| Titel: | Verfahren zum Ausrüsten von Kautschukblättern und zur Vereinigung derselben mit Geweben, von William Johnson zu London. |
| Fundstelle: | Band 147, Jahrgang 1858, Nr. XXVII., S. 90 |
| Download: | XML |
XXVII.
Verfahren zum Ausrüsten von Kautschukblättern und
zur Vereinigung derselben mit Geweben, von William Johnson zu
London.
Aus dem London Journal of
arts, Sept 1857, S. 213.
Mit Abbildungen auf Tab.
II.
Johnson's Verfahren zum Ausrüsten von Kautschukblättern und zur
Vereinigung derselben mit Geweben.
Die vulcanisirten Kautschukblätter werden nach der Methode, welche sich der Genannte
am 3. October 1856 als Mittheilung patentiren ließ, zuerst an ihrer Oberfläche
dadurch entschwefelt, daß man sie in Aetzkali und nachher zur Neutralisation des dem
Blatt noch anhaftenden Alkalis in Salzbrühe (welche Essig enthält) kocht, und
alsdann wäscht. Hierauf werden die Oberflächen dieser Blätter geschliffen oder rauh
gemacht.
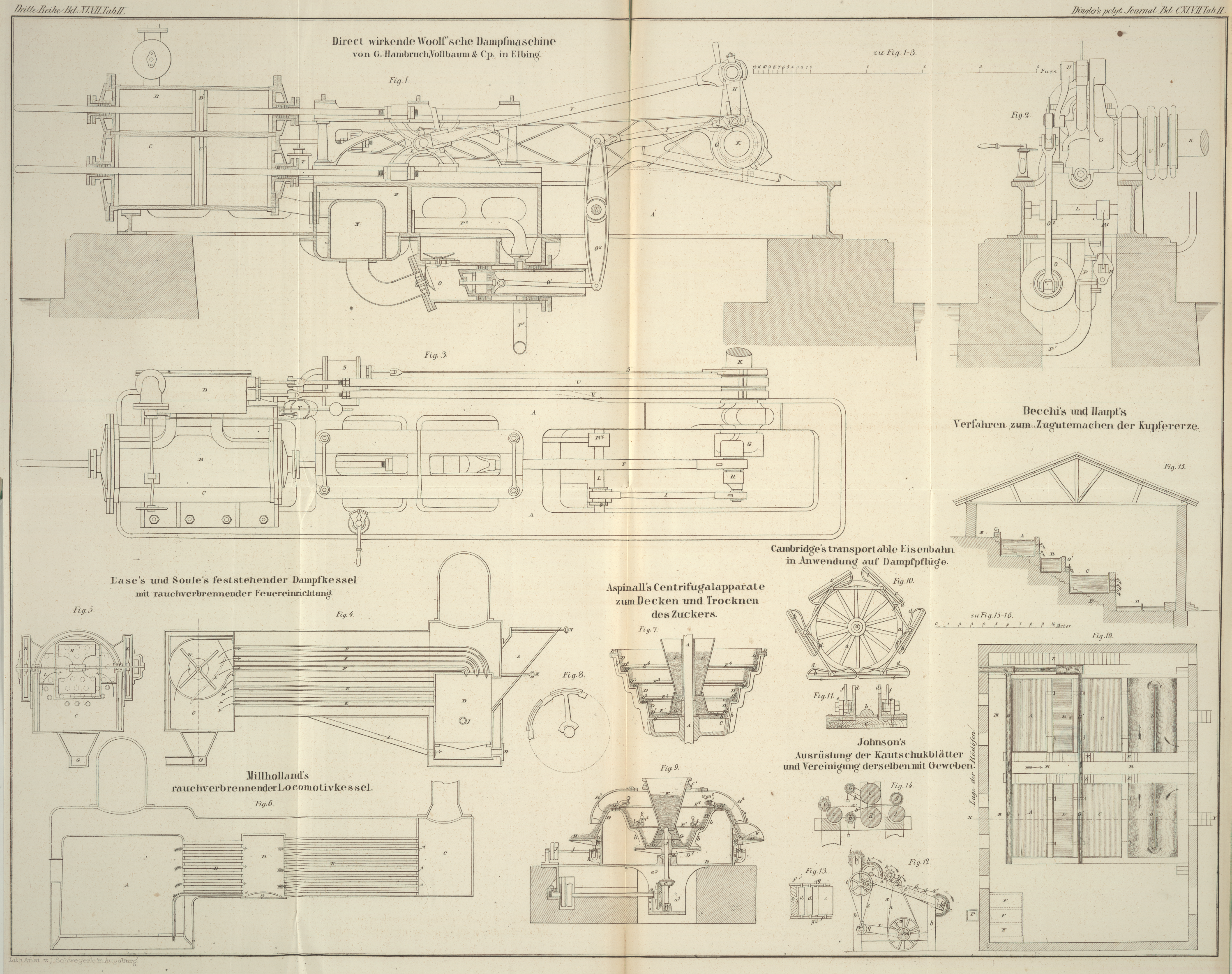
Fig. 12
stellt die zum Schleifen der Kautschukoberflächen dienliche Maschine in der
Seitenansicht dar. a, b ist ein hölzernes Gestell,
welches unten eine Walze c enthält, auf der das zu
schleifende Blatt a* aufgewunden wird. Dieses Blatt
läuft von der Walze c über ein Paar Leitwalzen d, dann über die im Grundrisse Fig. 13 deutlicher
sichtbare Spannvorrichtung e. Die Walzen c, und d, sowie das
Ausspannbret e liegen in einem Rahmen f und dieser liegt mit dem Zapfen g auf dem Hauptgestell a, so daß das Bret e nach Erforderniß gehoben oder niedergelassen werden
kann. Die Oberfläche des Bretes e ist mit divergirenden
Rinnen versehen, welche das Ausbreiten der darüber hinweggezogenen Kautschukfläche
bewirken. Von dem Spannbret läuft das Kautschukblatt unter den Schleifcylinder g', dessen Oberfläche mit Schmirgel oder Sandpapier etc.
überzogen ist. Von da gelangt das Blatt über den Streckcylinder h und wird endlich auf die Walze i gewickelt. Zwischen dem Schleifcylinder und dem Streckcylinder ist aber
die rauh gemachte Oberfläche der Wirkung einer Circularbürste k ausgesetzt, welche alle lockeren Ueberreste, Staub oder Unreinigkeiten
von der Oberfläche des Blattes entfernt. l ist die mit
der losen und festen Rolle m versehene Hauptwelle. Der
Schleifcylinder g' wird von der großen Rolle c aus durch den Riemen n
getrieben. p ist eine Zwischenwelle mit einer conischen
Trommel q, welche mittelst des Riemens r von einer andern an die Treibwelle befestigten
conischen Trommel in Umdrehung gesetzt wird. Die Welle p
theilt der Rolle t mittelst des Riemens s eine langsame Bewegung mit. Die Rolle t enthält ein kleines Getriebe u, welches in das an der Achse der Streckwalze h befestigte Zahnrad v
greift. Diese Walze dreht
sich sehr langsam, und vermöge der Adhärenz an ihrer Oberfläche wird das
Kautschukblatt langsam durch die Maschine gezogen und auf die Walze i gewickelt, welche durch die Berührung mit dem
Streckcylinder in Umdrehung gesetzt wird. Der Schleifcylinder g' rotirt nach einer der Bewegung des Blattes entgegengesetzten Richtung
mit großer Geschwindigkeit, nämlich mit 800 bis 1000 Umdrehungen per Minute. Die Bewegung der Kautschukfläche läßt sich
durch Verschiebung des Riemens r längs der conischen
Trommeln reguliren. Die rotirende Bürste k wird von der
zweiten großen Rolle w der Hauptwelle aus mittelst des
Riemens x in Thätigkeit gesetzt; sie rotirt in der
nämlichen Richtung wie der Schleifcylinder. Durch Heben oder Senken des
Ausspannbretes e kann eine größere oder kleinere Fläche
des Kautschuks mit dem Schleifcylinder in Berührung gebracht werden.
Das an das Kautschukblatt zu befestigende Tuch ist an der Vereinigungsfläche mit
einer dünnen Schichte aufgelösten Kautschuks überzogen. Das Lösungsmittel wird
nachher wieder vollständig verdampft. Das auf diese Weise vorbereitete Tuch wird mit
dem zubereiteten Kautschukblatt mittelst starker Walzenpressung so innig vereinigt,
daß die mit einander verbundenen Flächen ohne irgend ein weiteres Bindemittel fest
an einander haften.
Fig. 14
stellt eine Maschine zur Vereinigung des Gewebes mit dem Kautschukblatt im
verticalen Längendurchschnitte dar. a* ist das
zubereitete Kautschukblatt; b* sind die beiden mit ihm
zu vereinigenden Tücher. Der Kautschuk ist auf der von der Maschine Fig. 12 kommenden Walze
i aufgerollt. b, b sind
die Walzen, auf welche das Tuch gewickelt ist. Zur Vereinigung der beiden Gewebe mit
dem Kautschukblatt dienen die schweren Preßwalzen c, d:
e und f sind zwei andere Walzen, welche nach
der nämlichen Richtung rotiren, wie die untere Preßwalze d. Sämmtliche vier Walzen werden mittelst eines geeigneten Räderwerks in
Umdrehung gesetzt. Die Walze i liegt seitwärts auf der
Walze e, und empfängt von der letzteren ihre Bewegung
vermöge der Reibung. Die oberen Flächen der beiden Walzen e und f und die Vereinigungsstelle zwischen
beiden Preßwalzen sollten alle in derselben geraden Linie liegen, damit die
Verbindung der drei Fabricate gleichzeitig an dieser Stelle stattfindet. Die auf der
Walze f ruhende Walze g
nimmt die mit einander verbundenen Fabricate auf. Soll der Stoff elastisch oder
dehnbar werden, so muß die Geschwindigkeit der Walze e
geringer seyn, als die der Walzen d und f, während diese stets mit gleicher Geschwindigkeit
rotiren. Hieraus folgt, daß das Kautschukblatt a* mit
dem obern und untern Fabricate in ausgedehntem Zustande vereinigt wird; der Grad der
Ausdehnung hängt von den
relativen Geschwindigkeiten der Walze e und der bei den
Walzen d und f ab. Sobald
nun das vereinigte Fabricat frei ist, so schrumpft es zu den ursprünglichen
Dimensionen des Kautschuks zusammen und kann bis zu den ursprünglichen Dimensionen
des Tuchs wieder ausgedehnt werden. Innerhalb dieser Gränzen ist das Fabricat
vollkommen elastisch. Für ein elastisches Fabricat eignet sich ein Tuch von offener,
dünner Textur am besten, indem dasselbe leichter zusammenschrumpft, als ein dichtes
Gewebe, welches durch die Contraction des Kautschuks leicht runzelig wird. Das
verbundene Fabricat wird schließlich einer Temperatur von 150 bis 200° Fahr.
(66 bis 93° Cels.) ausgesetzt, um eine vollständige Adhärenz der Theile
herzustellen, und die schädlichen Gerüche zu beseitigen. Das nach dieser Methode
erzeugte Fabricat dient zur Anfertigung von Schuhen, Gamaschen, Stiefeln, Gürteln,
etc.
Tafeln