| Titel: | Das Stahlpuddeln auf dem königl. preuß. Hüttenwerke zu Lohe bei Siegen; von Hrn. Düber zu Lohe. |
| Fundstelle: | Band 137, Jahrgang 1855, Nr. L., S. 189 |
| Download: | XML |
L.
Das Stahlpuddeln auf dem königl. preuß.
Hüttenwerke zu Lohe bei Siegen; von Hrn. Düber zu
Lohe.
Im Auszug aus der Zeitschrift für das Berg-, Hütten- und Salinenwesen im preuß. Staate Bd. II, Lief.
4.
Mit Abbildungen auf Tab.
III.
Düber, über das Stahlpuddeln auf dem königl. preuß. Hüttenwerke zu
Lohe bei Siegen.
So wie der Aufschwung der Stabeisenfabrication in dem allmählichen Verlassen des
Herdfrischprocesses mit Holzkohlen und der Annahme des Puddelprocesses mit
Steinkohlen, wodurch die Fabrication wohlfeiler und ausgedehnter wird, liegt, so
wird auch die Annahme des Stahlpuddelns und Beschränkung des Stahlfrischens in
Herden diesen wichtigen Productionszweig heben, was die letztern Jahre in der preuß.
Provinz Westphalen schon bewiesen haben. Indem wir uns auf dasjenige beziehen, was
wir schon im polytechn. Journal über diesen Gegenstand mitgetheilt habenBd. CXXIV S. 425, Bd. CXXVIII S. 353, Bd. CXXXV S. 354., lassen wir hier einen Auszug der Beschreibung des Stahlpuddelns zu Lohe,
welche in unserer Quelle über 11 Quartseiten umfaßt, nachfolgen.
Man puddelt zu Lohe seit dem Herbste 1851 und verarbeitete anfänglich dieselben
Roheisensorten wie beim Rohstahlfrischproceß, nämlich 2/3 Rohstahleisen vom Müsener
Grund und 1/3 Nebeneisen. Das erstere wird ausschließlich aus Spatheisenstein vom
Müsener Stahlberg (Müsener Grund), das Nebeneisen (auch Ausschmelzeisen genannt,
weil damit der Rohstahlfrischproceß eingeleitet wird) aus Spatheisenstein von den
Nebengruben des Müsener Stahlbergs erblasen. Bei der Frischarbeit fällt daraus der
schon seit Jahrhunderten rühmlichst bekannte Loher „Edelstahl“ und „Mittelkür“. Bei einer und derselben Beschickung unter
Mitanwendung von Kohks und bei entsprechendem Kalkzuschlag fallen, in der Menge von
dem Verhältniß des Beschickungssatzes zum Brennmaterial abhängend, aus Stahlberger
Spatheisensteinen folgende Rohstahleisensorten, und zwar der Gare nach aufsteigend:
a) weißes Rohstahleisen
bei untergarem Gange des Hohofens; b) Spiegeleisen beim normalen Gargange und c) graues Rohstahleisen bei
übergarem Gange des Ofens. Zwischen diesen Hauptsorten liegen natürlich noch
Uebergangssorten.
Bei dem Spiegeleisen und überhaupt beim Stahlberger
Rohstahleisen wird nach dem Einschmelzen im Puddelofen kalte
Rohschlacke zugesetzt, um dasselbe durch diese Abkühlung auf die zum
Frischen geeignete Temperatur zurückzuführen, sodann aber durch die chemische
Einwirkung dieses wenig garenden Zuschlags die später garend wirkende Schlacke des
Rohstahleisens selbst zu neutralisiren. Beim Nebeneisen
ist hierzu weniger Veranlassung, denn es schmilzt fast in der zum Frischen
geeigneten Temperatur ein, geht im Verlaufe des Puddelprocesses weniger heiß, und
verändert daher auch seine Schlacke nicht so bemerkbar. Diese Roheisensorte hat
geringen Kohlen- und Mangangehalt, ist leichtfrischend und es kann daher der
Proceß unter der größten Hitze durchgeführt werden. Bei der Verarbeitung des
Spiegel- und überhaupt des Stahlberger Rohstahleisens hängt daher der Erfolg
des Stahlpuddelns wesentlich von der Beschaffenheit der Zuschlagschlacke ab, da es
seine heiße Natur im Puddelofen bis fast zu Ende des Frischprocesses beibehält.
Unter allen bis jetzt versuchten Zuschlägen hat die Schlacke vom Eisenschweißofen,
welche bei fast ausschließlicher Verarbeitung von Siegenschem Roheisen gefallen ist,
dem Zwecke am besten entsprochen. Außerdem wird noch Braunstein und Kochsalz,
ungefähr in dem Verhältniß von 1 : 2 vermischt, zugeschlagen, um dadurch ebenfalls
auf eine dünnflüssige Schlacke hinzuwirken.
Bis jetzt sind auf der Lohehütte zwei Puddelöfen vorhanden, welche abwechselnd auf
Stahl betrieben werden; denn die Betriebsdauer beträgt nur zwei Wochen, über welche
hinaus man nicht mehr vortheilhaft arbeitet, obgleich die Oefen im Innern mit den
besten feuerfesten Steinen vom Groß-Almerode im Hessischen bekleidet werden;
die Feuer- und Fuchsbrücke, so wie die von den Schlacken bespülten Theile der
Seitenwände müssen oft schon früher ausgebessert werden. Beide Oefen, Nr. I und Nr.
II genannt, haben im Aeußern gleiche Einrichtungen und Größen, wie auch gleiche, 45
Fuß hohe Essen, wogegen die innern Dimensionen etwas verschieden sind.
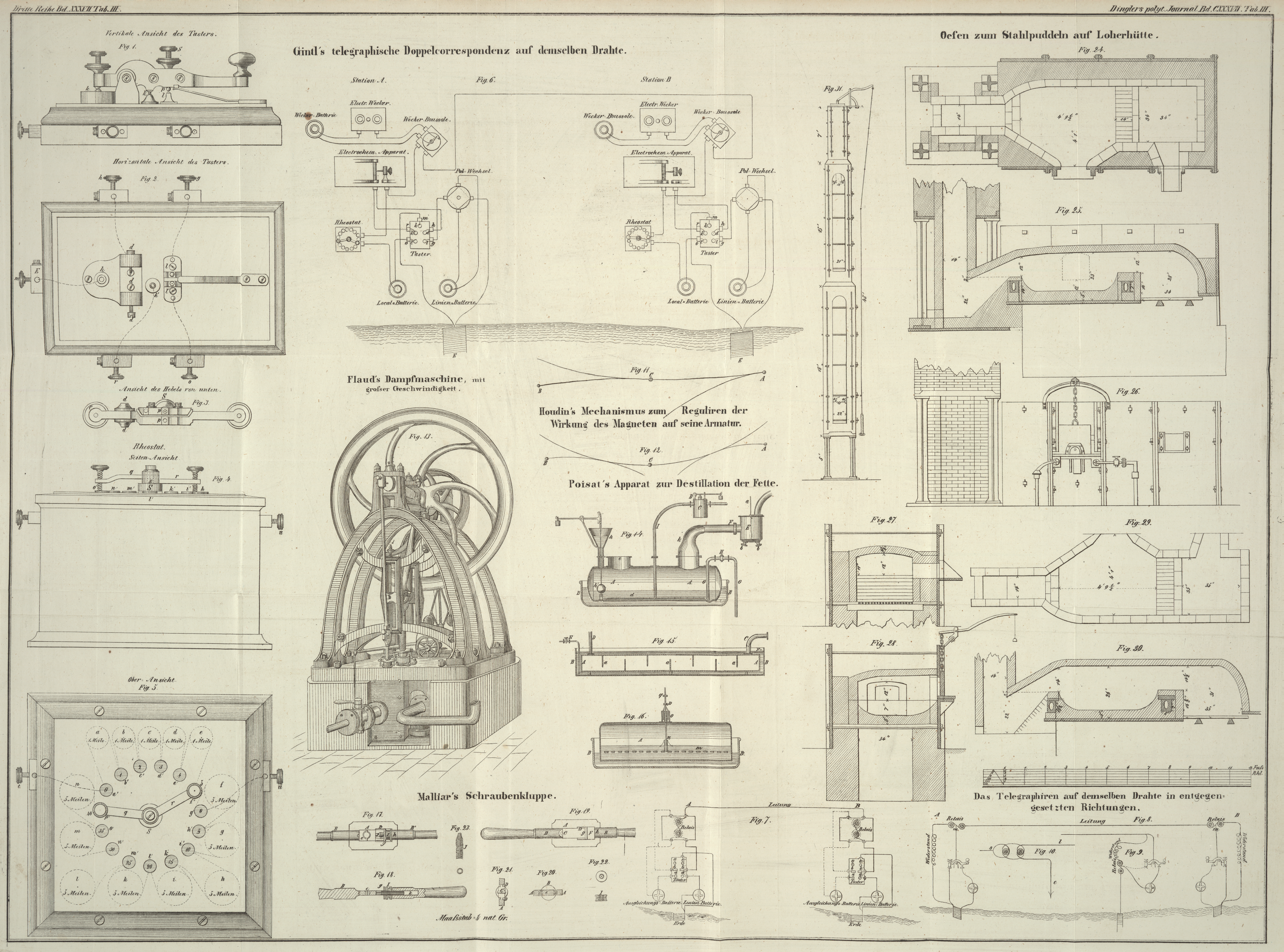
Fig. 9 ist ein
Grundriß und Fig.
30 ein Aufriß des innern Raumes von dem Ofen Nr. I. Derselbe hat ein
höheres, von der Feuer- bis zur Fuchsbrücke beinahe ganz horizontales
Gewölbe, denn es fällt von der Mitte des Herdes an nur etwa 1 Zoll. Nr. II hat ein
niedrigeres Gewölbe, welches von der Mitte des Herdes an bis auf die Fuchsbrücke 4
Zoll abfällt; die Brücken sind in beiden Oefen fast gleich hoch. So wie im innern
Raum, ist der Ofen Nr. I auch im Roste und im Fuchse weiter. Welcher Ofen den Vorzug
verdient, ist bis jetzt noch nicht entschieden. In beiden Oefen befinden sich gleich
weite Abkühlcanäle, denen mittelst Röhren Wasser zugeführt und für jeden Ofen mittelst eines Hahnes regulirt
wird.
Das Zängen, Abschweißen und Ausrecken der Luppen geschieht
unter einem 700 Pfd. schweren, schmiedeisernen Aufwerfhammer mit Kreuzbahn, der ein
hölzernes Gerüst hat und von einem 9 Fuß hohen oberschlägigen Wasserrad so getrieben
wird, daß er 125 Schlage in der Minute macht. – Das Ausschweißen geschieht in zwei überwölbten Schweißfeuern, die abwechselnd
im Betriebe stehen, mit ledernen Blasebälgen versehen sind (welche ihren Wind durch
zweilöcherige Formen einblasen) und in denen man alle bis 1/3 Kubikzoll großen
Rostkohks benutzt; es werden jedesmal zwei Luppen auf einmal eingehalten. –
Die Arbeitsgezähe sind im Allgemeinen die gewöhnlichen des Puddlers, jedoch mit
einigen localen Abänderungen.
Der neu zugestellte Ofen wird einige Tage langsam getrocknet und angewärmt, und dann
das Feuer so verstärkt, daß der Schlackenherd einschmelzt, was mit großer Sorgfalt
geschehen muß. Vorher wird Garschlacke von den alten Eisenhämmern in einzelnen
Partien auf die Herdplatte geworfen und theils ausgeglichen, theils ringsum am
Wassercanal aufgesetzt. Nach jedem Einsatz wird so lange gefeuert, bis derselbe
dickflüssig wird, wobei man ihn öfter mit der Brechstange oder den Rührhaken
aufbricht und durchrührt. Man fährt damit so lange fort, bis der Herd etwa 5 Zoll
dick ist und bis er fest geworden ist, d.h. die Schlacken so gar sind, daß die
stärkste Hitze des Flammofens die Masse nicht mehr zum Fließen bringen kann. Endlich
wird der ganze Herd mit dem Haken noch recht fest geschlagen.
Nunmehr setzt man das Eisen ein. Auf einem neuen Herde, oder selbst auf einem alten,
wenn der Ofen kalt gelegen hat und wieder angewärmt wird, wie z.B. beim Beginn der
zweiten Betriebswoche, wird die erste Charge auf Eisen und nicht auf Stahl
verarbeitet. Anfänglich löst sich immer mehr oder weniger Garschlacke vom Herde auf,
so daß die ersten Producte höchstens weicher Stahl werden.
Soll Stahl gepuddelt werden, so legt man das Rohstahleisen entweder auf den Herd
nieder, nämlich wenn der Herd abgekühlt werden soll, oder man stellt es ringsum an
den Wänden auf, und zwar wenn der Herd erwärmt oder absichtlich angegriffen werden
soll. Im ersten Falle wird die vom vorigen Satze zurückgelassene Schlacke dadurch
abgekühlt, daß man einige Löffel voll Wasser darauf gießt und einige Schaufeln voll
nasser Hammerstockschlacke vom Luppenzängen darauf wirft. Kurz vorher, ehe die
letzte Luppe aus dem Ofen genommen ist, wird ihm eine volle Hitze gegeben, d.h. die
Essenklappe ganz aufgezogen. Nach dem Einsetzen des Eisens wird der Rost
gereinigt und es wird darauf stark geschürt, wobei man dahin sieht, daß in der
Kohlenschicht auf dem Rost keine Löcher bleiben, indem man diese mit Kohks ausfüllt.
Die Dicke der Kohlenlage auf dem Rost muß im Verhältniß zu ihrer Beschaffenheit und
zum Zuge im Ofen stehen; je schlechter die Kohlen sind, eine um so schwächere
Schicht müssen sie bilden.
Der Ofen bleibt nun mit geschlossener Arbeitsöffnung und offener Klappe eine Zeitlang
stehen und zwar, wenn das Eisen an den Wänden aufgestellt wurde, bis zum Anfang
seines Schmelzens; wenn es aber auf den Herd gelegt wurde, bis zur Rothglühhitze,
worauf man es an den Wänden aufsetzt; dabei wird, um ein rasches Einschmelzen zu
bewirken, mehrmals geschürt. Spiegel- und graues Rohstahleisen, so wie auch
strahlig faseriges, schmelzen ziemlich auf einmal tropfbarflüssig ein; das
weißluckige geht aber in einen weichen und teigartigen Zustand über, bevor es
schmilzt. – Zum gleichmäßigen Einschmelzen, was beim Stahlberger Eisen sehr
wesentlich ist, müssen die Masseln eine gleichmäßige Dicke haben, die 1 1/2 Zoll
nicht übersteigen darf, denn werden ungleiche Stücke eingeschmolzen, so wird ein
Theil zu heiß und muß wieder abgekühlt werden. Auch darf man nicht Masseln von
ungleicher Gare einsetzen, da eine gleichmäßige Vermischung des Eisens im Puddelofen
nicht stattfindet. Es ist beim Stahlpuddeln wesentlich, daß Einschmelzen und Garen
stets gleichmäßig erfolgen, dann aber die gefrischte Stahlmasse möglichst rasch aus
dem Ofen genommen werde.
Nachdem das Einschmelzen erfolgt ist, untersucht man mit dem Haken, ob in der
flüssigen Masse Klumpen zurückgeblieben sind, hilft durch Klopfen mit dem Haken
etwas nach und rührt dann die ganze Masse durch, womit die Einschmelzperiode beendet
ist. Es wird nun die Klappe fast ganz geschlossen, so daß die Flamme aus der
Arbeitsöffnung heraustreten will, und es beginnt nun die Schlackenzuschlags-Periode; denn alles Rohstahleisen vom Müsener
Grund, sowie auch das Nebeneisen müssen unter Schlackenzuschlägen verpuddelt werden.
Diese sollen das zu heiß eingeschmolzene Roheisen abkühlen und es zugleich
entkohlen. Es wird nun auch Braunstein und Kochsalz zugesetzt, wodurch man eine
dünnflüssige Schlacke erhält und das Aufblähen des Satzes befördert. – Die
Schweißofenschlacke wird mit der Hand in nußgroße Stücke zerschlagen und es wird
auch Stahlfrischfeuerschlacke zugesetzt, da man jene nicht in hinreichender Menge
hat. Die Menge des Schlackenzuschlags richtet sich nach den Umständen, nämlich: 1)
ob viel oder wenig Schlacke vor dem Einsetzen im Ofen war; 2) wie der
augenblickliche Hitze- oder Flüssigkeitsgrad des eingeschmolzenen Eisens, und ob
solche leicht- oder strengflüssig war; 3) welchen Hitzegrad der Ofen hatte,
wobei die Qualität der Kohlen und der Zug im Ofen von großem Einfluß sind. –
War vor dem Einsetzen viel flüssige Schlacke im Ofen, so muß mehr kalte Schlacke
zugeschlagen werden. Sehr heiß eingeschmolzenes Eisen, wie namentlich
Spiegel- und graues Rohstahleisen, müssen mit weit mehr Schlacke behandelt
werden, als weißes strahliges Nebeneisen, welches nur eines geringen
Schlackenzusatzes bedarf. Bei kaltem Ofen oder Herd, und wenn man überhaupt
schlechtes Feuer im Ofen hat, muß weniger Schlacke zugesetzt werden. Die Schlacke
wird mit der Handschaufel unter beständigem Rühren mittelst eines Hakens auf den
Herd geworfen, und die mit kalter Schlacke angedickte Masse wird zuletzt mit dem
Haken von den Wänden weg in die Mitte des Herdes gezogen und geschoben, und man läßt
nun den Ofen mit verschlossener Arbeitsthür, unter offener Klappe, also bei voller
Hitze so lange stehen, bis die Masse an dem äußern Umfange wieder auseinander zu
fließen beginnt. Zu gleicher Zeit wird die Masse, damit sie rascher und
gleichmäßiger einschmelze, mit der Brechstange aufgebrochen und nach allen Seiten
hin vertheilt. Hierauf wird der Ofen geschlossen und nach etwa 5 Minuten ist die
Masse wieder dickflüssig geworden.
Unterdessen hat der Puddler fortwährend in der Masse gerührt, indem er den Rührhaken
nach allen Richtungen vor- und rückwärts bewegt; es werden dadurch die
kältern Theile auf dem Herde mit den an der Oberfläche durch die Flamme bestrichenen
heißeren, stets ausgetauscht. Während zwei Arbeiter mit dem Umrühren abwechseln,
sobald ein Haken warm geworden ist, regulirt der Puddelmeister die Hitze des Ofens
durch die Klappe, durch Schüren und auch durch Reinigen des Rostes. War zu viel
Schlacke zugeschlagen, der Satz zu sehr abgekühlt und kann ein Dickflüssigwerden der
Masse nicht erreicht werden, so muß man anhaltend bei offener Klappe arbeiten, denn
der Satz gart alsdann zu stark. Man muß dieß sorgfältig vermeiden, indem bei einem
solchen Betriebe kein reiner, feinkörniger Stahl erfolgt und die Entkohlung sehr
leicht zu weit geht; es müssen dann stark garende Zuschläge von Hammerschlag u.s.w.
gemacht werden. – War dagegen der Satz nicht genug abgekühlt, also zu wenig
Schlacke zugesetzt, so wird die Masse bald wieder völlig flüssig, frischt nicht,
sondern oxydirt und verschlackt nur; man schließt alsdann die Klappe und schlägt von
neuem Schlacke zu.
Es ist schwierig den Schlackenzusatz richtig zu treffen, und es ist immer besser
etwas zu viel als zu wenig Schlacke zuzusetzen. War er richtig, so fängt die Masse
beim Rühren und bei offener Klappe sehr bald zu steigen an, und es entwickeln sich violettblaue
Flämmchen von Kohlenoxydgas. Braucht man zwar keine Schlacke mehr zuzusehen, kann
man aber auch den Satz nicht mit voller Hitze durchtreiben, sondern muß die
entsprechende Temperatur durch Abdämpfen des Ofens herbeiführen, so wirkt der
Sauerstoff der Luft mehr auf das Eisen als auf seinen Kohlengehalt.
Sobald der Satz nach dem Schlackenzusatz wieder eingeschmolzen wird, fängt er zu
garen an, und zwar sogleich wenn die angedickte Masse wieder flüssig wird. Je
flüssiger die Masse ist, um so weniger entweicht das Kohlenoxydgas, sondern um so
mehr blähet es die Masse auf und man sagt der Satz treibt. Je länger diese Bewegung dauert, um so langsamer erfolgt die
Entkohlung des Roheisens und um so weniger feinkörnig wird der Stahl. Auf die
Beschaffenheit der Zuschlagsschlacke kommt hierbei sehr viel an; sie muß bei
geringer Temperatur dünnflüssig und bei stärkerer Hitze nur gelbglühend werden, auch
darf sie auf der Oberfläche des Satzes nicht musig-schaumig seyn. Wird die
Schlacke weißglühend, so wirkt sie garender und gibt selten noch harten Stahl; eine
Aenderung dieses Nachtheils läßt sich dann nicht mehr bewirken.
Das Treiben des Satzes in der flüssigen Schlacke dauert so lange, als dieselbe das
Aufblähen und den Austausch der Roheisen- und respective Rohstahltheile
zuläßt. Zuerst zeigen sich auf der Oberfläche kleine Körner der Stahlmasse, diese
werden bei fernerm Rühren und Garen des Satzes immer größer, und es schweißen Körner
an Körner, und diese wieder zu Klumpen zusammen, bis endlich alles Rohstahleisen in
Rohstahl verwandelt ist. Die bisher auf der Masse schwimmende Schlacke sinkt in dem
Maaße, als die Ursache ihres Aufblähens, nämlich die Entweichung von Kohlenoxydgas,
schwächer wird, bis zuletzt die Stahlmasse fast bis zur Hälfte von ihr entblößt auf
dem Herde liegt. Sobald sich Körner von roher Stahlmasse auf der Oberfläche zeigen,
wird nochmals gut geschürt, damit man alsdann die Luft möglichst abhalten kann,
welches gegen das Ende des Processes um so nothwendiger ist, weil ein großer Theil
der Stahlmasse nicht durch Schlacke gegen zu starke Entkohlung geschützt ist. Sobald
sich die Stahlmasse größtentheils zu Boden gesetzt hat, nimmt der Puddelmeister die
Brechstange, wendet die Stahlmasse, damit sie gleich, mäßig entkohlt werde, und
zieht sie nach der Feuerbrücke, wobei die hervorragenden Theile mit dem Rücken des
Hakens niedergeschlagen werden, und sobald er merkt daß die Masse sehr rasch fest
werden will, schreitet er zum Luppenmachen.
Zu dem Ende greift der Meister mit dem Luppenhaken in die an der Feuerbrücke liegende
Masse, bricht von derselben soviel ab, als zu einer Luppe erforderlich ist, und
drückt dieselbe möglichst fest zusammen. Sobald diese erste Luppe unter den Hammer
gebracht worden ist, wird während des Zängens derselben die zweite Luppe von dem
Meister gemacht und sofort die übrigen, bis die ganze Stahlmasse verarbeitet ist.
Man macht aus einem Einsatz von 350 Pfd. Roheisen gewöhnlich 7 bis 8 Luppen, so daß
eine Luppe durchschnittlich 40 Pfd. wiegt. Das Luppenmachen und Zangen muß möglichst
rasch erfolgen, weil die Masse zuletzt zu stark gart und die Entkohlung zu weit
geht; es muß daher mit möglichst geschlossener Essenklappe gearbeitet werden.
Ist der Satz bis auf die letzte Luppe aus dem Ofen genommen, so wird die Klappe
gezogen, und nachdem auch diese Luppe verarbeitet, werden die im Ofen
zurückgebliebenen Brocken oder ansitzende Stahlmasse mit der Brechstange
weggenommen. Die im Herde zurückgebliebene Schlacke wird mit Wasser und kalter
Hammerstockschlacke abgekühlt, und sollte zuviel Schlacke im Ofen seyn, so wird ein
Theil davon abgestochen, dann aber wieder ein Eiseneinsatz gemacht. Sind die
Ofenwände über dem Wassercanal, namentlich an den Brücken und an der Rückwand so
angegriffen, daß Vertiefungen entstanden, so setzt sich Stahlmasse darin fest,
welche sofort weggenommen werden muß, wenn sie sich nicht in Frischeisen verwandeln
und mit dem Gußeisen der Wassercanäle fest verbinden und so anwachsen soll, daß sie
hinderlich wird.
Bei einem regelmäßigen Ofengange können in einer zwölfstündigen Schicht 6 Sätze
(Chargen) zu 350 Pfd. Stahlberger weißstrahliges Rohstahleisen verpuddelt werden.
Auf einen Satz kommen folgende Perioden:
vom Einsetzen bis zum Einschmelzen des
Rohstahleisens etwa
3/4
Stunde
auf dem Schlackenzusatz
1/4
„
auf das Garen
3/4
„
auf Luppenmachen und Wiederherstellung des
Ofens
1/4
„
––––––––––
zusammen
2
Stunden.
Das Zängen der Luppen, sowie das Ausrecken der
geschweißten Luppen geschieht unter dem schon oben erwähnten Hammer, welcher in
Ermangelung eines Dampfhammers bei der geringen Production von 2500 Ctr. Puddelstahl
jährlich aushelfen muß. Die Luppen werden vorn im Puddelofen mit der Zange gepackt,
behutsam auf die Hüttensohle herabgelassen, weil sich sonst leicht Brocken ablösen,
und dann zum Hammer gebracht. Es hat seine Schwierigkeiten, bei einem Wasserhammer
die Zahl und die Stärke der Schläge zu reguliren, und daher darf man auch die ersten
Schläge nach dem Anlassen nicht auf die weiche rohe Luppe fallen lassen, sondern man muß eine
noch glühende Luppe oder einen höheren, mit Eisen gebundenen Hammer auf den Amboß
legen und den Hammer darauf fallen lassen, da man die ersten Schlage, auf die es bei
den Stahlluppen besonders ankommt, am wenigsten in seiner Gewalt hat. Man stellt nun
den Schütz auf einen langsamern Gang; die Luppe wird nach jedesmaligen vier
Schlägen, zwischen denen man sie umwendet, so weit geschweißt, daß man sie aufsetzen
kann; nach zwei Schlägen wirft man sie wieder um und gibt ihr nun mehrere starke
Schläge, damit die Schlacke gehörig ausgepreßt wird. Jetzt wird die Luppe zum
zweitenmal aufgesetzt, erhält wieder zwei bis drei Schläge, wird wieder umgeworfen
und nun unter vollen Schlägen fertig gezängt. – Schweißt die Luppe bei den
ersten drei Schlägen nicht, so muß sie in den Ofen zurückgebracht und noch einige
Augenblicke der Hitze ausgesetzt werden. – Die gezängten Luppen werden unter
Kohlenlösche gelegt, damit sie rothglühend bleiben; zwei gelangen aber sogleich ins
Schweißfeuer.
Die überwölbten Schweißfeuer, welche aus feuerfesten
Steinen bestehen und die bei dem Puddelofen fallenden Rostkohks verbrauchen, geben
eine sehr gute Hitze und ein solches Feuer verarbeitet alle Luppen eines
Puddelofens. – Rauhgezängte, d.h. nicht gehörig geschweißte Luppen, oder
solche, aus denen die Schlacke nicht vollständig herausgekommen, bedürfen einer
starken Schweißhitze, während die glatt gezängten und schon beim Zängen gut
geschweißten, so wie schlackenreinern Luppen nur eine starke Rothglühhitze nöthig
haben, um in Quadratstäbe von 1 bis 1 1/2 Zoll ausgereckt zu werden. – Vor
dem Einhalten der Luppen wird der innere Raum des Schweißfeuers bis zur Höhe der
Herdplatte mit den beim Schweißen der frühern Luppen zur Verschließung der Oeffnung
um die Zangen verwendeten und dabei zum größten Theil angebrannten Kohlen,
sogenannten Rostkohks, ausgefüllt. Alsdann werden die beiden Luppen, jede in eine
Wärmzange gefaßt, in horizontaler Richtung eingehalten; dann wird der Raum um die
Zangen und Luppen auf der Herdplatte bis aus Gewölbe durch ein Gemenge von Rostkohks
mit etwas Steinkohlen, welche letztere stark angefeuchtet sind, bis auf einen engen
Ritz verschlossen. Der starke Gebläsewindstrom geht unter den Luppen durch in die
bis über die Form liegenden Kohlen und entwickelt so eine starke Hitze; die Flamme
entweicht durch eine Oeffnung im Gewölbe und zieht in die Esse. Glaubt man, daß die
Luppen bald in Schweißhitze kommen, so macht man mit einer Schaufel oben am Gewölbe
eine Oeffnung, um die Luppen sehen zu können. Müssen diese stark geschweißt werden,
so wird zerstoßener Lehm darauf gebracht, der bald zu Schlacken schmilzt und die
Luppe gegen Luft und Hitze schützt. Die Luppen sind nun auch öfters umzuwenden. Die
der Form zunächst
liegende wird auch am ersten warm; hat man letztere mittelst der großen Hohlzange
unter den Hammer gebracht, so rückt man die zweite Luppe an ihre Stelle. Während die
erste Luppe etwa zu 1/3 der Länge in 1 bis 1 1/2 Zoll starke Quadratstäbe ausgereckt
wird, ist die zweite auch so warm geworben, um an derselben einen 1 1/2 bis 2 Fuß
langen Zangengriff auszuschmieden. Beide Luppen werden nun in die kleinere Hohlzange
gefaßt und wieder eingehalten, wobei die Oeffnung wieder verschlossen wird. Sind sie
warm, so werden sie völlig ausgeschmiedet und dann, noch kirschroth, zur Härtung in
kaltes Wasser geworfen. Luppen, die gleich anfänglich Risse bekommen, d.h. welche
noch nicht völlig schweißbar waren, kommen in das Schweißfeuer zurück.
Gegen das Ende jeder Schicht werden die Stahlstäbe aus dem Wasser genommen und auf
einer eisernen Unterlage mit Handhämmern zerschlagen; Stäbe, die nicht brechen,
bilden die zweite, und diejenigen welche brechen, die erste Sorte. Die im Ofen
zurückgebliebenen Brocken werden am Ende jeder Woche zusammengeschweißt und geben
eine dritte Sorte die aber fast nur aus Stabeisen besteht.
Zu einem Puddelofen, der ununterbrothen die ganze Woche hindurch, jedoch mit Ausnahme
des Sonntags, in 12stündigen Schichten betrieben wird, gehören 2 Puddelmeister und 4
Puddler, zum Hammer- und Schweißfeuer 2 Jünger und 1 Schweißer; außerdem 3
Taglöhner und 2 Jungen.
Bei gutem Gange des Puddelofens werden in 24 Stunden 12 Sätze zu 350 Pfd., mithin
4200 Pfd. Rohstahleisen verarbeitet, woraus bei durchschnittlich 20 Proc. Abgang
(davon 9 Proc. beim Puddeln und 11 Proc. beim Ausschweißen) 3360 Pfd. Puddelstahl
erfolgen, und zwar durchschnittlich 78 Proc. 1ster und 22 Proc. 2ter und 3ter
Sorte.
An Steinkohlen sind auf 1000 Pfd. fertigen Puddelstahl erforderlich:
zum Puddeln
4,2
Tonnen
zum Schweißen der Luppen
0,8
„
––––––––––
zusammen
5,0
Tonnen
à 7 1/9 rheinl. Kubikfuß, etwa à 4 Cntr. die Tonne, wobei jedoch die beim
Puddelofen fallenden gröberen Rostkohks noch mit verbraucht werden; auf 1 Cntr.
Puddelstahl beträgt daher der Kohlenverbrauch 0,58 Tonnen. Die Selbstkosten betrugen
für den Centner Puddelstahl 3 Rthlr. 26 Sgr. 10 Pf., diejenigen für 1 Cntr. Rohstahl
in derselben Hütte 5 Rthlr. 5 Sgr. 10 Pf.
Tab. III enthält Abbildungen, und zwar:
von dem Ofen Nr.
II.
von dem Ofen Nr.
I.
Fig.
24
grundrißlicher Durchschnitt.
Fig.
29
Grundriß des innern Raumes.
„
25
Aufriß.
„
26
Vorderansicht.
„
27
Querschnitt durch das Schürloch.
„
30
Aufriß deselben.
„
28
Querschnitt durch die Arbeitsöffnung.
„
31
Ansicht der Esse eines jeden derOefen in kleinerem
Maaßstabe.
Tafeln