| Titel: | Verbesserungen bei der Anfertigung und Anwendung von Modellen zum Einformen von Gegenständen die in Eisen, Messing oder andern Metallen abgegossen werden sollen; von I. Hetherington zu Manchester und E. Dugdale zu Blackburn. |
| Fundstelle: | Band 136, Jahrgang 1855, Nr. LXXVIII., S. 343 |
| Download: | XML |
LXXVIII.
Verbesserungen bei der Anfertigung und Anwendung
von Modellen zum Einformen von Gegenständen die in Eisen, Messing oder andern Metallen
abgegossen werden sollen; von I.
Hetherington zu Manchester und E. Dugdale zu Blackburn.
Patentirt in England am 27. April 1853.
Aus dem London Journal of arts, März 1855, S.
146.
Mit Abbildungen auf Tab.
V.
Hetherington's u. Dugdale's Anfertigung von Modellen zum
Einformen.
Der erste Theil dieser Erfindung besteht in einem
verbesserten Verfahren zur Anfertigung der Modelle für das sogenannte flache
Einformen (plate moulding). Bei dem neuen Verfahren
werden solche Modelle, die nach der gewöhnlichen Methode in zwei Theilen eingeformt
werden, in zwei Theile durch eine Linie getheilt, die den breitesten Flächen des
Modelles entspricht; und die so getrennten Flächen werden zu beiden Seiten eines
zwischenliegenden Brettes befestigt, in der Art, daß sie genau zusammenfallen, wie
wenn sie nicht getheilt wären. Diese Theilung des Modelles in zwei Theile kann aber
manchmal nicht ohne die Zerstörung von einem derselben bewirkt werden; es sind
demnach in solchen Fällen zwei vollständige Modelle erforderlich, um zwei
vollkommene und entsprechende Theile zu machen; dann müssen dieselben mit der
größten Genauigkeit und Sorgfalt auf dem Brette befestigt werden, so daß sich die
beiden Hälften genau entsprechen. Dadurch wird dieses, gegen das gewöhnliche sehr
vortheilhafte Verfahren auf diejenigen Fälle beschränkt, wobei so viele Abgüsse
einerlei Art gemacht werden, daß man die Kosten zweier Modelle nicht zu sparen
braucht.
Das Einformen oder Eindämmen ist bei diesem verbesserten Verfahren das gewöhnliche,
und es befindet sich daher die eine Hälfte des Modelles in dem einen und die andere
Hälfte desselben in dem andern Theil des Formkastens. Nachdem die Modelle
herausgehoben wurden und der Kasten wieder zusammengesetzt worden ist, sind die
beiden Hälften des Kastens, parallel ihren Flächen, auf eine Entfernung getrennt,
die gleich der Stärke des Modellbrettes ist. Nun ist es einleuchtend, daß wenn die
Seiten des Kastens verschlossen sind, so daß das geschmolzene Metall nicht
ausfließen kann, letzteres beim Eingießen den Raum zwischen den Kasten, sowie die
Formen über und
unter diesem Raume ausfüllen und auf diese Weise Abgüsse des Modelles liefern wird,
deren getrennte Theile an den entgegengesetzten Seiten der Platte befindlich sind.
Nachdem ein solcher Guß abgerichtet und geglättet worden ist, kann er gleich einem
flachen Modell benutzt werden. Wie schon bemerkt, müssen bei Bildung der
Modellplatten nach dieser Methode die Modelle wie auf gewöhnliche Weise geformt
werden; ist in diesem Falle mehr als ein Modell in der Platte oder dem Brett
enthalten, so müssen zwischen denselben Canäle gebildet werden, damit das
geschmolzene Metall von dem Einguß aus zu den verschiedenen Modellen gelangen kann.
Man bildet auf der Platte ein Modell zu diesen Canälen, so daß dieselben sogleich
geformt werden können. Solche Modelle, die sich nicht von dem Sande abziehen lassen,
ohne daß die Form beschädigt wird, müssen die sogenannten unterschnittenen Theile an
dem Haupttheil nur lose sitzend haben, damit dieser zuerst ausgehoben werden kann,
worauf jene ebenfalls herausgezogen werden.
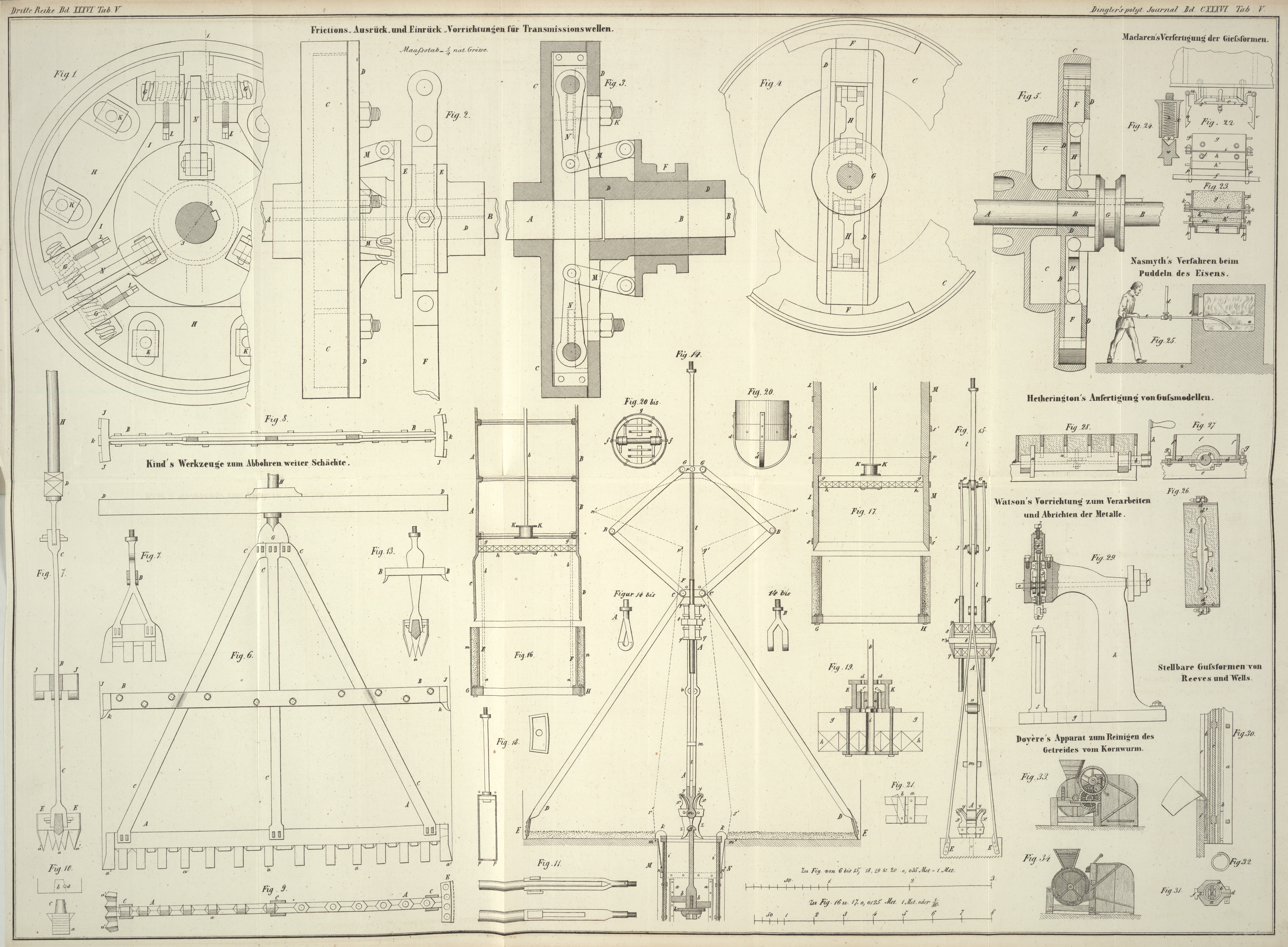
Fig. 26 ist
der Durchschnitt eines Formkastens mit der Form eines Schwungrades, welche auf
gewöhnliche Weise eingedämmt worden ist. a ist die
Radform; b der Sand, welcher in gleicher Ebene mit dem
Rande des Kastens c liegt; d
ist der Sandkern, an den Seiten des Kastens, um die Ausdehnung der Platte für das
beabsichtigte Modell zu umschreiben; er wird mit den Ohren d' versehen. Dieser Sandkern hat dieselbe Dicke, wie die intendirte
Platte. Für das einzugießende Metall sind die erforderlichen Eingüsse angebracht und
durch die Stifte f werden die beiden Formkastentheile in
der gehörigen Entfernung von einander gehalten.
Der zweite Theil der Erfindung bezieht sich auf die
Benutzungsweise der Modelle beim Einformen von Kugeln, runden Gegenständen oder
Segmenten von solchen, um den Formen eine bedeutende Glätte zu geben; dieß wird
durch das Drehen oder durch Schwingungen des Modelles bewirkt. Fig. 27 ist ein
Querdurchschnitt des Endes, und Fig. 28 ein
Längendurchschnitt der Vorrichtung; beide zeigen den Formkasten und die Anordnung
des Apparates und des Modelles zu dem bemerkten Zweck.
Wir wollen annehmen, es sollen Röhren abgegossen werden: – das Röhrenmodell
a wird auf der Welle b
befestigt; dieselbe liegt in Lagern c, welche in einem
Brett oder einer Platte d angebracht sind, und die Achse
der Welle liegt horizontal oder parallel mit der obern Seite des Brettes, welches
zur Aufnahme des Modelles ausgeschnitten ist, jedoch nur so weit, daß sich dasselbe
drehen kann. Formkasten und Modell werden dann auf eine Formbank e gebracht, und es wird nun eine beliebige Anzahl von
Röhren nach diesem Modell eingeformt. Zu dem Ende legt man die eine Hälfte des Formkastens f über das Modell und auf das Formbrett, wie die Figur
zeigt und erhält den Kasten mittelst der Stifte g in
seiner Lage. Darauf wird der Sand in gewöhnlicher Weise über das Modell
eingestampft, und es wird die Kurbel h an dem einen Ende
der Modellwelle rundum oder nur hin und her gedreht, um der Form die gehörige Glätte
zu geben. Der Formkasten wird dann abgehoben, ein anderer an seine Stelle gesetzt
und diese Hälfte eben so vollendet, wie die erste. Darauf wird der Kern in die eine
Kastenhälfte gelegt, es werden zwei Hälften zusammengesetzt und es wird der Abguß
bewirkt.
Tafeln