| Titel: | Ueber die Fabrication des englischen Steinguts oder der Earthen Ware in Staffordshire; von J. G. Gentele. |
| Fundstelle: | Band 143, Jahrgang 1857, Nr. XIII., S. 50 |
| Download: | XML |
XIII.
Ueber die Fabrication des englischen Steinguts
oder der Earthen Ware in Staffordshire; von J. G. Gentele.Aus dem „Lehrbuch im Potteriefache, von J. G. Gentele, Leipzig 1856, bei
Robert
Hoffmann.“ Dasselbe enthält im ersten Theile: die Beschreibung der Fabrication des
englischen Steingutes, der Chinawaare, des Steinzeuges, des Steingutes und
Feldspath-Porzellans auf dem Continente, der Siderolith- und
Terralith-Geschirre, der gefärbten Fayence und der Kachelöfen; im zweiten Theile: die chemischen Verhältnisse der im
Potteriefache gebrauchten Materialien und Rohstoffe, die Bereitung der Farben,
Analysen der Rohmaterialien und Geschirre.Der als technischer Chemiker rühmlich bekannte Verfasser hat als Dirigent einer
schwedischen Potterieanstalt, welche auf englische Art betrieben wird, und auf
seinen Reisen in England und Deutschland, speciell für diesen Industriezweig,
Gelegenheit gehabt den Unterschied zwischen der englischen Steingut- und
Porzellanfabrication und der auf dem Continente genau kennen zu lernen, daher
durch Herausgabe seines, das ganze Potteriefach umfassenden Lehrbuchs den
Fachgenossen einen wesentlichen Dienst erwiesen.A. d. Red.
Mit Abbildungen auf Tab.
I.
Gentele, über die Fabrication des englischen Steinguts.
1. Allgemeines über Lage und Materialien
der englischen Steingutfabriken.
Die Darstellung von Thongeschirren aller Art hat sich in England hauptsächlich in
Staffordshire angesammelt, wo fast jeder Ort eine Vereinigung von 30–40
Potterien ist, aus welchen bis zu Hunderten von hohen Schornsteinen oder vielmehr
von Kuppeln der Brennöfen hervorragen. Der Grund dieser Ansammlung der Potterien in
Staffordshire scheint an das Vorkommen vorzüglicher Steinkohlen gebunden zu seyn,
wenn nicht Vieles von dem einfachen Umstande herzuleiten ist, daß in dieser Gegend
Wedgwood erstes Etalissement erblühte, und da wo
Arbeiter erzogen und gelernt wurden, leichter Fabriken zu errichten waren, als wo
diese Schule und das lockende Exempel zum Gedeihen einer Anstalt fehlen; zu den
meisten Fabricationen kommt nämlich das Rohmaterial nicht an Ort und Stelle vor,
außer den Steinkohlen, die überall neben den Fabriken gewonnen werden; sondern es
wird auf Canälen mehr oder weniger weit zu Ort und Stelle herbeigeschafft.
Die größte Fabrication wird auf, bei uns sogenanntes Steingut,
irdene Waare (Earthen-Ware) betrieben,
welches eine harte, ziemlich feste feine Masse von
gypsähnlichem Bruche ist, mit Bleiglasur glasirt, unter der Glasur bemalt oder
bedruckt und sonst auch auf der Glasur noch mit Malerei und Vergoldung versehen.
Zur Darstellung dieser feinen, und nach der Mischungsweise auch zu ordinärer Fayence,
werden ohne Ausnahme in allen englischen Fabriken folgende Materialien
verwendet.
a) Blue Clay, Blauer Thon.
Diese Thonart ist außerordentlich plastisch, von bläulicher Farbe, trocknet
schwer aus, und hält sehr feine Schwefelkiese eingemengt, welche beim
Abschlämmen mit Wasser als Bodensatz gefunden werden. Für sich trennt sich
dieser Thon gelblich, ausgesuchte Sorten beinahe weiß, schwindet stark beim
Trocknen und Brennen, saugt Wasser ein, wovon er 10 Proc. chemisch gebunden
enthält, außer 15–18 Procent, welche in dem Zustande wie er gewöhnlich
versendet wird, darin vorkommen und durch einfaches Trocknen bei 100° C.
entweichen. Sein specifisches Gewicht, in Wasser gewogen, ist nach meiner
eigenen Bestimmung 2,50–2,59.
Seine chemische Zusammensetzung ist nach einer Analyse von L. Svanberg:
Kieselerde
53,864
Alaunerde
31,622
Eisenoxyd
2,241
Kalkerde
1,481
Magnesia
Spur
Wasser und Alkali
9,971
Nach einer Analyse von J. Higinbotham soll derselbe
Thon dagegen zusammengesetzt seyn wie folgt:
Kieselerde
46,38
Thonerde
38,04
Magnesia und Kalk,
Spuren
Eisenoxydul
1,04
Alkali
–
Wasser
13,57.
Offenbar ist diese Analyse verwechselt mit einer von Chinaclay, welche nachher nachfolgt, und der von John Brown von Pypeclay, welche beinahe mit
der von Svanberg übereinstimmt; John Brown fand Kieselerde 53,66, Alaunerde 32,00, Magnesia Spur, Kalk
1,20, Eisenoxydul 1,04, Wasser 13,57. Daß das Eisen als Schwefeleisen im Thon
enthalten ist, ist immer übersehen.
Dieser Thon wird in Devonshire und Stourbridge nebst einigen andern Thonarten von
vorzüglicher Güte gewonnen, die alle zu verschiedenen Potteriegegenständen
angewendet werden.
b) Cornish stone.Cornwallisstein.
Es ist dieses Material eine Art halbverwitterten grobkörnigen Granits, welcher in
Cornwallis zu Tregonighill bei Hellstone in großen Massen
vorkommt, in großen Blöcken gebrochen und an alle Potterien in England versendet
wird. Man kann mit unbewaffnetem Auge darin unterscheiden Quarzkörner von jeder Größe, beinahe oder ganz eisenfreien Glimmer,
und verwitterten erdigen, lose zusammenhängenden Feldspath, oder denselben
vertretendes feldspathhaltiges Gestein. Liegt dieser Granit einige Monate der
Luft und dem Regen ausgesetzt im Freien, so zerfällt derselbe in Quarzkörner und
Kaolin, welcher letztere auch fabrikmäßig daraus gewonnen, abgeschlämmt und
getrocknet, aus Cornwallis unter dem Namen China Clay
für die Fabriken Englands versendet wird.
Zur Steingutfabrication wird der Cornwallisstein erst trocken auf Quetschmühlen
zerdrückt, dann auf Massenmühlen fein gemahlen, und entweder so als flüssiger
Schlamm angewendet, oder wenn derselbe versendet werden soll, durch Absetzen und
Trocknen vom Wasser getrennt.
Analysen von Cornwallisstein finden sich nirgends, weil er immer als Gemenge von
Materialien angesehen, in jedem Stücke andere Resultate geben muß. Der gemahlene
Cornwallisstein, in starkem Feuer des Porzellanofens geglüht, sintert übrigens
zu einer harten gefritteten Masse zusammen, ähnlich wie gemahlener Feldspath,
nur sticht seine Farbe ins Gelbliche. Das specifische Gewicht des gemahlenen, in
Wasser gewogenen, fand sich = 2,663–2,668. Durchs Trocknen des
ungemahlenen Cornwallissteins bei 100° C. entweichen 10,7–11,1
Procent Wasser. Es ist wahrscheinlich, daß derselbe durchs Verwittern an Alkali
verliert, daher ein Gemenge der nachfolgenden Thonart China Clay mit Kieselerde denselben nicht ersetzen kann.
c) China Clay.Kaolin von Cornwallis.
Es ist eine sehr weiße feingeschlämmte Thonart, nicht fettig, wenig plastisch. Im
Feuer für sich starker Hitze ausgesetzt, sintert sie nicht zusammen, schwindet
nicht sehr stark, bleibt ganz weiß; und obgleich dann noch stark an der Zunge
klebend, hat sie dann dennoch einen starken Zusammenhang gegen den Bruch
erlangt. Sie hält 20,5–20,9 Proc. hygroskopisches Wasser, und hat, in
Wasser gewogen, ein specif. Gewicht von 2,60–2,64 nach meiner eigenen
Bestimmung.
Ihre Zusammensetzung ist nach Analysen
von Couper.
L. Svanberg
Kieselerde
46,31
46,414
Thonerde
39,91
38,496
Magnesia
0,44
0,155
Kalk
0,43
0,272
Eisenoxydul
0,27
Oxyd
1,403
AlkaliWasser
12,67
13,094
d) Flint, Feuerstein.
Dieser kommt in allen Kreidelagern vor, und zwar in verschiedener Form und
allerlei Größen. Für die Steingutfabriken werden diejenigen Ausscheidungen
vorzugsweise benutzt, deren Umfang nicht über Handgröße geht, und deren Formen
sehr verzerrt, meist von der Kugelform ab und ins Wurzelartige gehen.
Zerschlagene Stücke müssen auf der Bruchfläche schwarz oder sehr dunkel, an der
Kante durchscheinend seyn. Von dieser Form weiß man, daß sie weniger
Schwefelkiese, Kalkausscheidungen und Bergkrystalle enthält als andere, welche
mehr oder minder von nachtheiligem Einfluß bei der Steingutfabrication seyn
können.
Ich habe überhaupt gefunden, daß folgende Sorten im Potteriefache schwerer
anwendbar sind: graue Stücke in großen und kleinen,
beinahe ganz bunten Knollen von 30–40 Pfund
Schwere; grau, oder gelbgrau im Bruche, und fleckig an der Fläche; Stücke mit
großen Zeichnungen von eingeschlossener Kalkpetrification und ganze Kalknieren
enthaltend, mit Salzsäure auslösbar; die mit Höhlungen und Adern von
Schwefelkiesen und dergl. oder mit großen und kleinen Krystallen von
Bergkrystall besetzten. Seltener findet man dieselben Gegenstände in dieser
Menge in verzerrt geformtem Flint. – Vor der Anwendung wird der Flint
gebrannt, je stärker, desto besser, in heftiger Weißglühhitze; er wird dann
durch Arbeiterhände sortirt, welche die Stücke zerschlagen und rothe oder
schwarze schmutzige Stücke von verbrannten Schwefelkiesen ausscheiden, worauf er
weiter unter Quetschmühlen zerdrückt und in ein gröbliches Pulver verwandelt
wird, das dann auf Massenmühlen in einen unfühlbaren Schlamm mit Wasser zu
vermählen ist. Der gemahlene Flint findet, je nachdem eine Porzellanfabrik
selbst das Mahlen besorgt, oder die Mühle mit einer Massenfabrik verbunden ist
oder nicht, entweder als Flintbrei von der Mühle aus direct Anwendung; oder er
wird durch Absitzen und nachfolgendes Trocknen vom Wasser befreit und so von
Mahlanstalten an solche Fabriken verkauft, welche ihre Massen selbst
verfertigen.
Nach dem Brennen stellen reine Feuersteinstücke eine schneeweiße Masse von
muschligem Bruche dar, welche sehr spröde, leicht und zerbrechlich geworden ist,
und das um so mehr, je mehr sie erhitzt und je schneller sie erkaltet worden
ist. Der rohe Flintenstein ist ein Kieselerde-Hydrat, das offenbar durch
Verlust von Wasser seine Durchsichtigkeit verliert. Das Brennen der Flinte muß
mit langsamer Erhitzung begonnen werden, wegen sonst heftigem Zerreißen und
Knallen der Feuersteinstücke durch entweichenden Wasserdampf, welches doch bei
sehr langsamem Erhitzen noch eintritt. Geschieht dasselbe in Oefen, welcher
Construction sie auch seyn mögen, so muß zwischen Flint und Gemäuer ein
bedeutender freier Raum gelassen werden, weil jener sich sehr ausdehnt und zu
einer lockeren Masse aufschwillt, welche, die Wände des Ofens berührend, in
diesem Falle ihn auseinander treiben würde. Das Brennen läßt sich daher nicht in
Schachtöfen, sondern nur in solchen ausführen, worin Haufen mit freier Hand,
ohne Berührung der Wände, aufgeführt werden können.
Der gemahlene Flint hat, in Wasser gewogen, nach meiner Bestimmung ein specif.
Gewicht von 2,40–2,48, aber wegen seiner sehr feinen Vermahlung läßt er
sich doch so im Wasser zertheilen, daß sich davon eine durch Siebe abschlämmbare
Milch herstellen läßt, wie von den Thonen, deren spec. Gewicht nicht viel
geringer ist.
2) Specielles der englischen
Steingutfabrication.
A. Massenbereitung.
In England bestehen sowohl einzelne Massenfabriken, welche dem
Steingutfabrikanten die Masse, so wie er sie gebraucht, in die Hände liefern;
als auch sind Massenfabriken mit Steingutfabriken so verbunden, daß sie das
Rohmaterial bis zur fertigen Masse selbst verarbeiten; oder auch, sie kaufen den
gemahlenen Cornwallisstein und die Flinte, geschlämmten Thon, Blue Clay und Chinaclay,
und entbehren somit die Mühlen, nur solche Einrichtungen benutzend, welche zum
Mischen und Einkochen aufgeschlämmter flüssiger Massen nöthig sind.
1) Massenbereitung in Massenfabriken, oder
Steingutfabriken welche ihre Massen selbst aus den Rohmaterialien
herstellen.
Hierzu gehören die Anstalten zum Zerquetschen gebrannter Flinte und des
Cornwallissteins; zum Mahlen derselben mit Wasser, wozu man sich theils der
alten sogenannten Massenmühlen mit kleinen Steinen, theils der sogenannten
Schleppmühlen bedient, welche natürlich in geigneter Anzahl vorhanden seyn müssen,
um die Rohmaterialien in der gehörigen Menge zu mahlen. In England werden
diese Mühlen ohne alle Ausnahmen mit Dampfmaschinen bewegt. Ferner der Ofen
oder die Einrichtung zum Brennen der Flinte, die Schlämmeinrichtung zum
Schlämmen der gemischten Materialien und die Oefen zum Einkochen oder
Trocknen der Masse.
In den meisten Fällen geschieht das Brennen der Flinte nicht in geschlossenen
Oefen, sondern auf die Art, daß man auf einen ebenen Plan eine Schicht
Steinkohlen, aus größern Stücken bestehend, auslegt, und auf diese
abwechselnd dünne Schichten von Flintstein; darauf wieder Steinkohlen und
Flinte, bis man zur Bildung eines Kegels oder einer Pyramide, oder eines
längern zugespitzten Haufens gekommen ist, der aus abwechselnden Schichten
von Steinkohlen und Flintsteinen besteht. Die Haufen werden auf einer Seite
gegen den Wind angezündet, und man läßt sie ausbrennen. Hat man schlechtere
Steinkohle, so schichtet man die Materialien in einem dem Töpferofen
ähnlichen länglichen Ofen oder Canal auf, der mit einem gut ziehenden
Schornsteine versehen ist, wo das Brennen der Steinkohlen, bei gesichertem
Zuge von der dem Schornsteine entgegengesetzten Seite angefangen, ohne
weiteres vor sich geht. In einer Porzellanfabrik in Schweden, wo die Masse
aus englischem Material ganz nach englischer Art hergestellt wurde, benutzte
ich dazu einen aus feuerfesten Steinen gebauten Töpferofen, in dem die
Flintstücke, 1/4 Fuß von den Wänden abstehend, sorgfältig aufgemauert
wurden. Man feuerte 36–40 Stunden, zog Proben durch eine Oeffnung an
der einen langen Seitenwand, und wann hier die Probe nach dem Erkalten
leicht zerbröckelte und schön weiß war, wurde nicht weiter fortgefeuert,
sondern erkalten gelassen. Kleine Flintstücke müssen in einem solchen Ofen
auf die obern größern Stücke gelegt werden, damit die Flamme sie gehörig
durchstreichen kann; auch ist es gut, durch größere Stücke in dem Ofen eine
Art von Canälen zu bilden, damit die Flamme auch durch die Mitte strömt.
Gegen die Feuerräume mauert man ebenso von größern Stücken eine Art Wand
aus, welche nicht diejenige Wand von feuerfesten Steinen berührt, welche den
Feuerraum vom eigentlichen Ofen trennt.
Das Feuern mit Holz und Brennen auf diese Art, selbst wenn es nicht mehr
kostet als mit Steinkohlen, scheint doch gewisse Nachtheile im Gefolge zu
haben, welche davon herrühren, daß die kalihaltige Flamme der Holzarten die
Flintstücke, besonders an den Stellen, wo sie gesprungen, oder an
Bruchflächen, mit einer dünnen Glasur überzieht, namentlich wenn sie ihren
Kreideüberzug verloren haben; an diesen Stellen sind sie dann ein sehr
saures Glas, ohne die geringste Begierde sich zu benetzen, welches in größerm Maaßstabe
bei Anwendung von vielem abgesprungenen Flintklein bei der
Steingutfabrication arge Uebelstände mit sich bringt, von denen nachher
specielle Erwähnung geschehen soll. Bei Anwendung von Steinkohlen kommt
dieser Uebelstand nicht vor; doch wird beim Brennen in Schichten viel
Flintklein verloren, und das nachfolgende Reinigen von Kohks und Schlacke
erfordert mehr Arbeit. Man scheint aber beim Feuern mit Holz dem Uebelstande
sicher auszuweichen, wenn man abgesprungene kleine Flintstücke nicht,
anwendet, oder sie mit Kreide überzieht, welche die directe Berührung der
alkalischen Flamme mit der Kieselsäure verhindert) den einen oder andern
Umstand muß man also ohne weiteres ertragen, nämlich bei Steinkohlen mehr
und unreinlichere Arbeit, oder bei Anwendung von Holz, wo dieß
vortheilhafter ist, Verlust an Flintstücken, welche beim Transport und
Umlasten abzuspringen pflegen.
Das Mahlen der Flinte und des Cornwallissteins auf den Massenmühlen geschieht
im Allgemeinen in den englischen Fabriken bis zu solcher Feinheit, daß der
auf den Mühlen befindliche Brei zwischen den Fingern keine groben Körner
mehr fühlen läßt, worauf er im Schlammhause, dem Local, wo die Materialien
gemengt und geschlämmt werden, in besondere Reservoire gesammelt wird. In
diesem Locale befinden sich gewöhnlich eigene Vorrichtungen, worin die
anzuwendenden Thonarten, Blue Clay und Chinaclay mit Wasser zu einer dicken
Milch aufgerührt werden. Die dazu gehörige Vorrichtung besteht gewöhnlich
aus mehrerern großen auf ebener Erde stehenden Kufen, worin eine vertical
stehende Achse sich bewegt, von welcher vier Arme kreuzweis abstehen, an
welche Rechen von Eisen befestigt sind, welche in dem eingeworfenen Thone
und dem Wasser sich im Kreise herumbewegen, und ihn so nach und nach in eine
dicke Milch verwandeln, welche durch mehr zugelassenes Wasser auf die
gehörige Verdünnung gebracht wird.
In dieser Form in der sich nun diese vier Materialien befinden, und die
Flinte und der gemahlene Cornwallisstein in den Reservoiren durch Aufrühren
gebracht werden können, werden dieselben auch gemengt; also nicht nach
Gewicht trockener Bestandtheile, sondern nach dem Maaße solcher Mischungen,
wodurch zwar das Trocknen der rohen Materialien erspart, aber freilich keine
so ein für allemal bestimmt genau zusammengesetzte Masse erhalten wird. Um
die Proportionen der Bestandtheile des Gemenges doch annäherungsweise
einzuhalten, hält man sich an das specifische Gewicht der so bereiteten
Mischungen, welches immer gleich gehalten, oder durch längeres Aufschlämmen
fester Materialien im Wasser vergrößert, und durch Verdünnen mit Wasser
vermindert wird. Die Arbeiter, welche die Mischungen bewerkstelligen, haben
die Vorschrift, daß eine Pinte des fraglichen Materials gewisse Unzen wägen soll, womit
das specif. Gewicht gegeben ist. Hat die betreffende Mischung das geforderte
Gewicht erhalten, so wird je nach der Localität dieselbe aus der
Mischungs-Vorrichtung entweder durch Abzapfen oder Auspumpen
entleert. Letztere Vorrichtung wird jedoch vermieden, wenn die Localität es
gestattet, da die Pumpen außerordentlich leicht in Unordnung gerathen und
Reparatur sammt Aufenthalt veranlassen.
Die zu mischenden Materialien von bestimmtem specif. Gewicht werden dem Volum
nach gemischt. Hierzu bedient man sich hölzerner, oder wegen dem schnellen
Faulen, besser gemauerter, je nach der Localität frei stehender oder in der
Erde befindlicher Bassins, gewöhnlich 4kantiger;
befestigte Zeichen geben an, wie hoch mit Blue Clay, Chinaclay,
Cornwallisstein und Flint, die nach einander zugelassen werden, gefüllt
werden soll, um die einmal angenommene Masse zu erhalten; oder die Zollzahl
der Höhe, welche von jeder Flüssigkeit in das regulär geformte Bassin
gebracht wird, gibt das Verhältniß der Volumina an, in welchen gemengt
wird.
Aus diesem Bassin, worin entweder eine Rührmaschine angebracht ist oder die
Mischung mit der Hand durch Umrühren vervollkommnet wird, pumpt eine mit der
Schlämmmaschine zusammenhängende Pumpe die milchartige Mischung in Kasten,
woraus sie auf eine durch Maschinerie bewegte Siebvorrichtung fließt, welche
Seiden-Siebe gewählter Feinheit enthält. Nach diesem Sieben, wobei
die mechanischen Uneinigkeiten der Thone hauptsächlich zurückbleiben, ist
nur die Arbeit übrig, die Mischung von dem überflüssigen Wasser zu befreien,
und sie in eine steife formbare Masse zu verwandeln, welches meistens durch
Entfernung des Wassers, durch Absetzen und nachheriges Einkochen erfolgt.
Das directe Einkochen ohne Absetzen ist gleichwohl besser, weil bei
vorhergegangenem Absetzen kaum vermieden werden kann, daß sich nicht
specifisch schwerere Theile früher als andere zu Boden begeben, die dann
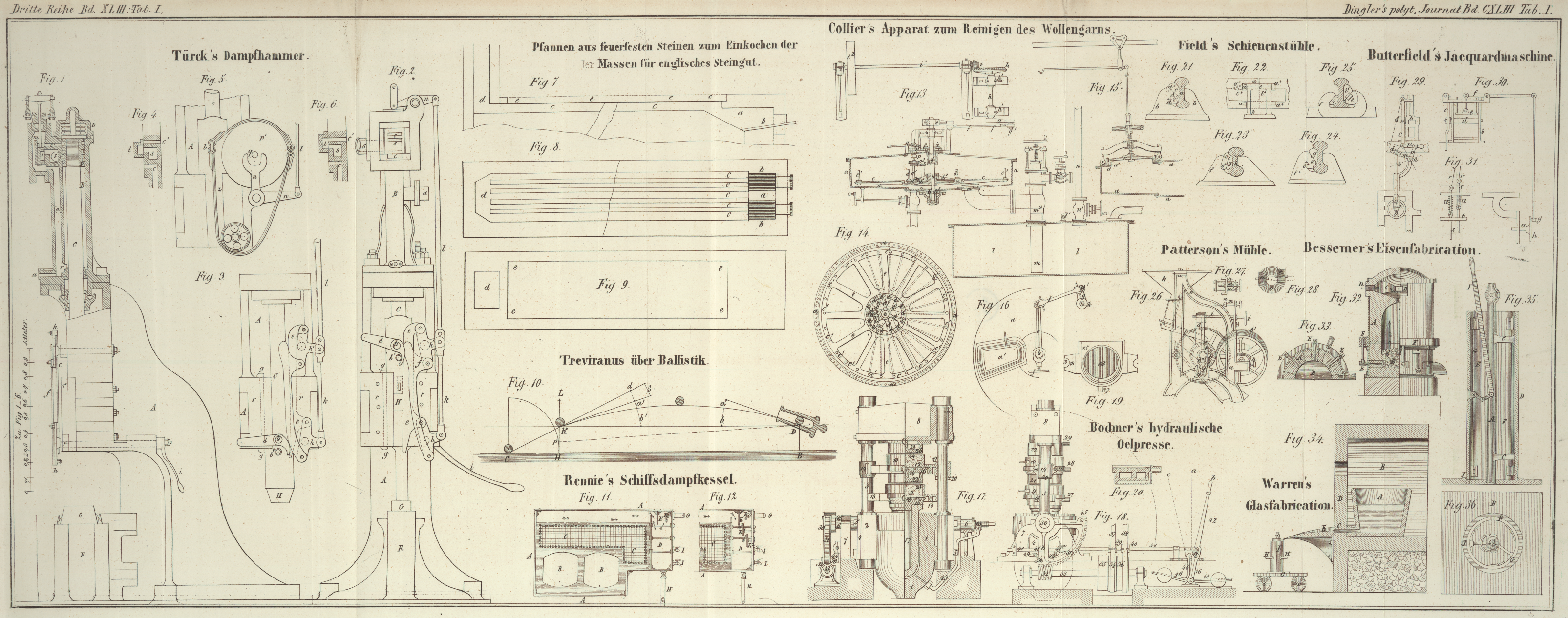
schwer wieder gleichförmig zu vertheilen sind. Zum Einkochen der Massen
dienen lange Pfannen aus feuerfesten Steinen gebaut, an der einen der langen
Seiten mit Steinkohlen geheizt. Fig. 7 zeigt eine
solche Pfanne im Aufriß, Fig. 8 im
Grundriß, nach der Linie aa in Fig. 7
den Feuerraum vorstellend; Fig. 9 obere
Ansicht der Pfanne.
a Feuerraum,
b Rost,
c Canäle für den Zug,
d Schornstein,
e, e besonders gefertigte Steine, Boden der
Pfanne und Seitenwände der Pfanne, soweit sie dienen, flüssige Masse
aufzunehmen. e, e oder den Boden der Pfanne
betreffend, so ist nur anzumerken, daß die Steine dazu besonders von solchen
Dimensionen angefertigt sind, daß sie die Construction der Canäle c zulassen, indem sie darüber auf die
Seitenwände derselben Canäle reichen; auch wird der Boden zunächst den
Feuerungen aus dickern Steinen hergestellt, und gegen den Schornstein zu aus
dünnern, um der Länge nach die Differenz in der Wärme-Ausstrahlung
auszugleichen, und das Trocknen oder Aufkochen möglichst gleichförmig
hervorzubringen.
Die Mischung der durch Siebe geschlämmten oben genannten Substanzen wird
darein abgelassen, das Feuer unterhalten, auch wenn die Masse in heftiges
Kochen gekommen ist, und oft anhaltend umgerührt; erst wenn sie anfängt so
steif zu werden, daß sie blasig wird, und die Dämpfe schwer durchbrechen,
läßt man mit dem Heizen nach; denn nun braucht man gewöhnlich nur öfters
umzuschaufeln und auf einige wenige Stellen in der Pfanne zusammen zuziehen,
dann die Stellen einigemal zu verändern, um sie gehörig steif zu erhalten,
worauf die Pfanne entleert, und gleich wieder von neuem mit frischer
Mischung gefüllt u.s.w. fortgefahren wird. Es soll darauf gesehen werden,
daß so wenig als möglich Massentheile an einzelnen Orten vollkommen trocken
werden, und wo dieß der Fall ist, sucht man sie z.B. von den Seitenwänden
loszumachen, ohne sie mit der fertigen Masse zu vermischen, um sie beim
Schlämmen der Masse vorher aufgeweicht wieder zuzusetzen. Vollständig läßt
sich die Abhaltung ganz getrockneter Theile von der nur bis zur gehörigen
Consistenz getrockneten Masse nicht ausführen; kleine Theile mischen sich
doch bei. Durch nachfolgende Arbeit will man nicht nur diese Theile so viel
als möglich verkleinern, sondern auch suchen, die Masse gleichförmiger und
frei von Luftblasen zu erhalten. Man nimmt sie nämlich von der Pfanne mit
eisernen Schaufeln auf hölzerne Karren, bringt sie auf einen steinbelegten
Platz, sticht sie erst mit Schaufeln einige Mal um und schlägt sie jedesmal
stark auf einander, um sie so compact zu machen als möglich; alsdann bringt
man sie in kellerartige Räume (die Massenkeller),
wo sie wieder fest und zwar mit hölzernen Hämmern aufgeschlagen wird, und so
liegen bleibt, bis sie versendet oder verbraucht wird.
Bei dieser Art Massenbereitung, welche ich selbst mit einigen Modificationen
nach Beschaffenheit des Klima's leitete, müssen folgende Umstände bei der
Anlage berücksichtigt werden, wenn man nicht nach einiger Zeit weitläufigen
Anordnungen und Reparaturen sich unterziehen will.
1) Man mache alle Reservoire von Stein, oder wenigstens von Eichenholz, da
hölzerne Gefäße mit den fraglichen Materialien in Berührung unglaublich
schnell faulen.
2) Die Schlammpfannen oder Massenpfannen maure man nur in hölzernen Gebäuden
ein. Ziegelsteingebäude, wofern man nicht verglaste Ziegeln hat, werden des
Winters durch verdichtetes und in den Steinen gefrornes Wasser in einigen
Jahren total zerstört.
3) Kann man gewölbte warme Keller haben, so ist dieß besser als andere
kellerartige Räume, weil auch darin schnell alles Holzwerk zu Grunde
geht.
4) Je länger die Masse vor der Verarbeitung liegen bleibt, desto besser wird
sie; diese allgemein bei allen Arten von Steingut und Porzellanmassen
anerkannte Sache scheint ihren Grund in Folgendem zu haben:
a) in der Masse befindliche trocken gekochte
Partikel nehmen Wasser auf und befeuchten sich. Daß dieß eine der
Hauptursachen der Verbesserung ist, ersieht man daraus, daß sie gleichwohl
des Winters nicht fortschreitet, wenn sie in Localen aufbewahrt ist, wo es
gefriert, weil da weder durch Verdünstung noch durch Aufsaugung des Wassers
jene Ausgleichung erfolgen kann;
b) in der Masse befindlicher Cornwallisstein,
Schwefelkies und dergleichen verwittern, eben sowohl unvollständig
verwitterter Kaolin, wodurch die sandartige
Eigenschaft dieser Materialien theilweise vermindert wird.
Hauptsächlich ist es wohl der erste Grund, warum eine kurze Masse durch
bedeutendes Liegen butterartig fein und plastisch werden kann.
Daß solche gelegene und nun gleichförmiger gewordene Masse leichter zu
verarbeiten ist, und wegen ihrer Gleichförmigkeit compactere Geschirre
liefert, die weniger der Gefahr des Zerreißens unterliegen, läßt sich leicht
daraus abnehmen, ist aber eine alte Erfahrungssache. Nach einigen Monaten
langem Liegen soll eine gute Masse beim Zerschneiden mit Draht eine
gleichförmige reine Oberfläche zeigen; zeigen sich noch weiße Punkte oder
Knollen, so kann die Masse von sehr schlechter Beschaffenheit seyn, welche
sich nicht einmal durch längeres Liegen ganz in eine vollkommen gute Masse
verwandeln läßt.
Solche Masse kann nach meiner Erfahrung entstehen, wenn, wie oben genannt,
Flintklein bei Holzfeuerung angewendet worden ist. Die Theile von solchem
Flint haben eine eigene Adhäsion gegen sich; sie sammeln sich in
kugelartigen Massen, welche in dem Flintbrei schweben, ohne daß sie
beobachtet werden können. Beim Schlämmen der Flinte durch die feinsten Seidensiebe
werden diese Kugeln nicht zertheilt, sie gehen als ein unbemerkbarer langer
Faden durch die Maschen, sogleich nachher wieder Kugelgestalt annehmend; und
diese Form behalten sie dann auch in der Mischung und in der Massenpfanne
bei, bis sie durch das Umschaufeln, Zerschneiden etc. der ausgenommenen
Masse einigermaßen mechanisch zerstört wird.
Sie hat bei der Steingutfabrication die traurigsten Ereignisse im Gefolge.
Die Gefäße davon gefertigt, zeigen nach dem sogenannten Rohgutsbrennen keine
Fehler, aber nach dem Glattbrennen fällt die Glasur an einigen Stellen ab,
an andern springen Stücke aus der Masse aus. Ganze Piecen springen in der
Mitte quer durch, und aufgedrehte Piecen zerspringen in Spiralen, so daß sie
sich wie eine Korkschraube ausziehen lassen. Betrachtet man die
Bruchflächen, so findet man darin glasirte Höhlungen kaum bemerkbar. Es ist
offenbar nicht die Ausdehnung in den Höhlungen eingeschlossener Luft Ursache
dieser Erscheinung, sondern die gebildete glasige Masse, welche bei dem
Abkühlen sich weniger zusammenzieht als die Steingutmasse, wodurch letztere
zerrissen wird, so daß die Piecen ganz zerreißen oder Stücke davon
ausspringen. Hängen die Massenfabriken mit Steingutfabriken zusammen, so
werden alle Abfälle vom Formen, Drehen und Abdrehen des rohen Steinguts aus
der Masse gesammelt, für sich in Wasser aufgerührt, durch Siebe geschlämmt,
neuer Masse beim Kochen mit beigegeben.
2) Massenbereitung in kleinen Fabriken.
Manche Fabriken von geringerer Ausdehnung, welche nicht fertige Massen kaufen
und keine Massenmühlen besitzen, kaufen gemahlene getrocknete Flinte und
Cornwallisstein, sammt geschlämmten Sorten von Blue-Clay, und China-Clay
kommt nur geschlämmt von den Gewinnungsorten. In diesem Falle weichen sie
diese Materialien in Wasser zu einem dicken Breie nach Gewichtsproportionen
auf, mischen sie dann in diesem Zustande und lassen sie durch etwas gröbere
Siebe passiren, einzig um die Mischung zu vervollkommnen. Weil dieses
Gemenge bei weitem nicht soviel Wasser enthält, bedürfen sie keiner so
großen Massepfannen, auf welchen sie übrigens auf gleiche Weise eingekocht
und weiter verarbeitet wird. Auch läßt man sie an andern Orten in
Gypsreservoiren selbst austrocknen, weil dieß bei der dicken Consistenz ohne
Gefahr des Absetzens der Bestandtheile nach dem spec. Gewicht geschehen
kann. In diesem Falle ist sie vorzüglich gut, und sogleich tauglich zum
Verarbeiten, wenn sie die gehörige Consistenz hat, weil keine trockene
Masse, wie beim Einkochen, entstehen kann, welche nachher des Ansaugens von
Wasser nöthig hätte, um gleichförmig zu werden.
(Die Fortsetzung folgt im nächsten Heft.)
Tafeln