| Titel: | Ueber die Fabrication des englischen Steinguts oder der Earthen Ware in Staffordshire; von J. G. Gentele. |
| Fundstelle: | Band 143, Jahrgang 1857, Nr. XXIII., S. 108 |
| Download: | XML |
XXIII.
Ueber die Fabrication des englischen Steinguts
oder der Earthen Ware in Staffordshire; von J. G. Gentele.
(Fortsetzung von S. 61 des vorhergehenden
Heftes.)
Mit Abbildungen auf Tab.
II.
Gentele, über die Fabrication des englischen Steinguts.
3) Allgemeines und Notizen über
die beschriebenen Arten der Massenbereitung.
Wie weit die erste oder zweite Methode dieser Massenbereitung vortheilhafter
sey, ist schwer zu entscheiden; es ist jedenfalls für denjenigen, der seine
Anlage einfacher und leichter zu beaufsichtigen hat, oder nicht so großes
Capital niederlegen will, vortheilhafter, die Masse zu kaufen, oder nach
Methode 2 herzustellen, auch glaube ich beinahe, daß Methode 2 auch für
denjenigen gleich billig wird, als Methode 1, der die Materialien selbst
mahlt, schlämmt und trocknet. Denn in diesem Falle können gemahlene Flinte,
Cornwallisstein und geschlämmter Thon von Wasser mechanisch durch Absitzen
und Pressen befreit werden, und das Trocknen erfordert dann wenig Wärme,
während im andern Falle eine Menge Wassers verdampft werden muß; und selbst
die Masse wird ohne Zweifel besser, wenn nur das Aufweichen und die
nachherige Zertheilung und Mischung der Materialien sorgfältig ausgeführt
wird.
Was die Proportionen betrifft, in welchen die englischen Fabriken ihre
Materialien anwenden, die Materialien trocken gerechnet, so sind sie den
Massenfabriken, welche nach Weise 1 arbeiten, meistens selbst nicht bekannt;
sie wissen nur, daß sie beim Mischen gewisser Volumentheile der
Bestandtheile von bestimmtem spec. Gewicht in Breiform, Massen von
gewünschter Eigenschaft erhalten, und daß sie jährlich so und soviel
trockenes Material zu gewissen Gewichtsmengen Masse verbraucht haben. In
einer Steingutfabrik Schwedens, wo die Massenbereitung ebenso erfolgte,
wurden darüber genaue Versuche angestellt, und unter folgenden Umständen
nachfolgende Resultate erhalten.
1. Durch Wägen wurde gefunden, daß die angewendeten aufgeschlämmten
Materialien, wie sie zum Mischen im Großen angewendet wurden, folgendes
specifische Gewicht hatten, d.h. daß ein Gefäß, das 1,000 Wasser faßt, mit
milchförmiger Substanz gefüllt, folgende Gewichte zeigt:
1)
von Blue Clay
1,096
2)
von China Clay
1,181
3)
von Flinten
1,30521,3372
4)
von
Cornwallisstein
1,4971,454
2. Gleiche Volumina der milchförmigen aufgeschlämmten Substanzen, wie sie
angewendet werden, wurden genommen und eingetrocknet, und folgende
Gewichtsmengen trockener Substanzen darin gefunden:
Blue
Clay,
trocken
„
„ „
1,471,64
Mittel
1,55.
China
Clay
„
„
2,702,26
„
2,48
Flinte
„ „
4,745,185,18
„
4,96
Cornwallisstein
„
5,966,66
„
6,31
Da diese Materialien zur Massenbereitung in nachfolgenden Volumen angewendet
wurden, Blue Clay 20, China
Clay 10, Flinte 6, Cornwallisstein 2 1/2, so ließ sich daraus und aus dem vorher
ermittelten hygroskopischen Wassergehalt des Rohmaterials folgende Tabelle
aufstellen und berechnen, welche alle Resultate der Untersuchung
enthält.
I.
ZurMischung angewendete
Gehalt an
trockener Substanz
in
Proportionder Rohstoffe als
Volumina.
1
allenVolumen
Handelswaare.
Blue Clay
20 ×
1,55
31,00
36,5
China Clay
10 ×
2,48
24,80
31,25
Flinte
6 ×
5,00
30,00
30,00
Cornwallisstein
2
1/4 ×
6,31
14,2
15,93
–––––––––––––––––––––––––––––––––––––––––––––
38
1/4
100,00
113,68
Der Wassergehalt des Blue Clay ist mit 14,95, der
von China Clay mit 20,7, Flinte mit 0, und Cornwallisstein mit
10,9 Proc. Wasser berechnet.
Die so gewonnene Masse, wie sie verarbeitet wird, hält 23–18,0 Proc.
Wasser. Dieselbe im Rohgutsofen geglüht, verliert 28–22 Proc., oder
ungefähr 4 Proc. mehr, als durchs Trocknen. Sie ist ziemlich fett, nicht
mager, und enthält in dieser Form zu viel Cornwallisstein und zu wenig
Flinte, als daß das daraus zu brennende Geschirr sehr hart gebrannt werden
könnte ohne zusammenzusintern und die Porosität zum Glasiren zu verlieren.
Die Mischung wurde daher von mir verändert, die Flinte vermehrt,
Cornwallisstein vermindert, und folgendes specifische Gewicht bei denselben
Volumen genommen, wobei die erhaltene Masse noch hinreichend fett war und
sich bei höherem Hitzegrad brennen ließ, so daß auch die zuweilen beim
Steingut von voriger Mischung eingetretenen Glasursprünge verschwanden. Die
trockenen Materialien wurden nicht ebenfalls wie vorhin bestimmt, indem aus
dieser Arbeit, welche nur eine Uebersicht gibt, doch kein eigentlicher
Nutzen zu ziehen zu seyn schien.
Specifische Gewichte.
Blue
Clay
1,122
China
Clay
1,195
Flinte
1,390
Cornwallisstein
1,376.
Die Berechnung nach der Mischungsrechnung und dem spec. Gewichte gibt
folgende Data:
II.
Zusammensetzung
gleicher
Volume
Gleiche
Volume halten daher
Volumein denen
Daher Verhältniß
Proc.
an Wasser.
dem
darinAufgeschlämmten.
feste Körper an
Gewicht.
gemischt wird.
der
trockenen Stoffe.
1,458
0,122
0,31354
20
6,27080
Blue Clay
32,5
1,425
0,195
0,5109
10
5,109
China Clay
26,5
1,287
0,376
1,001288
2,25
2,2528
Cornwallisstein
11,2
1,020
0,390
0,93990
6
5,3394
Flinte
28,2
Die directe Untersuchung dürfte jedoch den Flintegehalt höher ergeben als die
Berechnung, wie die Vergleichung beider spec. Gewichte, der berechnete und
gefundene Flintegehalt, angibt.
Das ursprüngliche englische Verhältniß iniu welchem gemischt werden sollte, enthält so hohe spec. Gewichte,
daß die aufgerührten Massen nicht zu schlämmen waren, und war die Vorschrift
wohl auf vorher geschlämmte Materialien berechnet. Nämlich es sollte
wiegen:
1 Pinte
Blue Clay
24
Ounces per
pint.
„
China
Clay
26
„
„
„
Flinte
32
„
„
„
Stein
32
„
„
davon sollen eben auch die angeführten Volume
angewendet werden.
Für feineres Steingut erhöhen die Engländer die China
Clay-, Flinte- und Cornwallissteinmenge, wie aus
folgender Vorschrift beispielsweise hervorgeht. Volume von demselben spec.
Gewichte
Blue
Clay
20,
China
Clay
16,
Flinte
9,
Stein
3.
Für steinzeugartiges Geschirr dagegen, was im Bruche porzellanartig ist,
erhöhen sie die Menge des feldspathartigen Steins und des Blue Clay, und
vermindern Flinte und China Clay, wie folgendes Verhältniß angibt, das eine
etwas gelbliche, doch sehr fest zusammengesinterte Masse für Porzellanmörser
gibt.
264
Gewichtstheile
Cornwallisstein,
264
„
Blue Clay,
40
„
China Clay,
40
„
Flinte.
Die oben zuerst erwähnte Steingutmasse enthält nach einer Analyse von L. Svanberg:
Kieselerde
66,934
Alaunerde
22,129
Eisenoxyd
1,171
Kalk
1,037
Magnesia
Spur
Wasser und Alkali
9,729
Nach ihrer Bereitungsweise und der Analyse der Bestandtheile sollte sie
enthalten:
Kieselerde.
Alaunerde.
Eisenoxyd.
Kalk.
Alkali u. Wasser.
von 31,00 Blue Clay
16,69
9,80
0,69
0,45
3,09
von 24,80 China Clay
11,51
9,54
0,34
0,06
3,247
von 30,00 Flinte
30 –
–
–
–
–
von 14,20 Cornwallisstein
unbek.
–
–
–
–
––––––––––––––––––––––––––––––––––––––––––––––––––––
58,20
19,34
1,03
0,51
6,337
Zieht man diese Mengen von den Bestandtheilen der Masse ab:
Kieselerde.
Alaunerde.
Eisenoxyd.
Kalk.
Wasser u. Alkali.
66,934
22,129
1,17
1,037
9,729
58,20
19,34
1,03
0,510
6,337
––––––––––––––––––––––––––––––––––––––––––––––––––––
8,734
2,889
0,14
0,527
3,392
so bleibt vorstehende Summe für das vom
Cornwallisstein Hinzugekommene, worin also eine größere Menge Kieselerde,
wegen dem Quarz, den derselbe enthält, hinzugekommen ist, und Analyse und
Berechnung dürften also ziemlich übereinstimmend angesehen werden, nur
scheint der Wassergehalt der Masse zu hoch zu seyn, wie es auch aus dem
Glühresultat derselben im getrockneten Zustande hervorgeht. Der
Cornwallisstein kann höchstens einige Procente Wasser durchs Glühen
verlieren, und sein geringer Antheil in der Masse kann nicht die Differenz
veranlassen, welche für das Wasser herauskommt.
4) Brennmaterialverbrauch bei
dieser Massenbereitung.
Wenn man betrachtet, daß in den gebräuchlichen Massenpfannen der Mischung die
Wärme durch einen sehr schlechten Wärmeleiter, und noch dazu von
ansehnlicher Dicke, von unten zugeführt wird, so wird man nicht anders
vermuthen können, als daß es hier ohne eine gräuliche
Brennmaterial-Verwüstung nicht ablaufen könne. Ich habe über den
Nutzeffect des Brennmaterials in diesen Pfannen Versuche anstellen lassen,
und folgende Resultate erhalten:
Im Monat Februar 1851 wurden im Ganzen auf die Massenpfanne gebracht 6639
Kubikfuß der flüssigen Mischung (wonach Tab. II berechnet ist), und 2103
Kubikfuß Masse erhalten (letzteres Volum berechnet aus deren Gewicht
(600 × 400 Pfd.)/(1,9 × 61,52)
und dividirt mit dem spec. Gewicht der Masse,
multiplicirt m dem Gewicht von 1 Kubikf.
Wasser), also 4536 Kubikf. Wasser verdunstet, welches bei seiner Verdunstung
aufnimmt 550 Wärmeeinheiten = 153,430200°, welche Wärmemenge mit dem
angewendeten Brennmaterial zugute gemacht worden ist.
Dazu wurden verbraucht 350 Tonnen Steinkohlen von schlechter Qualität,
10–8 Proc. Asche lassend, deren entwickelte Wärmeeinheiten zu 4800
angenommen werden. Eine Tonne derselben wiegt im Durchschnitt 300 Pfd., also
das ganze Quantum 105000 Pfd. und die entwickelte Wärme ist 105000 ×
4800 = 504000000°.
Man hat also
benutzte
153430200°
–––––––––
=
30,4 Proc. von der theoretischen Wärmemenge
benutzt, welche die Steinkohlen abgeben.
angewandte
504000000°
Bei Holzfeuerung stellt sich der praktische Nutzeffect etwas höher, weil
durch die Flamme desselben mehr die ganze Länge der Pfanne gleichförmig
erwärmt wird.
5) Ueber die zur
Massenbereitung, d.h. zum Mahlen der Flinte und des Cornwallissteins
gebräuchlichen Mühlen.
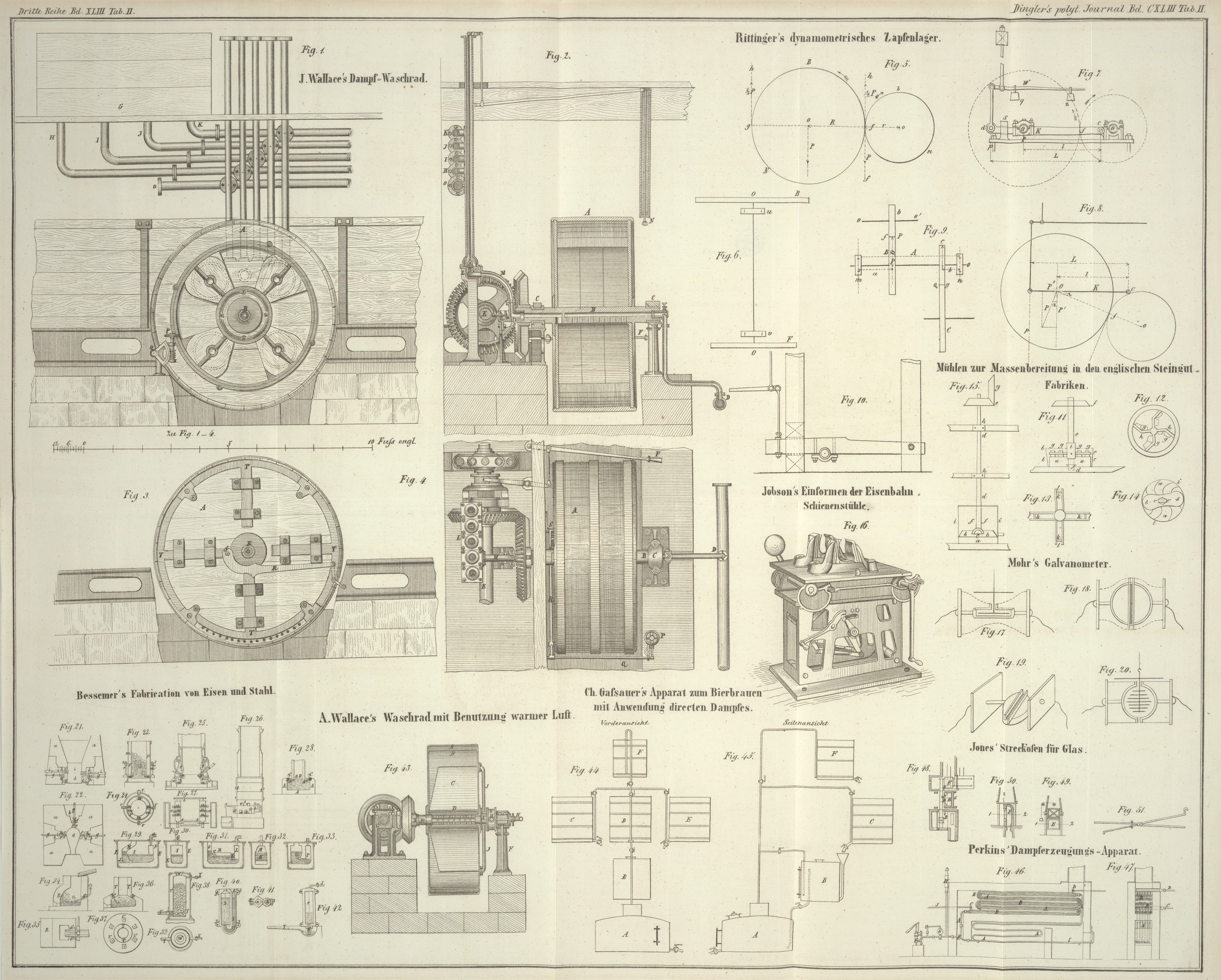
Die in England gebräuchlichen Mühlen sind sogenannte Schleppmühlen, welche
man in Deutschland häufig in Steingutfabriken antrifft. Sie bestehen im
Allgemeinen aus einem Bodensteine von Granit Fig. 11, a, a, ungefähr 6–8' im Durchmesser.
Derselbe ist aus einzelnen Stücken zusammengesetzt, welche ungefähr zu
einander passen, und ist in einer hölzernen Kufe zusammengestellt, welche
erstlich durch ihre starken eisernen Reife die Steinmassen zusammenhält,
dann auch 1 1/2 Fuß über die Ebene des Steins heraufragt, um mit dem Stein
zum Boden eine flache Bütte a–a, b–b,
c–c darzustellen. In de Mitte des Steines findet sich
gleichwohl ein größeres Loch durchs Centrum, welches dazu dient, die in
einer Holzfütterung gehende Achse der Obersteine darin gehen zu lassen; die
Holzfütterung ist mit einem verschiebbaren Blechcylinder umgeben. Diese
Achse e von starkem Eisen geht in einer Büchse
d, und wird durch ein Winkelrad f an dem obern Ende in Bewegung gesetzt. Die
Obersteine g, g, g, g bestehen aus einer Anzahl
vierkantiger kleinerer Granitsteine, nahezu mit ebenen Flächen versehen,
welche vor einem eisernen Rechen oder Balken h,
der an der Achse befestigt ist, gelegt und mit demselben auf dem Bodensteine
herumgeführt werden, auf welchen das zu Mahlende nebst Wasser als grobes
Pulver geschüttet wird. Ein Deckel aus zwei Theilen verschließt die hölzerne
Bütte, um das Herausschwalpen der in Kreisbewegung kommenden Masse zu
vermeiden, welche, wenn sie bestimmte Zeiten gemahlen worden, einige Zoll über dem Boden
abgezapft wird, worauf man die Mühle von neuem beschickt.
Gewöhnlich werden vier Arme angewendet, um das Herumführen der Obersteine zu
veranlassen. Fig. 12,
Grundriß, zeigt diese Vorrichtung deutlicher: nämlich zwei Arme h, h durch welche die Achse e geht, und welche durch eine Stellschraube bei
i in gehöriger Höhe festgehalten wird. Wie
man sieht, stehen die Arme nicht als Radien, sondern in einem Winkel, um der
erlangten Centrifugalkraft derselben entgegen zu wirken. Die Steine werden
nur lose vor die Balken gelegt und von ihnen herumgeschoben. Dieses ist die
englische Einrichtung. In Deutschland ist die Achse e gewöhnlich von Holz und daher viel dicker, und gleichfalls
vierkantig, und wird durch ein Stirnrad bewegt, das am oberen Ende
festgesetzt ist. Anstatt der gußeisernen Balken sind zwei hölzerne, Fig.
13, angebracht, und zwar neben einander. In die Zwischenräume
zwischen dieselben, in k, k, werden dann die
Obersteine derselben Art gelegt, welche wegen des Riegels l nicht aus dem Raume k ausweichen können. Wie man sieht, ist das System dasselbe, nur
die Ausführung im Detail anders, und kommt davon her, daß man in England
eiserne Einrichtungen, in Deutschland dagegen hölzerne leichter ausführen
kann.
Bei dem Betriebe beider Arten von Mühlen werden sowohl die oberen als unteren
Steine nach und nach abgenutzt; die oberen Läufer werden leicht durch neue
ersetzt, wenn sie zu dünn oder zu leicht geworden sind. Wegen der Abnutzung
der Läufer muß man seine Aufmerksamkeit darauf richten, daß sie so
gleichförmig geschehe als möglich; die Steine werden daher von Zeit zu Zeit
verschoben, nach Innen oder Außen, je nachdem es nöthig ist. Damit die
Abnutzung gleichförmiger vor sich gehe, hat man die inneren Steine, in
Proportion mit der Fläche, etwas kleiner zu wählen als die äußeren. In dem
Maaße, als die Bodensteine abgenutzt werden, hat man natürlich auch die
Schieb-Vorrichtung an der Achse des Rades herabzulassen. Um dieß zu
können, sägt man die Holzfütterung um die Achse ab, haut den Stein daselbst
eben, wenn er nicht abgeschliffen genug seyn sollte, und schlägt den
Blechcylinder ebenfalls tiefer hinab.
Die Geschwindigkeit, mit der man die Läufer sich bewegen läßt, ist nicht ganz
ohne Wichtigkeit auf den Effect, den diese Mühlen ausüben. Zwar nimmt mit
der Geschwindigkeit die Reibung zu, aber auch die zum Bewegen nöthige Kraft.
Aber wenn sie zu groß ist, so kommen gröbere Theile mit dem Wasser in
Circulation, werden herumgeführt und schweben im Wasserstrome, ohne mehr
unter die Steine zu fallen; d.h. die Mühlen mahlen alsdann nicht
mehr fein genug. Um eine hinreichende Feinheit zu erzielen, ist es also
nothwendig, daß die Steine eine abgemessene Geschwindigkeit besitzen; Steine
von angegebenem Durchmesser dürfen sich daher nicht schneller als in der
Minute 6 oder 8 Mal herumbewegen; um so langsamer, je größer ihr Durchmesser
ist. Sie gebrauchen gewöhnlich zur Bewegung von 2–2 1/2 Pferdekraft,
so daß eine Dampfmaschine von 12 Pferdekraft mit Leichtigkeit 4 und 5
solcher Mühlen und noch einige kleinere Sachen bewegen kann. Beim Aufstellen
derselben wähle man immer das Parterre, denn auf
Balkengerüsten aufgestellt, kommt das Ganze gerne in Schwingungen, welche
einen ruhigen Gang nicht gestatten; außerdem veranlaßt eine solche
Aufstellung nach einiger Zeit wegen Verfäulens der Balken und des Holzwerkes
theure und die Arbeit unterbrechende Reparaturen, die beim Aufstellen auf
ebenem Boden vermieden werden können.
Auf dem Continente, in Thüringen und in Schweden (in letzterem Staate
neuerdings nicht mehr) gebraucht man im Allgemeinen in den Steingut-
und Porzellan-Fabriken die kleineren Massenmühlen mit Bodensteinen
von etwa 2 Fuß Durchmesser und mit kleinen Läufern. Einen solchen
zusammengesetzten Gang bilde ich in Fig. 14 und 15 ab,
erstere die Gegenstände im Grundriß, letztere im Aufriß darstellend, und
dabei mit gleichen Buchstaben bezeichnet.
a, a Bodenstein,
b, b Läufer,
c, c darein mit Blei eingegossene eiserne
Haue,
d, d Achse des Rades e,
e, mit welcher b, b gedreht wird,
f, f Theile, wodurch b,
b angegriffen wird,
g Winkelrad, wodurch die
Bewegung des Läufers geschieht,
h, h Vorrichtung, wodurch d, d und somit d, d im Centrum auf a, a beim Umdrehen erhalten wird,
i, i Sarge oder Bütte, worin der Bodenstein und
Läufer liegt.
Die Fugen zwischen Bodenstein und Sarge werden mit Pech ausgegossen. Auch
diese Bütte ist mit einem zweitheiligen Deckel und einem Zapfenstücke zum
Ablassen des Gemahlenen versehen.
Viele solcher Mahlgänge stehen in einer Reihe, und werden durch Winkelräder
an einer Hauptwelle bewegt; oder sie stehen im Kreise herum um ein vertical
stehendes Stirnrad, das sie dann mit einem Triebel bewegt. Erstere
Aufstellung ist bei Dampfmaschinen, letztere bei Wasserwerken, Schaufelrädern, oder
Wasserkraft überhaupt, am gebräuchlichsten und auch am zweckmäßigsten. So
ist es im Allgemeinen auch der Fall bei den vorhergehenden
Schleppmühlen.
Es ist bei neuen Anlagen oder Veränderungen nicht ohne Interesse, die zwei
Systeme verglichen zu haben, hinsichtlich der Kosten und des Effects.
Obgleich ich eine sehr scharfe Vergleichung nicht geben kann, will ich doch
anführen, daß, wie man leicht aus der reibenden Oberfläche und aus der
Bewegungsgeschwindigkeit abnehmen kann, ein großer Mühlen- oder
Schleppgang, – wenigstens, wie auch die Erfahrung zeigt, 20 Mal so
viel leistet, als ein kleiner Mahlgang, aber in Proportion viel weniger
Kraft erfordert, weil hier nicht 20 Räderauswechslungen und Reibungen in den
Lagern vorkommen, sondern nur eine einzige, wenn auch stärkere. Die
Einrichtung ist auch aus dem Grunde viel billiger; aber ein Hauptvortheil
liegt darin, daß man die Läufer nicht eben so genau herzurichten und mit
keinem Haueisen zu versehen braucht, und ohne Umstände und Aufenthalt mit
neuen auswechseln kann.
Während man auch bei den Schleppgängen den Bodenstein durch Verschiebung der
Läufer gleichförmig abnutzen kann, ist man bei den kleineren Mahlgängen
gezwungen, sie, so wie die Bodensteine, welche sich gegen die Mitte hin
aushöhlen, öfters auszunehmen und wieder eben zu hauen, was auch eine
Senkung der Achse und Verrückung der Winkelräder an denselben nöthig macht.
Man erspart nach meiner Berechnung bei den Schleppgängen für dieselbe
Leistung ein volles Drittel der Kraft und die Hälfte der
Unterhaltungskosten, wovon das Behauen der Steine den größten Theil
ausmacht. Nur zum Mahlen der Glasur, nicht so harter Körper, und wo man
kleinere von einander verschiedene Quantitäten von Materialien zu mahlen
hat, sind einige kleinere Steine einem Schleppgange vorzuziehen, weil hier
jede Sache ihren Stein zum Vermahlen haben kann, während ein Schleppgang zum
Ersatz häufige Reinigung und damit verbundene Hindernisse, Stillstand u.s.w.
verursacht.
(Die Fortsetzung folgt.)
Tafeln