| Titel: | Beschreibung des Patentes, welches Heinrich Bessemer, Quenstreet-place in London, auf Verbesserungen in der Fabrication von Eisen und Stahl, am 15. März 1856 ertheilt wurde. |
| Fundstelle: | Band 143, Jahrgang 1857, Nr. XXII., S. 97 |
| Download: | XML |
XXII.
Beschreibung des Patentes, welches Heinrich Bessemer,
Quenstreet-place in London, auf Verbesserungen in der Fabrication von Eisen und
Stahl, am 15. März 1856 ertheilt wurde.Dieses Patent weicht von dem früher mitgetheilten, vier Wochen ältern, in den
Details ab; es sind darin mehrere Modificationen des Apparats und der
Verfahrungsweisebeschrieben. Jedenfalls wird Bessemer's Princip für die Eisenfabrication von wichtigen Folgen seyn,
obgleich manche seiner Behauptungen sich bereits als unwahr erwiesen haben, und
er auch gar nicht Alles, was er in diesem neuesten Patent sagt, versucht zu
haben scheint, sondern hin und wieder offenbar Vermuthungen als Thatsachen
hinstellt. Man muß auch hier das: „Prüfet Alles und behaltet das
Beste“ berücksichtigen. A. d. Red.
Aus dem Repertory of Patent-Inventions, Decbr.
1856, S. 449.
Mit Abbildungen auf Tab.
II.
Bessemer's Verbesserungen in der Fabrication von Eisen und
Stahl.
Hr. Bessemer bemerkt, daß er in der Beschreibung seines
Patentes vom 12. Februar 1856 (mitgetheilt im polytechn. Journal Bd. CXLI S. 423) gezeigt habe, wie
mittelst Luft- oder Dampfströmen der Entkohlungsproceß des Roheisens geführt
werden kann, um reines oder fast reines Stabeisen und Stahl zu produciren, und wie
durch diese Mittel das schmiedbare Metall in einem flüssigen Zustande erhalten
werden kann, um es in Formen zu gießen, die später geschmiedet und gewalzt werden
können. Zur Ausführung des Processes sind OefenOesen zum Schmelzen, Umschmelzen und Reinen oder Feinen des Eisens erforderlich,
die aber so eingerichtet sind, um mit Wind- oder Dampfströmen, entweder
allein oder vereint, arbeiten zu können. Auf diese Weise läßt sich durch einen
einzigen Proceß ein mehr oder weniger entkohltes Eisen produciren, je nach dem
Zweck, zu welchem es benutzt werden soll. Die im Folgenden besprochene Erfindung
bezieht sich auf drei Punkte:
1) Auf das eigenthümliche Verfahren, durch welches die Entkohlung oder theilweise
Entkohlung und Reinigung des Roheisens bewirkt wird. Dieß geschieht durch Ströme
oder Strahlen von atmosphärischer Luft oder von Dampf (allein oder gemischt), welche
auf die Oberfläche des flüssigen Metalles stoßen, oder dasselbe durchdringen, kurz
in genaue Berührung mit ihm kommen.
2) Auf die Beförderung der Entkohlung und Reinigung des Roheisens durch Anwendung von
Eisenoxyden und von kohlenwasserstoffhaltigen Substanzen während des Processes.
3) Auf die Art des Eingießens des auf obige Weise bearbeiteten Metalles in Formen
oder Massen, die alsdann zu Stäben und Platten ausgeschmiedet oder ausgewalzt werden
können.
Bei der Ausführung des ersten Theiles der Erfindung soll
in einigen Fällen atmosphärische Luft oder Dampf, oder ein Gemisch von beiden, unter
die Oberfläche des geschmolzenen Roheisens getrieben werden, welches sich in dem
Herde des Hohofens oder Kupolofens, die zum Schmelzen der Erze und des Roheisens
dienen, befindet, so daß Luft oder Dampf in Blasen durch das Metall aufsteigen und
sich dann mit der Gebläseluft vermischen, die zur Unterhaltung der Verbrennung des
über dem Metalle befindlichen Brennmaterials eingeführt werden.
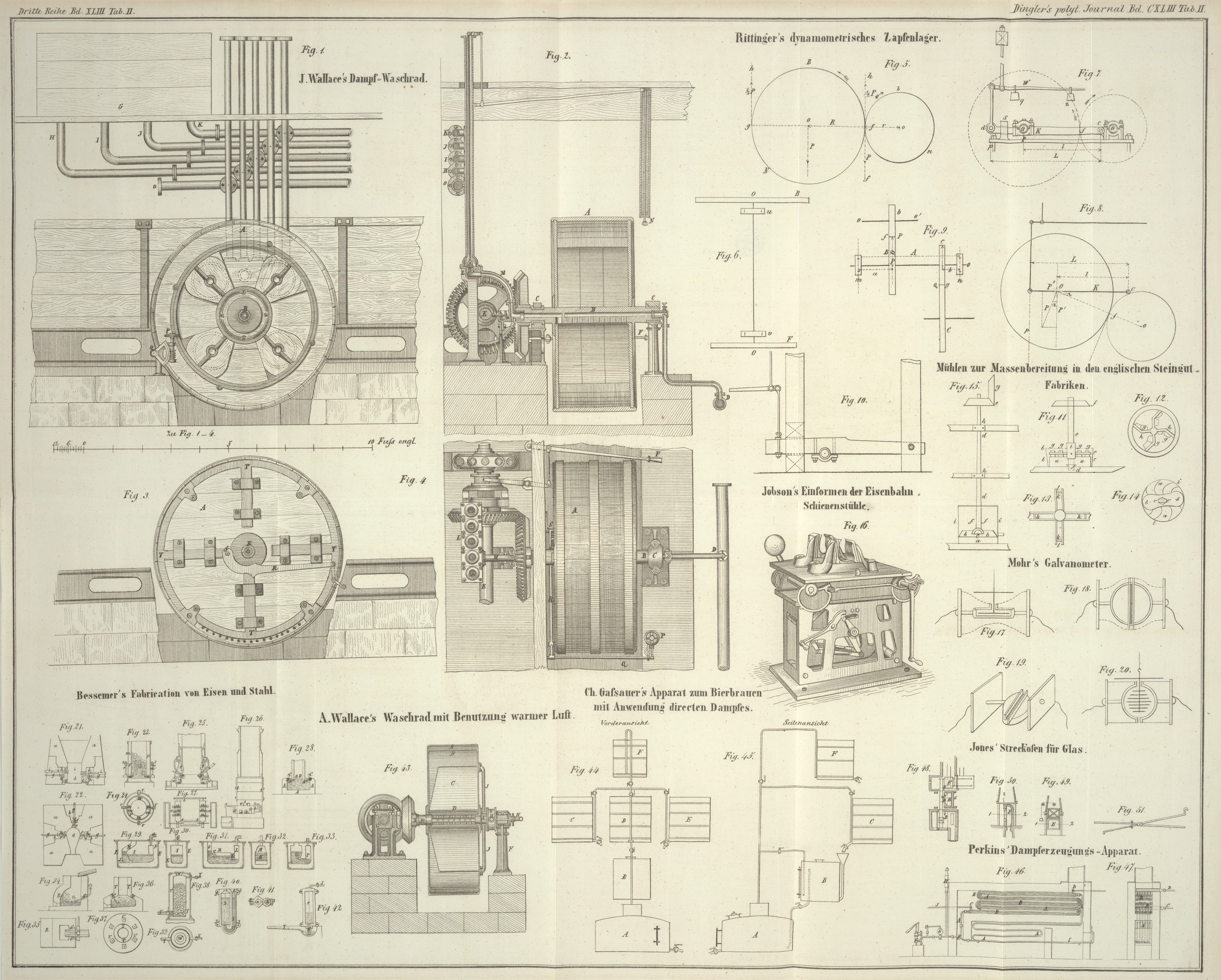
Die Art und Weise wie dieser Theil der Erfindung ausgeführt werden kann, wird durch
Fig. 21
erläutert, welche den senkrechten Durchschnitt des Herdes, Gestelles und der Rast
eines Hohofens zu diesem Zweck darstellt, wogegen Fig. 22 ein Grundriß,
oder vielmehr ein horizontaler Durchschnitt des Hohofens ist. a, a ist das Gemäuer mit den drei Blasgewölben und dem Arbeitsgewölbe b, b; die Gestellmauerung c
umgibt das Gestell und den Herd d, in welchem sich das
flüssige Roheisen sammelt. Bei e, e sind in den
Herdwänden Oeffnungen angebracht, in welche die aus feuerfestem Thon bestehenden
Formen f, f eingelegt und mit etwas Lehm befestigt
werden. g, g sind Röhren, durch welche Wind oder Dampf,
oder ein Gemisch von beiden, in den Ofen eingeblasen wird. Man kann sie entweder von
gewöhnlicher Temperatur, oder sehr stark erhitzt, in den Herd d, welcher das flüssige Roheisen enthält, einführen. Bessemer zieht atmosphärische Luft von gewöhnlicher Temperatur dem
Wasserdampf vor, weil sie eher im Stande ist eine sehr hohe Temperatur im Ofen zu
erzeugen; er wendet statt derselben aber Dampf oder ein Gemisch von beiden an, wenn
die Erze oder Kohks sehr viel Schwefel enthalten oder andere Unreinigkeiten welche
eine große Verwandtschaft zu dem sich aus dem Dampfe entwickelnden Wasserstoff
haben. Die kurzen Knieeröhren h sind mit den Röhren g so verbunden, daß sie beim Einlegen einer neuen Form
(was nach jedesmaligem Abstechen des Eisens, wenn der Herd leer ist, geschehen muß)
zur Seite gedreht werden können. Die Pressung des Windes oder der Dampf müssen stets
höher seyn, als der Druck des flüssigen Metalles über dem Querschnitt jeder
Formöffnung, damit das Metall nicht in letztere einfließen kann. Die Construction
des Hohofens ist im Allgemeinen die bekannte, indem er auch mit Formen i, i versehen ist, durch welche die gewöhnliche
Gebläsewindmenge zur Verbrennung des Brennmaterials eingeführt wird. Bessemer legt aber die Formen i höher über dem flüssigen Metall, als dieß gewöhnlich der Fall ist, damit
letzteres und die Schlacken nicht aufkochen, was geschieht, wenn sie von dem Winde
getroffen werden; die Schlacken laufen wie gewöhnlich über den Wallstein ab.
Der auf angegebene Weise construirte Hohofen wird nun mit Erzen, Zuschlag und
Brennmaterial gefüllt und angeblasen, kurz, wie gewöhnlich betrieben. Dann wird
durch die unteren Formen f, f Wind (oder Dampf) von sehr
hohem Druck in die flüssige Roheisenmasse, die sich im Herde anhäuft, eingetrieben,
und da diese Ströme aufwärts steigen, so wird jene heftig bewegt und ein Theil der
Gebläseluft (oder des Dampfes) vereinigt sich mit dem Kohlenstoff des flüssigen
Roheisens, veranlaßt dessen Verbrennung und erhöhet die Temperatur des Metalles. Ein
Theil von der auf diese Weise hervorgebrachten Hitze steigt durch die Materialien
auf, welche über dem Eisen in dem Ofen vorhanden sind, und befördert das Schmelzen
der Erze, während der das flüssige Metall durchdringende Wind (oder Dampf) dasselbe
in einem Grade reint oder feint, welcher von der Menge des eingeblasenen Windes
(oder Dampfes) im Verhältniß zur Roheisenmenge abhängt. Das Eisen kann in einem so
weit entkohlten Zustande aus dem Ofen abgelassen werden, wie er passend zu den
Zwecken ist, wofür man es benutzen will. Wenn Bessemer
auf angegebene Weise Stahl und Stabeisen bereiten will, so zieht er es vor, schon in
dem Hohofen stark gereintes Feineisen zu erzeugen, dasselbe dann in einen Apparat
abzulassen, welcher kein Brennmaterial enthält und hierauf Luft in das flüssige
Eisen zu treiben, bis dasselbe so gereint und gefeint ist, daß es, immer noch
flüssig, in Stahl oder Stabeisen verwandelt ist, wie wir dieß aus der frühern
Patentbeschreibung wissen. Man kann aber auch das aus dem Hohofen abgestochene
Feineisen auf gewöhnliche Weise zu Stahl oder Frischeisen verpuddeln.
Kupolöfen, wie man sie zum Umschmelzen des Roheisens zu Gießerei- und andern
Zwecken anwendet, können auch zum Feinen und Umwandeln des Roheisens benutzt werden,
indem man Wind oder Dampf oder ein Gemisch von beiden in den Herd eintreibt und zwar
unter das Metall welches sich in demselben ansammelt. Die Art und Weise wie dieser
Theil der Erfindung ins Werk gesetzt wird, ist durch Fig. 23, den senkrechten,
und durch Fig.
24, den horizontalen Durchschnitt eines solchen Kupolofens erläutert. m ist der äußere eiserne Mantel des Ofens, p das Futter von feuerfesten Ziegelsteinen. In der Nähe
des Bodens von dem Ofen sind mehrere kleine Formen n,
die aus durchbohrten feuerfesten Ziegelsteinen bestehen, angebracht und äußerlich
mit den senkrechten Zweigröhren r, die von der
Hauptröhre s ausgehen, verbunden; durch dieselben wird
Wind oder Dampf in die Formen geführt, die alsdann durch das geschmolzene Metall
aufwärts steigen und dasselbe auf die oben bei dem Hohofen angegebene Weise
reinigen. Das Reineisen wird aus dem Kupolofen abgelassen und nach Bedürfniß
benutzt. Auf diese Weise kann das Gießerei-Roheisen verbessert und verändert
werden, so daß es zu besondern Zwecken brauchbarer ist; nöthigenfalls kann das
Reineisen auch in Stahl und Stabeisen verwandelt werden, indem man das Einblasen von
Wind, nachdem das zum Schmelzen des Roheisens erforderliche Brennmaterial verzehrt
worden, noch fortsetzt, so daß er das flüssige Eisen durchdringt; in letzterem Falle
wird also das Roheisen in einem und demselben Ofen umgeschmolzen und verwandelt.
Auf dieselbe Weise treibt Bessemer auch Wind (oder Dampf)
unter das flüssige Eisen im Fein- oder Reineisenherde, welche zum Feinen oder
Reinen des Roheisens angewendet werden; der Wind gelangt durch Formen von
feuerfestem Thon, oder aus durchbohrten Ziegelsteinen, in den Ofen. Die
Feineisenherde können vortheilhaft zu diesen Zwecken benutzt werden, wenn sie eine
solche Lage haben, daß das aus den Hohöfen abgestochene Roheisen sogleich
hineinlaufen und so lange darin bleiben kann, bis es in Stahl oder Stabeisen
verwandelt worden, worauf man es in zur weitern Verarbeitung passende Formen
absticht.
Man hat solche Herde in Großbritannien schon seit langer Zeit zum Reinigen des
Roheisens von einigen fremdartigen Stoffen benutzt, zu welchem Ende die
Roheisengänze auf Kohks oder Steinkohlen gelegt werden oder das flüssige Roheisen
auf dieselben strömt; in beiden Fällen wird, um das Roheisen in flüssigem Zustande
zu erhalten, Brennmaterial angewendet, und der Proceß dient nur zur Vorbereitung des
Roheisens zum Puddeln. Das in dicken Platten abgestochene Reineisen ist sehr hart
und spröde, und wird erst durch die Behandlung im Puddelofen weich und geschmeidig.
Neuerlich hat man das Feinen im Feineisenfeuer hin und wieder aufgegeben und führt
beide Processe, Feinen und Puddeln, im Puddelofen aus.
Bisher wurden also die Feineisenherde stets mit Brennmaterial angewendet, um die
Temperatur des Herdes und des Eisens in demselben zu unterhalten, denn die
Eisenhüttenleute kannten die Thatsache noch nicht, daß mittelst Durchströmens stark
gepreßten Windes, ohne Brennmaterial, in dem Roheisen eine so hohe Temperatur
hervorgebracht werden kann, daß dasselbe vollständig gefeint und in Stahl oder
Stabeisen verwandelt wird, welches nur in Formen gegossen zu werden braucht, um es
mit Hämmern und Walzen weiter verarbeiten zu können. Zur Erläuterung dieses Theils
seiner Erfindung beschreibt Bessemer zwei Arten von
solchen Herden.
Die erste Art ist in Fig. 25 bis 27 dargestellt; Fig. 25 und
26 sind
zwei rechtwinklich aufeinander stehende senkrechte Durchschnitte und Fig. 27 ist ein Grundriß
von diesem Herde. f, f sind Theile der Seitenwände eines
gewöhnlichen Feineisenherdes, an welchem Formen von feuerfestem Thon angebracht
wurden, um in das in dem Herde vorhandene flüssige Roheisen Ströme von Wind (oder
Dampf, oder ein Gemisch von beiden, entweder erhitzt, oder von gewöhnlicher
Temperatur) gelangen zu lassen. Diese Formen sind in den Figuren mit u, u bezeichnet und so in den Seitenwänden angebracht,
daß sie leicht ausgewechselt werden können; sie werden durch Lehm in ihrer Stellung
erhalten und ihre äußeren Ende sind mit den Windröhren o
verbunden. Die gewöhnlichen Formen sind mit w bezeichnet
und werden angewendet, wenn Roheisen mittelst Brennmaterial eingeschmolzen werden
soll. Mag nun letzteres geschehen, oder der Herd mit flüssigem Roheisen aus dem
Hohofen gefüllt werden, so läßt Bessemer reiche Schlacken
von dem vorherigen Betriebe in dem Herde zurück, nachdem das Eisen daraus
abgestochen worden ist; diese Schlacken schwimmen auf dem niedergeschmolzenen oder
eingelassenen Roheisen, und verhindern das Ausströmen der Hitze von der Oberfläche
desselben; überdieß befördert das Metalloxyd die Entkohlung des Roheisens. Bei
Anwendung einer solchen Schlackendecke auf dem flüssigen Metall läßt man die
Brennmaterialdecke weg.
Bei dieser und bei allen andern Anordnungen der Apparate muß der Druck der durch enge
Formen unter die flüssige Eisenmasse getriebenen Wind- oder Dampfströme
denjenigen der flüssigen Metallsäule übersteigen, um das Eindringen des Eisens in
die Formen zu verhindern. Auch ist es nothwendig, Wind (oder Dampf) durch die untern
Formen einzublasen, ehe man das flüssige Eisen in den Herd laufen läßt, und dieses
Einblasen muß hernach so lange fortdauern, bis das Roheisen in weichen Stahl oder in
reines Stabeisen verwandelt worden ist. Sobald das Metall die nöthige
Geschmeidigkeit erlangt hat, wird es durch die Abstichöffnung x in Formen abgelassen und die erlangten Eingüsse oder Massen werden dann
mittelst Hämmern und Walzen zu Stäben und Platten von Stahl und Stabeisen
verarbeitet. Damit das Metall in dem Feineisenherde eine geringere ausstrahlende
Oberfläche darbietet, bedeckt B. in einigen Fällen einen Theil des Herdes, an einer
oder an mehreren Seiten, wobei er den beiden entgegengesetzten den Vorzug gibt, wie
die zweite Abänderung der Construction in Fig. 28 zeigt, welche den
untern Theil eines solchen Herdes erläutert.
A, A sind die Seitenwände und der Boden des Herdes, die
zweckmäßiger aus feuerfesten Ziegelsteinen als aus gußeisernen, mit sich erneuerndem
Wasser angefüllten Kästen bestehen, weil durch letztere eine unnütze Abkühlung
bewirkt wird. Bei A* ist ein Theil des Herdes zu beiden
Seiten bedeckt und diese Deckel sind mit Vertiefungen B
versehen, durch welche Gebläseröhren C gehen. Am hintern
Theil des Herdes sind über der Oberfläche des flüssigen Metalles Formen D angebracht, welche wie gewöhnlich ein Stechen haben,
und die Verbrennung der Holzkohle oder andern Brennmaterials, wenn man solches zur
Beförderung der Reduction des Oxydes anwendet, unterhalten. Auch können die Formen
D benutzt werden, um das Reinen des Roheisens zu
befördern, indem sie Wind- und Dampfströme auf die flüssige Metalloberfläche
werfen, und um dabei die gehörige Wirkung zu erzielen, müssen Wind und Dampf eine bedeutende Pressung
haben, so daß sie die Schlackendecke durchdringen können.
Bei der eben beschriebenen Einrichtung des Feineisenherdes braucht der Wind-
oder Dampfstrom erst dann durch die Röhren eingelassen zu werden, wenn das Eisen in
dem Herde befindlich ist, weil sie sich über der Oberfläche des flüssigen Metalles
befinden und dieses also nicht in sie dringen kann. Die Chargen eines solchen Herdes
müssen etwas höher stehen als die untere Seite des Deckels A*, so daß, wenn man einen Wind- oder Dampfstrom durch die Formen
B eintreibt, die Metallmasse in dem Herde
niedergedrückt wird und folglich zwischen deren Oberfläche und den Deckel eine
Wind- und Dampfschicht gelangen kann, die auf eine große Fläche des Metalles
einwirkt und eine bedeutende Bewegung desselben veranlaßt, wodurch alle Theile der
entkohlenden Einwirkung des Windes ausgesetzt werden. Nachdem das auf diese Weise
behandelte Roheisen die Beschaffenheit des Stahls oder Stabeisens erreicht hat,
werden der Wind oder Dampf abgestellt, und man läßt das flüssige Metall kurze Zeit
ruhig stehen, bis es die zum Abstechen in Formen geeignete Temperatur erlangt hat,
worauf eine neue Charge gemacht wird.
Zum Entkohlen und Reinen des Eisens ohne Anwendung von Brennmaterial benutzt Bessemer
auch einen Raum von feuerfesten Steinen oder von Eisen mit einem Lehmüberzuge.
Derselbe muß verschlossen seyn und darf nur an dem einen Ende einen Canal haben,
durch welchen Wind und Dampf mit den gebildeten Verbrennungsgasen entweichen können;
am entgegengesetzten Ende ist dagegen ein Canal angebracht, um Wind oder Dampf über
das flüssige Metall einzuleiten. Das Metall gelangt flüssig in den vorher erhitzten
Raum und füllt ihn bis zum Deckel aus, so daß es noch einige Zoll in die Canäle
eintritt. Wind oder Dampf werden dann in den Raum über dem Metall eingetrieben,
welches dadurch verdrängt wird, so daß jene ihren Weg längs des Deckels finden und
durch das Metall und nach dem Auslaß entweichen, wohin sich auch die bei dem Proceß
gebildete Schlacke begibt. Der Deckel kann glatt oder mit Riefen versehen seyn, er
kann auch hervortretende Rippen haben, um den zu leichten Durchgang des Windes zu
verhindern.
Zur Erläuterung dieses Theils seiner Erfindung hat B. drei Abänderungen dieses
Apparates bildlich dargestellt:
Fig. 29 ist
ein Längendurchschnitt und Fig. 30 ein
Querdurchschnitt von einer länglich-viereckigen Kammer, die zu dem oben
erwähnten Zweck dient. E ist der äußere Mantel von
Eisen, dessen Inneres aus einem Futter von feuerfesten Ziegelsteinen besteht. F ist eine oben luftdicht verschlossene Abtheilung, in
welche mittelst der Röhre G Wind (oder Dampf oder ein Gemisch von beiden)
eingeführt wird. Am entgegengesetzten Ende des Apparats ist ein Auslaß H vorhanden, durch welchen die Flamme und die
gasförmigen Producte entweichen. Man läßt in den Kasten flüssiges Roheisen laufen
und zwar so, daß es einige Zolle über den Deckel I
emporsteigt; darauf läßt man das Gebläse an, welches mit G in Verbindung steht, wodurch der Stand des flüssigen Metalles gestört
wird, indem der in F enthaltene Theil sinkt und die
flüssige Masse sich in H erhebt. Sobald jedoch die
untere Seite des Deckels I von dem Metalle frei ist,
strömt Wind (oder Dampf) hinein und da dieß unter einem bedeutenden Druck geschieht,
so gehen sie in Blasen durch das Eisen und nach dem Auslasse H. Es wird auf diese Weise eine schnelle Circulation hervorgebracht und
jedes Metalltheilchen unter den Einfluß der Luft oder des Dampfes gelangen, die
durch G in F eingetrieben
werden, wodurch das Eisen in dem gewünschten Grade gereint und entkohlt wird. Die
bei dem Proceß entstehenden Schlacken schwimmen auf der Oberfläche des Metalles in
den Auslaß H. Bei J befindet
sich eine Abstichöffnung, die mit Lehm verschlossen ist und durch welche das Metall
in Formen abgelassen werden kann, sobald es den gehörigen Grad der Reinheit und
Geschmeidigkeit erreicht hat. Bei dieser Form des Apparates kann das Eintreiben von
Wind oder Dampf in die geschmolzene Masse unterbrochen und mittelst eines Ventils
der Röhre G wiederholt werden, weil keine Formen unter
der Oberfläche des Eisens befindlich sind, welche sich beim Aufhören des Blasens
verstopfen würden. Die Arbeiter können daher den Proceß von Zeit zu Zeit
unterbrechen, mit einer Schöpfkelle eine Probe aus dem Auslaß H nehmen und die Beschaffenheit des Eisens prüfen; auch kann das gereinte
Eisen eine kurze Zeit in dem Behälter bleiben, um etwas abzukühlen, bevor man es in
die Formen absticht.
Es wurde oben bemerkt, daß der zu leichte Durchgang des Windes durch den mit Eisen
angefüllten Raum mittelst eines durchlöcherten Scheiders verhindert werden kann,
welcher den Strom vollständig theilt und durch das Metall verbreitet. Die
Construction eines solchen Apparates verdeutlichen die Fig. 31 und 32, von denen
erstere einen Längen- und letztere einen Querdurchschnitt darstellt. K ist die durchlöcherte Brücke, welche verhindert daß
der in den Raum L eingetriebene Wind längs der Decke M hinströmt, indem er erst durch die Löcher gehen muß,
welche als Formen wirken und den Wind so vertheilen, daß er strahlenweise durch das
Metall und unter der Brücke N durch nach dem Auslaß O gehen muß. Es geht aber bei dieser Form des Auslasses
doch nicht Wind genug durch die Metallmasse, weil er in Berührung mit den Wänden
aufzusteigen strebt,
weßhalb die in Fig.
33 dargestellte Construction mit dem Vorsprunge P zweckmäßiger ist.
Ein anderes Verfahren, um das flüssige Roheisen ohne weitere Anwendung von
Brennmaterial zu entkohlen, besteht darin, es in einen Behälter abzulassen, welcher
aus feuerfesten Steinen besteht, oder mit solchen bekleidet ist, und dann einen
Strom von Wind (oder Dampf) stechend darauf zu richten, welcher auf das Eisen oder
dessen Unreinigkeiten einwirkt. Zweckmäßiger sind zahlreiche Ströme, die mit solcher
Pressung eingetrieben werden, daß die Schlacke von der Oberfläche entfernt und eine
schnelle Circulation des flüssigen Metalles veranlaßt wird.
Fig. 34 ist
ein senkrechter Durchschnitt und Fig. 35 ein Grundriß von
einem solchen Apparat. Q ist der aus feuerfesten Steinen
bestehende, quadratische oder länglich-viereckige Behälter; auf der einen
Seite ist die Wand bogenförmig, wie man bei R sieht, und
in der entgegengesetzten Seite ist eine Reihe von Formen S angebracht, welche unter sehr scharfen Winkeln in den Herd, also gegen
die Oberfläche des flüssigen Metalls geneigt sind. Letzteres wird aus einem Hohofen
oder Schmelzofen eingelassen und reicht etwa bis zu der Ebene der Formen. Am
zweckmäßigsten ist eine Windpressung von 10 bis 20 Pfund auf den Quadratzoll und
selbst eine noch stärkere, damit die Ströme tief in das flüssige Metall eindringen
und dasselbe folglich in eine rasche Bewegung kommt und gegen den Bogen R gedrängt wird, welcher das Herauswerfen desselben aus
dem Raum verhindert. Das Reinen des Roheisens muß fortgesetzt werden, bis es in
Stahl oder Stabeisen verwandelt ist, worauf es noch flüssig, durch die am Boden
befindliche Oeffnung, abgelassen und von Formen aufgenommen wird.
Statt einer viereckigen Gestalt kann der Apparat auch eine runde haben, wie Fig. 36 im
senkrechten Durchschnitt und Fig. 37 im Grundriß
zeigt. Der Raum zieht sich oben bei T zusammen, so daß
er unten ein Bassin bildet. In dem Gewölbe sind sechs Formen U angebracht, welche stechende Wind- oder Dampfströme auf das
flüssige Metall führen und es in eine schnelle kreisende Bewegung versetzen, wobei
alle Theile desselben in Berührung mit der Schlacke kommen, die obenauf schwimmt.
Nach beendigtem Proceß wird das flüssige Eisen wie bei den übrigen Methoden
abgelassen.
Wir gehen nun auf den zweiten Theil des Patentes über.
Nachdem die Entkohlung und das Reinen des Eisens mittelst einer der beschriebenen
Methoden durch Eintreiben von Wind oder Dampf in das flüssige Eisen bewirkt worden
ist, treibt Bessemer gekohlte Gase in das noch flüssige
Metall, um das Eisenoxyd zu reduciren, welches der Geschmeidigkeit des Eisens nachtheilig seyn
könnte. Zu dem Ende benutzt er eine Luftpumpe oder ein Gebläse, die er mit einem
Gasometer, welcher gekohltes Wasserstoffgas enthält, in Verbindung setzt. Dieses Gas
wird alsdann durch dieselben Formen in das flüssige Metall getrieben, wie vorher
Wind und Dampf. Auch kann man statt Gase einzutreiben, das flüssige Eisen polen,
d.h. dasselbe mit einer hölzernen Stange umrühren, bis die dabei sich entwickelnden
gekohlten Gase allen Sauerstoff aus dem Metalle entfernt haben.
Man kann aber auch gegen Ende des Entkohlungs- und Reinprocesses, wo ein Theil
des Metalles in ein Oxyd verwandelt ist, in die Kammer eine geeignete kohlige
Substanz bringen, wie Holzkohle oder Anthracit, um die Oxyde zu reduciren und die
Gewichtsmenge des zu gewinnenden Eisens zu erhöhen. Oder man macht Holzkohle in
einem Cylinder glühend und leitet Luft oder Dampf, oder ein Gemisch von beiden,
durch dieselbe, um die erzeugten Gase nach vorherigem starkem Erhitzen in das
flüssige Metall gelangen zuzn lassen. Diese Dämpfe können, je nachdem ihre verschiedenen Bestandtheile
vorwalten, eine kohlende oder eine entkohlende Wirkung haben, und auf diese Weise
kann man nach Belieben Stahl oder Stabeisen produciren. Bei dem Reinen des Eisens
mittelst Wind- oder Dampfströmen in den beschriebenen Kammern kann der
Entkohlungsproceß auch durch eingebrachte künstliche oder natürliche Eisenoxyde
befördert werden, von denen sich ein Theil reducirt und folglich das Gewicht des
erhaltenen Metalles erhöhet.
Die Art und Weise wie die mittelst Holzkohle erzeugten Gase in das flüssige Eisen
getrieben werden, erläutert die Abbildung des hiezu dienenden Apparats; Fig. 38 ist
ein senkrechter Durchschnitt und Fig. 39 ein Grundriß
desselben. Der Mantel des Behälters besteht aus starkem Eisenblech und das Innere
desselben aus einem Futter von feuerfesten Ziegelsteinen V; die Gichtöffnung W zum Aufgeben der
Holzkohle kann luftdicht verschlossen werden. Durch die Röhre X wird Gebläseluft in das in dem Behälter befindliche Brennmaterial
geführt und durch die Röhre Y gelangt die erzeugte
Kohlensäure oder das Kohlenoxydgas in die Kammer oder den Ofen worin sich das zu
behandelnde Eisen befindet. Man kann also jederzeit die Luft- oder
Dampfströme (den Gebläsewind oder den Dampf eines Generators) mittelst Ventilen von
ihrem gewöhnlichen Laufe ablenken, um sie durch die Masse des glühenden
Brennmaterials und hernach in das flüssige Metall zu leiten.
Der dritte Theil der Erfindung besteht in den Formen für Reineisen- oder
Stahlmassen, um sie bequem ausschmieden und verwalzen zu können. Zu dem Ende erhält
der Behälter, in welchem das Eisen gänzlich oder theilweise mittelst Wind oder Dampf gefeint wird,
solche Gestalt und Dimensionen, daß das Metall nach dem Reinigungsproceß so lange
darin bleiben kann, bis es so erstarrt ist, um weggenommen werden zu können. In
diesem Fall dient das Entkohlungsgefäß auch als Form, um der Masse die gewünschte
Gestalt zu geben, wodurch die Arbeit des Abstechens des Metalls in die Form erspart
und zugleich ein Unganzwerden desselben, welches das Eingießen desselben in eine
Form manchmal veranlaßt, vermieden wird. Erfolgt aber das Reinen des Roheisens in
Gefäßen, die nicht auch als Form benutzt werden können, so muß man besondere Formen
anwenden. Diese sind so eingerichtet, daß der Einguß bis zum Boden geht und das
Eisen von unten in der Form aufwärts steigt. Bei eisernen Formen müssen die Eingüsse
mit Lehm bekleidet seyn, damit das Metall darin nicht zu früh erstarrt. Man kann
aber auch die Formen aus feuerfestem Thon oder aus Steinen anfertigen, die porös
genug sind, daß das Eisen seine Flüssigkeit darin so lange behält bis die
gasförmigen Substanzen entwichen, damit der Guß nicht unrein und blasig wird.
Zur Erläuterung dieses Verfahrens dienen Fig. 40 bis 42; Fig. 40 ist
die Hälfte einer Form und Fig. 41 der Grundriß
derselben. 1 ist der Einguß und 2 die Form selbst; jener ist, damit das Eisen sich
nicht abschreckt, mit Lehm überzogen. Die beiden Hälften der Form sind durch Lappen
und Bolzen mit Splinten 3 miteinander verbunden und können nach dem Abguß leicht
auseinander genommen werden. Da solche Eingüsse leicht blasig ausfallen, so gibt B.
die Mittel an, wie dieß zu vermeiden ist. Die Form muß eine solche Stellung
erhalten, daß eine Oeffnung in dem untern Theil derselben in das flüssige Metall
untertaucht; dann wird in der Form eine Luftverdünnung dadurch erzeugt, daß man
einen Hahn öffnet, welcher mit einem luftleer gemachten Gefäße in Verbindung steht,
wodurch sich die Luft in der Form sehr verdünnt und folglich das flüssige Metall
durch den atmosphärischen Druck in die Form gezwängt wird. Da nun das Eisen von
unten in einem luftverdünnten Raum in die Höhe steigt, so dringen keine Luftbläschen
in das Metall und die in demselben enthaltenen Gase können sich leichter entwickeln.
Eine solche Form ist in Fig. 42 dargestellt; 4
bezeichnet die Form, 5 die mit Hahn versehene Röhre zum Auspumpen, 6 eine kurze
Thonröhre am untern Ende der Form. 7 ist ein Behälter mit Canal, in welchen
flüssiges Eisen aus der Entkohlungskammer fließt und in den die Röhre 6 eintritt.
Wird nun der Hahn bei 5 geöffnet, so steigt das Eisen durch den auf dasselbe
einwirkenden Luftdruck in die Höhe und der Guß fällt dicht und blasenfrei aus.
Tafeln