| Titel: | Verbesserungen in der Fabrication gewisser Eisensorten und an den dazu erforderlichen Maschinen oder Apparaten, von Hrn. James Griffith zu Wolverhampton. |
| Fundstelle: | Band 138, Jahrgang 1855, Nr. LXXI., S. 272 |
| Download: | XML |
LXXI.
Verbesserungen in der Fabrication gewisser
Eisensorten und an den dazu erforderlichen Maschinen oder Apparaten, von Hrn. James Griffith zu
Wolverhampton.
Aus dem London Journal of arts, Septbr. 1855, S.
136.
Mit Abbildungen auf Tab.
IV.
Griffith's Verbesserungen in der Fabrication gewisser
Eisensorten.
Diese Erfindung, welche in England am 26. October 1854 patentirt wurde, besteht
erstens in einem verbesserten Verfahren feinere Eisensorten dadurch zu fabriciren,
daß man die Platinen doppelt so breit macht, als die fertigen Stäbe, und sie dann
der Länge nach durch einen Schneid- oder Spaltapparat von neuer Einrichtung
und Form zerschneidet; ferner in der Abkürzung des Processes zum Vorbereiten der
Platinen für Schneideisen, indem Rohschienen oder Schienen von ausgeschweißtem Eisen
hierzu der Länge nach zerspalten werden.
Zweitens besteht sie in Ergänzungen und Verbesserungen der gewöhnlichen
Schneidwerke.
Drittens in einer verbesserten Kombination und Einrichtung der mechanischen Theile
zur Regulirung, Veränderung und Adjustirung der Entfernung zwischen den
Schlichtwalzen, welcher Mechanismus auf alle Walzgerüste anwendbar ist, deren Walzen
einer häufigen Stellung bedürfen, wie z.B. die Kesselblech- und die
sogenannten Dünneisen-Walzen (für das Material zum Weißblech).
Der Zweck der Erfindung ist der, den Proceß mit verminderter Arbeit, Zeit und weniger
Brennmaterial, folglich wohlfeiler auszuführen. Dieß wird zum Theil dadurch bewirkt,
daß man die breitern Schienen und Platinen in schmälere Stäbe zerschneidet, statt
sie durch den langsamem Walzproceß auszustrecken, und daß man andererseits das
doppelte Quantum des Materials auf einmal verarbeitet, so daß, da die Masse breiter
ist, sie nicht so leicht erkaltet und daher der doppelte Nutzeffect in jeder Periode
des Processes erlangt wird, die eine solche doppelte Quantität durchmacht.
Bei der Vorbereitung der Platinen kürzt Hr. Griffith den
Proceß dadurch ab, daß er eine breite Rohschiene oder eine Schiene aus geschweißtem
Eisen der Länge nach, durch den verbesserten Schneidapparat, der unten beschrieben
ist, zerschneidet, statt daß die Stäbe durch den langwierigen Walzproceß zu der
erforderlichen Dicke ausgereckt werden. Das angewendete Materialeisen oder die Schienen haben die
vierfache Breite von derjenigen, welche zu demselben Zweck bei dem gewöhnlichen
Proceß angewendet wird.
Diese Schienen werden zu Platinen von derjenigen Länge und Stärke, wie sie zur
Fabrication der gewünschten Stäbe erforderlich ist, ausgewalzt, erhalten jedoch die
doppelte Breite. Die Platinen gehen dann durch ein Schneidwerk, welches sie in der
Mitte zerschneidet. Die Schneiden können Theile von einem Walzenpaar bilden, so daß
der Walzproceß gleichzeitig mit dem Schneiden oder Spalten fortgesetzt werden kann.
Die beiden Stäbe oder Ruthen, welche durch das Zerschneiden der Platine erlangt
wurden, werden dann dadurch vollendet, daß man sie der Einwirkung hartgegossener und
polirter Schlichtwalzen unterwirft, wie dieß bei dem gewöhnlichen Verfahren auch der
Fall ist.
Wir wollen z.B. annehmen, daß das zu fabricirende Eisen halbzölliges Reifeisen seyn
soll. Das gewöhnliche Verfahren zur Fabrication solchen Eisens besteht darin, daß
man zu jedem Reifstab einen Kolben von etwa 1 1/2zölligem Quadrateisen verwendet;
jeder Kolben wird zu einem zweiten von 3/4 Zoll im Quadrat ausgewalzt und darauf
wieder in den Glühofen zurückgebracht, worauf man ihn auf 5/16 Zoll im Quadrat
ausstreckt, um ihn für die Platinenwalzen vorzubereiten. Dadurch erlangt der Stab
fast die erforderliche Stärke und wird nun mittelst Durchwalzen im
Schlichtwalzwerksgerüst vollendet.
Um Eisen dieser Art nach der verbesserten Methode zu fabriciren, wird für jede zwei
Stäbe ein Kolben vorbereitet, der etwa 1 1/2 Zoll im Quadrat stark ist. Derselbe
kann entweder auf gewöhnliche Weise angefertigt werden, indem man ihn aus einer
Rohschiene oder aus einem Packet auswalzt, oder durch den kürzern Proceß, indem man
eine solche Schiene der Länge nach mittelst des verbesserten Schneidwerks in zwei
theilt. Man hat alsdann das vorbereitete Material zu zwei Stäben des darzustellenden
Eisens. Beide werden geglüht und jeder zu 3/4zölligem Quadrateisen ausgewalzt,
welches dann das Materialeisen zu dem Platinen-Walzwerk ist. Von diesem
werden die Quadratstäbe zu Flachstäben oder Platinen ausgewalzt, die etwas stärker
als die fertigen Ruthen, und so breit als zwei dergleichen sind, d.h. 1 Zoll. Die
Platinen gelangen nun zu dem Schneidwerk, welches sie in zwei halbzöllige Ruthen
theilt; diese werden auf gewöhnliche Weise mittelst der Schlichtwalzen
vollendet.
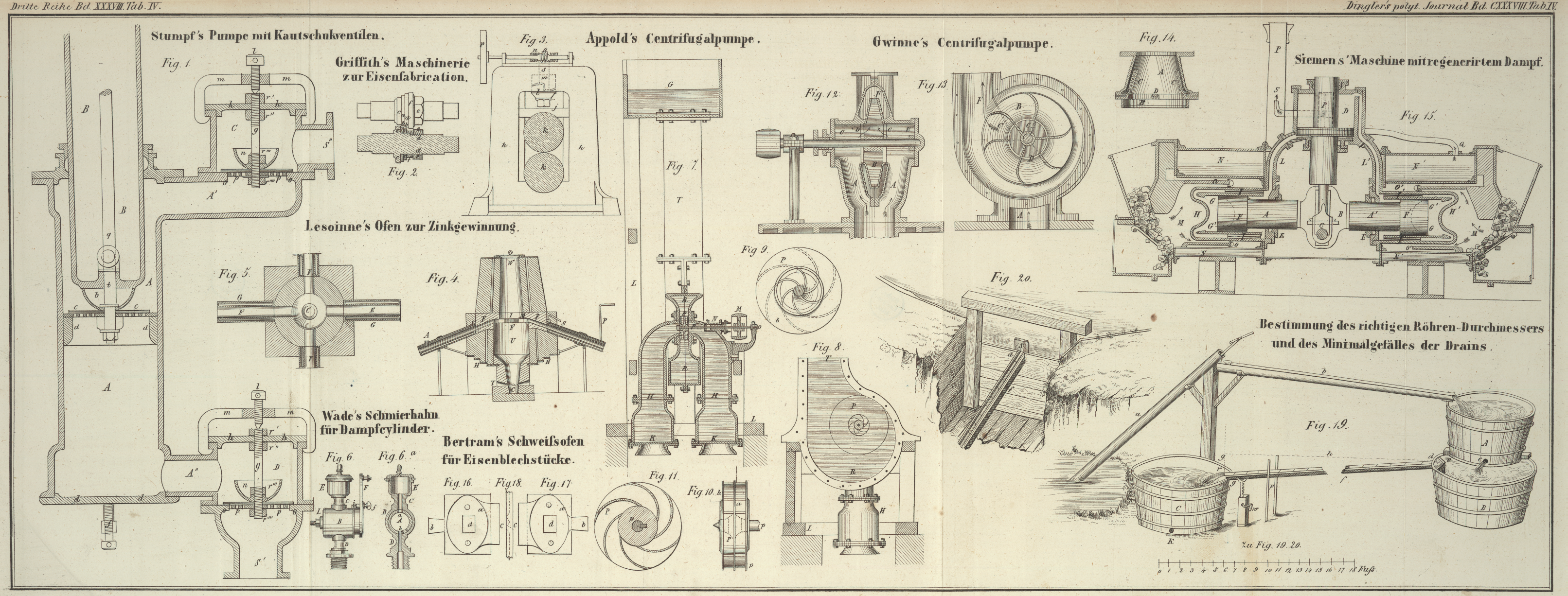
Fig. 2 stellt
ein Paar Schneiden oder zwei armirte Spindeln dar, die
zur Anfertigung von halbzölligen Reifen eingerichtet sind, und die eine Spindel ist in der
Seitenansicht, die andere im Längendurchschnitt abgebildet. Sollen solche Schneiden
breitere Platinen zertheilen, so müssen sie auch verhältnißmäßig breiter seyn. Die
Schneiden bestehen aus zwei Paar concentrischen Scheiben von Stahl oder von, an der
Peripherie verstähltem Eisen. Von den beiden Scheibenpaaren, mit denen jede Spindel
armirt ist, hat die eine einen größern Durchmesser als die andere – der
Unterschied ist größer oder geringer, je nach der Dicke der Platine, welche
zerschnitten werden soll. In Fig. 2 sind a, a diese Scheiben, und in diesem Beispiel ist der
Unterschied im Durchmesser der einen größern Scheibe gegen die andere ungefähr 1/4
Zoll, so daß die Kante der größern Scheibe über die der kleinern etwa 1/8 Zoll
hervorsteht. Die größere Schneide auf der einen Spindel steht der kleinern auf der
andern gegenüber, so daß die vorstehenden Ränder der größern Scheiben etwas über
einander greifen und ein Paar schneidende Kanten bilden. Die cylindrischen
Oberflächen der Schneide-Scheiben, welche in dem vorliegenden Falle etwa 1/2
Zoll breit sind, wirken als Walzen und schlichten die beiden Stäbe zu derselben Zeit
ab, als die schneidenden Kanten sie trennen oder spalten. b,
b sind Querdurchschnitte von dem zu zerschneidenden und theilweis schon
zerschnittenen Eisen; c, c sind Hälse an den Spindeln
und d, d sind Schraubengewinde an den letztern, über
welche eine Mutterschraube e geschraubt wird. f ist eine, zwischen der Mutterschraube e und den Schneiden a, a
befindliche Scheibe. Durch festes Anziehen der Muttern e
auf beiden Spindeln werden die Schneiden a, a fest gegen
den Hals c gepreßt und auf diese Weise in ihrer Lage
erhalten. Die beiden armirten Spindeln werden von den Enden so adjustirt, daß die
schneidenden Kanten in gegenseitige Berührung treten; ihre horizontale Lage oder
vielmehr ihre größere oder geringere Entfernung von einander muß nach der Dicke des
zu schneidenden Eisens adjustirt werden.
Die armirten Spindeln liegen in einem Gerüst, und es ist zweckmäßiger ein besonderes
Gerüst dafür zu haben, als ein gewöhnliches Walzwerkgerüst dazu mit zu benutzen,
indem man auf manchen Hütten die Schneiden mit den Platinenwalzen in einem Gerüst
verbunden hat. In letzterm Falle ist ein genaues Adjustiren der Schneidscheiben
schwierig, da die Platinenwalzen stets in ihrer einmal angenommenen senkrechten
Ebene bleiben müssen und von den Enden nicht gestellt werden können. Die Schneiden
zum Spalten der Rohschienen oder aus Paketen dargestellten Schienen unterscheiden
sich von den eigentlichen Schneideisenscheiben nur durch ihre größeren Dimensionen.
Uebrigens sind die armirten Spindeln wie gewöhnlich mit Führern und Abstreifmeißeln,
sogenannten Brillen versehen.
Die Verbesserungen an dem Mechanismus zum Stellen der
Walzen betreffen eine eigenthümliche Vorrichtung statt der gewöhnlichen
Schrauben- oder Keilstellung. Diese Vorrichtung besteht in einer in dem
Gerüst angebrachten und in einer zweiten an einer Spindel befestigten Schnecke (scroll); die Spindel wird mittelst eines Schraubenrades
und einer endlosen Schraube umgedreht. Die allgemeine Einrichtung ist aus Fig. 3 zu
ersehen; dieselbe ist ein Aufriß von dem einen Walzenständer nebst
Walzenstell-Apparat. h, h ist der Ständer oder
die Hälfte des Gerüstes; k, k sind die Walzen und j ist die Kappe. Gegen letztere tritt die Spindel s und bewirkt mittelst ihres Nieder- oder
Aufganges den Stand der Kappe und folglich auch der obern Walze, so daß zwischen ihr
und der untern Walze ein geringerer oder größerer Raum bleibt. l und m sind die beiden
Theile der Schnecke an der Spindel s, beide sind in
Vertiefungen in dem Ständer h angebracht. Die Spindel
s geht durch die Schnecke m und ist an ihrem obern Ende mit einem Schraubenrade n versehen, in welches die endlose Schraube o greift, deren Spindel sich in Lagern dreht, die in
einer beweglichen Platte auf dem Ständer angebracht sind. Am Ende dieser Spindel und
vor dem Walzengerüst befindet sich das Handrad p,
mittelst dessen der Vorwalzer die Spindel s und die
Schnecke l dreht, so daß deren untere Fläche gegen die
Schnecke m tritt und sie gegen die Kappe j drängt oder von derselben entfernt, je nachdem das Rad
in der einen oder anderen Richtung gedreht wird.
Tafeln