| Titel: | Ueber die Art und Dauer der Adjustirung von Blechwalzen. |
| Fundstelle: | Band 141, Jahrgang 1856, Nr. XCIV., S. 421 |
| Download: | XML |
XCIV.
Ueber die Art und Dauer der Adjustirung von
Blechwalzen.
Aus der österreichischen Zeitschrift für Berg- und
Hüttenwesen, 1856, Nr. 33.
Mit Abbildungen auf Tab.
VI.
Ueber die Art und Dauer der Adjustirung von
Blechwalzen.
Der Erfolg der Blechfabrication wird im Allgemeinen hauptsächlich durch die innere
Beschaffenheit, insbesondere aber durch die Genauigkeit der Adjustirung der zu
Gebote stehenden Walzen bedingt. Je weicher die verwendeten Blechwalzen im Gusse, um
so empfänglicher sind dieselben für äußere Eindrücke, um so schneller nützen sie
sich aus und lassen in um so kürzerer Zeit an der ursprünglich glatten arbeitenden
Oberfläche Streifen, Furchen, Absätze und andere störende Vertiefungen wahrnehmen,
wodurch bei fernerem Gebrauch ein ungleichmäßiges Strecken der Bleche bewirkt, also
ungleiche Blattdicke und eine unansehnliche rauhe, oft wellenförmig durchfurchte
Oberfläche des Fabricates hervorgerufen wird.
Allerdings treffen ähnliche Uebelstände, die eine sofortige Auswechslung der
unbrauchbar gewordenen Walzen nothwendig machen, somit Unterbrechungen des Betriebes
zur Folge haben, zugleich aber einen größeren Vorrath appretirter Walzen, also ein
namhaftes Betriebscapital erheischen, – bei härteren Walzen in minderem Maaße
ein; gleichwohl nützen sich aber auch solche nach längerer oder kürzerer Verwendung
ab, und es ist ein öfteres Nachdrehen unvermeidlich. Bestehen aber härtere Walzen
aus einem unreinen Gusse, in welchem Falle sie ein mehr grobkörniges oder gar
schuppiges Gefüge annehmen, so wird deren Brauchbarkeit mit Rücksicht auf die
eintretende Sprödigkeit und leichte Zerstörbarkeit der appretirten Rundfläche in
noch kürzeren Stadien unterbrochen, wo nicht ganz in Zweifel gestellt. Harte Walzen
bieten überdieß bei dem wiederholten Nachdrehen durch einzelne abgeschreckte Adern
oder Rippen nicht geringe Schwierigkeiten und erfordern alsdann einen bedeutenden Aufwand an Zeit und
Material.
Für taugliche Blechwalzen ist demgemäß nicht allein eine gewisse Härte, sondern
namentlich eine nur bei reinerem Eisen zu erzielende Zähigkeit des Gusses
erforderlich. In diesem Falle kann nicht nur das zu Anfang des Gebrauches häufigere
Nachdrehen anstandslos und in kürzester Zeit bewerkstelligt werden, sondern es wird
noch der wesentliche Vortheil erreicht, daß die arbeitende Oberfläche durch den
Gebrauch an Dichtigkeit und Härte, also auch an Haltbarkeit gewinnt und seltener
nachgedreht zu werden braucht.
Abgesehen davon, daß nicht allen Walzwerken die zur genauen Appretur schwerer
Walzenkörper erforderlichen soliden Drehbänke zur Verfügung stehen, verursacht
selbst in einem solchen Falle das Ausheben und Einlegen der Walzen einen nicht zu
vernachlässigenden Aufwand an Zeit und Arbeitslohn, nicht selten eine längere
Betriebsunterbrechung.
Zur Hintanhaltung dieser Unzukömmlichkeiten war es daher seit Langem ein dringendes
und vielseitig empfundenes Bedürfniß: die Walzen im Gerüste selbst mit dem
geringsten Zeit- und Kostenaufwande für den ferneren Betrieb zu adaptiren,
und wurden auch bereits mancherlei mehr oder minder mangelhafte Vorrichtungen zu
diesem Zwecke angewendet.
Eine recht zweckmäßige und bei einzelnen Werken bereits vortheilhaft bewährte
Methode, Walzen im Gerüste abzudrehen, möge denn auch hier beschrieben werden. Sie
empfiehlt sich nicht nur durch Einfachheit und Solidität, sondern zugleich auch
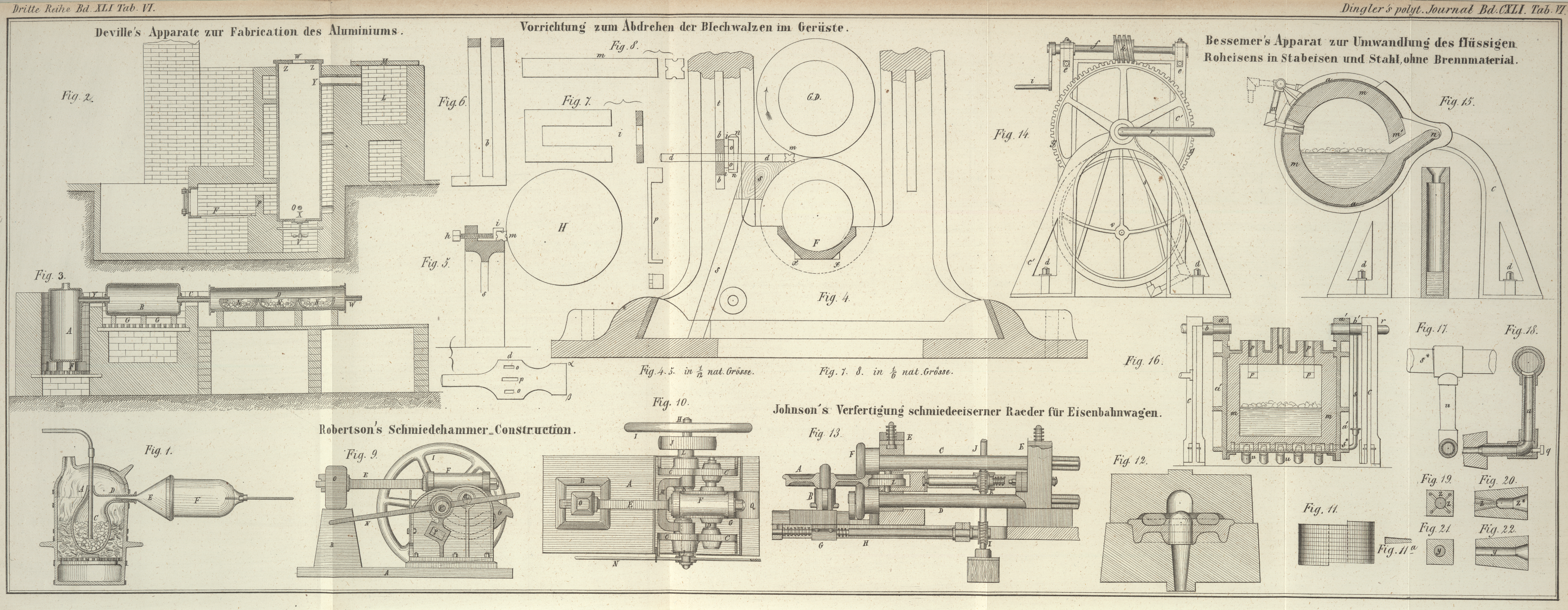
durch die leichte Handhabung der Vorrichtung. Diese ist in Fig. 4. und 5 in der
Zusammenstellung, und in Fig. 6 bis 8 im Detail dargestellt,
und besteht wesentlich:
1) aus einer schmiedeisernen Drehkluppe d mit den
zugehörigen Keilen o und n,
sowie einer hufeisenförmig gestalteten Zulage i (Fig. 7) aus
einem starken Eisenblech;
2) den Bahneisen b (Fig. 6), welche in den
Schlitzen der Ständer t ruhen und die Drehkluppe
zwischen sich aufnehmen;
3) aus dem parallelepipedisch geformten Drehstahl m (Fig. 8);
4) aus dem Schemel s, welcher zur Schonung der Walzen aus
Holz hergestellt wird und die Unterlage für den Stahl bildet;
5) aus einem der Walzenbundlänge entsprechenden eisernen Adjustirlineale.
Die Zusammenfügung der Vorrichtung ist aus Fig. 4 zu entnehmen.
Wenn gleich eine ruhige und sichere Lage der Walzen im Allgemeinen von besonderer
Wichtigkeit, ist eine solche für die Operation des Drehens insbesondere von
Wesenheit, denn nur unter dieser Bedingung kann eine genaue Appretur erzielt werden.
Als vortheilhaft kann es dießfalls empfohlen werden, das metallene Unterfutter F der Unterwalze mit nasenartigen Vorsprüngen x in den Ständersattel einzulassen. Nicht allein, daß
nämlich durch diese Abänderung ein Ausweichen der Walze verhütet wird, gewinnen
dadurch die Metallschalen an Haltbarkeit, indem bei der gewöhnlichen Construction
der letzteren in Folge der Vibrationen nicht selten ein gänzliches Zerreißen
erfolgt.
Für das erste Stadium des Nachdrehens selbst ist die Anwendung eines kürzeren
Drehstahls von etwa 4'' Länge angezeigt, um leichter und schneller in die Tiefe
eindringen zu können, und zwar kann sich die Operation selbstständig auf die
Ober- oder Unterwalze erstrecken, während bei dem nachfolgenden Egalisiren
auch beide Walzen gleichzeitig und mittelst eines längern, circa 7–8'' langen
Stahls geschlichtet werden können.
Es ist dabei vortheilhaft, sich an der innern, den Walzen zugekehrten Seite
behobelter Bahneisen zu bedienen, indem alsdann bei genauer Stellung der letztern
gegen die Walzen, die horizontale Verschiebung der Drehkluppe erleichtert und
beschleunigt wird.
Auf diese Art ist man im Stande, 1 Paar Walzen in wenigen Stunden, selbst während der
Rastzeit, zu adjustiren, wenn nicht zu viel nachgenommen werden darf.
Um eine ganz glatte und egal arbeitende Oberfläche zu erhalten, kann man die Walzen
noch einige Zeit mit Wasser umlaufen lassen, bis beide Bundflächen sich innig
berühren.
Um Hartwalzen im Gerüste nachzudrehen, entspricht die in Fig. 5 veranschaulichte
Vorrichtung recht gut, wenn die Bundlänge nicht zu groß ist (bis circa 30''). Dieselbe besteht aus einem gußeisernen
Schemel s mit Stellschrauben h in Abständen von circa 3''. Der Drehstahl wird dadurch mittelst einer
Winkelzulage zugleich niedergehalten, hat wie in ersterem Falle dieselbe Gestalt,
bedarf aber einer entsprechenden Härtung.
Eine Auflösung von Arsenik und Salmiak, zu gleichen Theilen in heißem Wasser gelöst
und gemengt, erwies sich als Härtewasser für den Drehstahl sehr vorzüglich.
Aus freier Hand kann man, namentlich in den Ecken des Gerüstes, mittelst des Hebels
p den Stellschrauben nöthigenfalls zu Hülfe kommen
und den Stahl leichter verschieben.
Die nuthartigen Aussparungen des Drehstahls, dessen vier Fanten man abwechselnd zum
Angriff bringen kann, sind zum Ausweichen und Entfernen der Drehspäne recht
vortheilhaft.
Es versteht sich wohl von selbst, daß man sich für die verschiedenen Zwecke des
Drehens mit mehreren Drehstählen versehen wird. Die Länge des Drehstahles im obigen ersten
Falle bedingt ferner die Länge der Bahn αβ von der Drehkluppe, sowie die Entfernung der Keillöcher
o und p unter einander,
also ebenfalls verschiedene Drehkluppen.
Ebenso können Bahneisen und Schemel nur bei gleichen Bundlängen der Walzen verwendet
werden.
Selbstverständlich ist für das Gelingen des Drehens von Hartwalzen im Gerüste die
geringste Umgangsgeschwindigkeit von 1 bis 1 1/2'' per 1
Minute Bedingung; während man im andern Falle 1 bis 1 1/2 Umgänge in derselben
Zeitdauer geben kann.
M. G.
Tafeln