch hier sogleich in die Augen durch deren so höchst
bedeutende Abweichungen. Die Anzeigen von B gestatten
wenigstens den sichern Schluß, daß die Dicke des Papiers nicht unter 0,070 und nicht
über 0,075 beträgt; die weitere Zunahme auf 0,077 in den beiden letzten Versuchen
dürfte einem etwas unvollkommenen Zusammenpressen zuzuschreiben seyn.
Ganz ähnliche Erscheinungen bieten sich in Versuch 37 bis 41 dar. Man findet hier
A
B
nach
37
0,015
–
0,050
„
38
0,026
–
0,045
„
39
0,028
–
0,044
„
40
0,032
–
0,045
„
41
0,034
–
0,045
Es kann keinem Zweifel unterliegen, daß dieses Papier 0,044
oder 0,045 Millimeter dick ist.
Endlich sprechen auch die Versuche 42 bis 47 gleich allen vorigen entschieden zu
Gunsten des Instrumentes B. Die Dicke dieses
außerordentlich zarten, fast dem so genannten Seidenpapiere nahe kommenden
Briefpapiers folgt:
nach A
nach B
aus Versuch
42
0,004
–
0,025
„ „
43
0,005
–
0,020
„ „
44
0,005
–
0,016
„ „
45
0,006
–
0,015
„ „
46
0,008
–
0,017
„ „
47
0,013
–
0,019
In Wahrheit beträgt sie wohl 0,015 bis höchstens 0,016
Millimeter.
Im Allgemeinen wird man Papiersorten, welche zu dünn sind um in einfacher Lage
gemessen zu werden, am besten vierfach oder höchstens achtfach liegend unter das
Instrument bringen. Es ist allerdings wahr, daß sie hier bei festem Anziehen der
Schraube in einem etwas zusammengedrückten, verdichteten Zustande gemessen werden,
wonach sie ein wenig dünner erscheinen als sie im natürlichen Zustande sind; allein
bei geleimten Sorten kann der hierdurch entstehende Fehler nur sehr gering seyn, und
die Resultate fallen doch jedenfalls noch schwankender aus, wenn man den Druck der
Schraube mäßigen will, um Compression des Papierkörpers selbst zu vermeiden, da man
im letztern Falle gar keinen Maaßstab für die zweckmäßigste Kraftanwendung hat.
Ueberhaupt aber erkennt man den Grad der Unsicherheit, welcher das Messen weicher
Stoffe, wie Papier, nach dieser Methode unterliegt. Schraubt man dieselben fest ein,
so findet man die Dicke etwas zu klein; mißt man sie unter geringem Drucke, so wird
die Anzeige um desto mehr zu groß, je beträchtlicher die Anzahl der zusammen
gemessenen Blätter ist.
Ich habe zum Schlusse in zwei gedruckten Büchern verschiedene Anzahlen von Blättern
(auf dem unbedruckten Rande) mittelst des Instrumentes B
gemessen, um zu sehen, wie weit die hierbei sich ergebenden Durchschnittswerthe für
die Dicke des einzelnen Blattes mit einander übereinstimmen. Das erste Buch ist auf geripptem
ungeleimtem Papier gedruckt und ungebunden, also
weder geschlagen oder gewalzt noch gepreßt. Die gefundenen Maaße sind folgende:
Gesammtdicke.
Durchschnittliche Dicke eines einzelnen
Blattes.
2 Blätter
0,16 Millimeter
–
0,080 Millimeter
5 „
0,40
„
–
0,080
„
10
„
0,86
„
–
0,086
„
15
„
1,25
„
–
0,083
„
20
„
1,80
„
–
0,090
„
25
„
2,20
„
–
0,088
„
30
„
2,92
„
–
0,097
„
40
„
3,75
„
–
0,094
„
50
„
4,84
„
–
0,097
„
Da eine aus Obigem sich selbst erklärende Tendenz zum Steigen bei anwachsender
Blätterzahl vorhanden ist, so wird man die Messungen bis zu höchstens 15 Blätter als
die verläßlichsten ansehen, d.h. die wirkliche durchschnittliche Papierdicke auf
0,080 bis 0,085 Millimeter setzen dürfen.
Das Papier des zweiten Buches ist dem vorigen sehr ähnlich, aber beim Einbinden vom
Buchbinder planirt (schwach geleimt), gewalzt und gepreßt; allem Anscheine nach auch
schon ursprünglich etwas dünner.
Gesammtdike.
Durchschnittliche Dicke eines einzelnen
Blattes.
2 Blätter
0,075 Millimeter
–
0,037 Millimeter
5 „
0,225
„
–
0,045 „
10
„
0,50
„
–
0,050 „
15
„
0,77
„
–
0,051 „
20
„
1,00
„
–
0,050 „
25
„
1,22
„
–
0,049 „
30
„
1,56
„
–
0,052 „
40
„
2,20
„
–
0,055 „
50
„
2,86
„
–
0,057 „
Der richtige Durchschnitt kann zu 0,05 Millimet. angenommen werden. Frei und
unbeschwert auf der Seite liegend, erscheint das aus 322 Blättern bestehende Buch 26
1/2 Millimeter dick, wonach auf 1 Blatt etwa 0,082 Millimeter kommt und von der
gestimmten Dicke 61 Procent auf Papier, 39 Proc. auf Zwischenräume zu rechnen sind.
Ich führe diesen Umstand an, weil wohl schwerlich ein Leser sich den Unterschied
zwischen scheinbarer und wirklicher Dicke in ähnlichen Fällen so groß gedacht haben
mag. Bei gepreßtem und beschnittenem Velin-Briefpapier, welches in ganzem Rieß frei
hingelegt wird, betragen die Zischenräume, nach früher von mir gemachten
Beobachtungen, 1 1/10 bis 11 1/3 Proc. der scheinbaren Gesammtdicke. Die Dicke
verschiedener Velin-Schreibpapier-Sorten fand ich damals durch Messung
einfacher Blätter mittelst eines Fühlhebel-Apparates = 0,00205 bis 0,00505
hannov. Zoll, d.h. 0,050 bis 0,123 Millimeter. Mit Hülfe desselben Apparates habe
ich bei anderer Gelegenheit noch folgende Maaße erhalten:
Dünnes Velin-Schreibpapier 0,063 bis
0,069 Millimet.
Starkes „
„
0,151 „
Geripptes Schreibpapier auf den
Rippen
0,157 „
Dasselbe in den Furchen
0,128 „
Tafeln