| Titel: | Verbesserungen an den Durchschnitten, vom Maschinenbauer Legros in Reims. |
| Fundstelle: | Band 147, Jahrgang 1858, Nr. XCIV., S. 325 |
| Download: | XML |
XCIV.
Verbesserungen an den Durchschnitten, vom
Maschinenbauer Legros in Reims.
Aus Armengaud's Génie industriel, Novbr. 1857, S. 225.
Mit Abbildungen auf Tab.
VI.
Legros' Verbesserungen an den Durchschnitten.
Der Erfinder wendet zum Ausstoßen bestimmter Formen aus Eisen- und sonstigem
Metallblech die hydraulische Presse an. Diese Verbesserung ist besonders bei der
Fabrication solcher Gegenstände von praktischer Wichtigkeit, welche wegen ihrer
bedeutenden Dimensionen das Durchstoßen oder Durchschneiden schwierig und theuer
machen.
Um dieß durch ein Beispiel zu erläutern, wählen wir die Schutzplatten, welche an den
Langbäumen der Locomotiv- und Eisenbahnwagen-Gestelle angebracht sind.
Diese Platten bestehen aus Eisenblech, welches nicht unter 10 Millimeter dick seyn
darf, und müssen in der Mitte einen länglich-viereckigen Ausschnitt haben,
worin sich die Schmierbüchsen verschieben können. Um diesen Ausschnitt in einer
Platte von solcher Stärke herzustellen, bohrt man an den Schnittkanten eine Anzahl
von Löchern und haut das stehen gebliebene Metall mit einem Kreuzmeißel heraus,
welcher an einer Nuthstoßmaschine befestigt ist. Man wird leicht einsehen, daß ein
solches Verfahren zeitraubend und theuer seyn muß. Wenn daher viel solche Stücke
angefertigt werden sollen, so läßt sich dieß nicht schnell bewirken. –
Aehnlich verhält es sich mit den äußern Umrissen dieser Schutzplatten, indem
dieselben auch eine gewisse regelmäßige Gestalt haben müssen.
Wendet man aber zu dieser Arbeit die hydraulische Presse an, so erlangt man den
Vortheil, diese Arbeitsstücke weit schneller ausführen zu können, weil man
einerseits stets mehrere Stücke auf einmal durchstoßt, und andererseits die
Matrizen, die man hierzu anwendet, das Durchstoßen an allen Punkten zu gleicher Zeit
bewirken. Auf diese Weise erspart man viel an Arbeitslöhnen und erzielt eine größere
Regelmäßigkeit in den Formen und Verhältnissen der Arbeitsstücke.
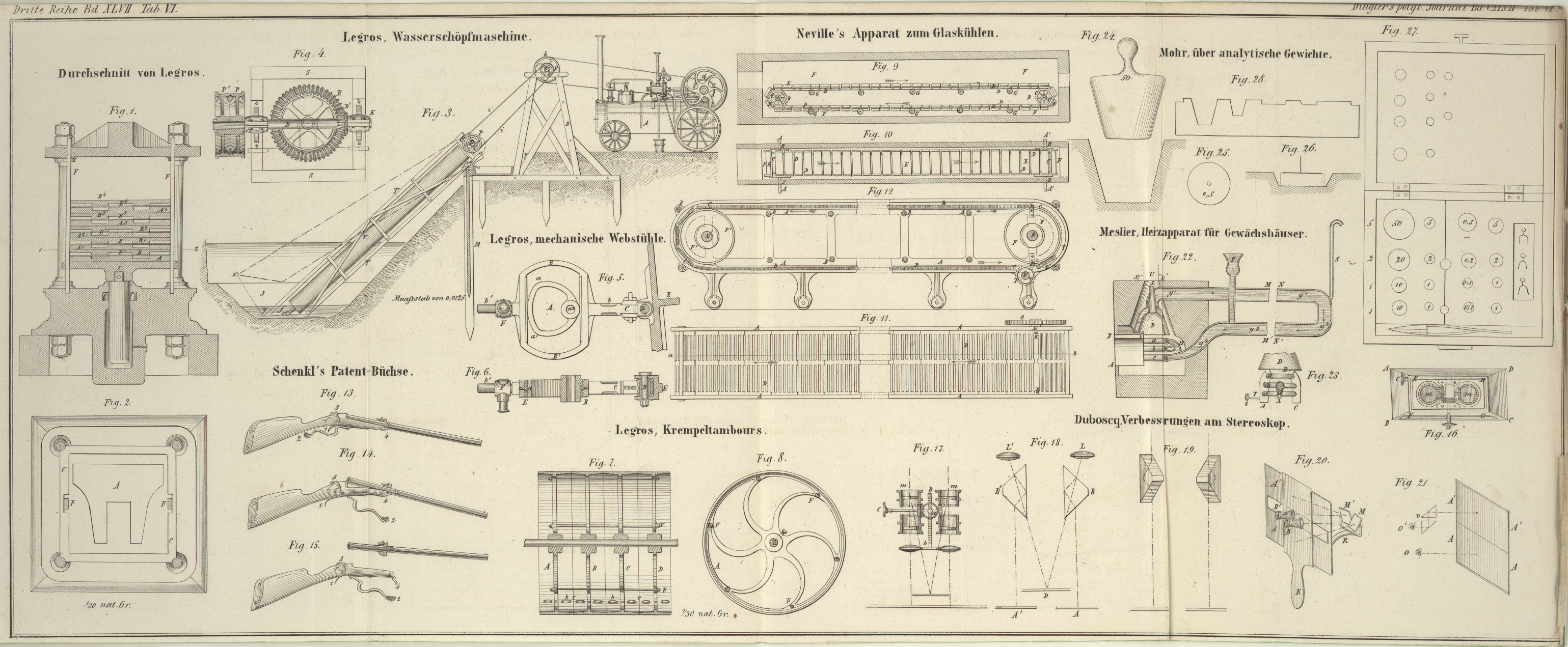
Man wird alle Einzelnheiten des Verfahrens, und folglich auch seine verschiedenen
Anwendungen, mit Hülfe der Figuren 1 und 2 leicht
begreifen.
Fig. 1 ist ein
senkrechter Durchschnitt durch die Achse des Pumpenkörpers einer hydraulischen
Presse, mit den Matrizen und den durchzustoßenden Platten.
Fig. 2 ist ein
horizontaler Durchschnitt des Apparates nach der Linie 1–2 in Fig. 1.
Man ersieht zuvörderst aus diesen Figuren, daß die Einrichtung so getroffen ist, um
auf einmal eine große Anzahl von Stücken zu durchschneiden, indem man die Matrizen
und die Platten zweckmäßig übereinander legt. So legt man auf die horizontale
gußeiserne Platte C, welche sich auf dem senkrechten
Kolben D der hydraulischen Presse befindet, die erste
Matrize A, die aus Stahl oder aus hartem Gußeisen, und
aus einem einzigen Stück, oder besser aus mehreren Stücken besteht, deren Vorsprünge
und Vertiefungen der auszustoßenden Form der eisernen Schutzplatten entsprechen.
Auf die Oberfläche dieser Matrize legt man die erste Platte E, in der in Fig. 1 angegebenen Lage;
dann unmittelbar darauf die zweite Matrize B, deren
Vertiefungen den Erhöhungen oder vollen Theilen der ersten Matrize A entsprechen.
Auf diese zweite Matrize legt man unmittelbar eine dritte A', die für das Durchstoßen gleicher Stücke dieselbe Form und dieselben
Dimensionen wie die ersteren hat. Nachdem sie mit einer zweiten Platte E' bedeckt ist, legt man eine vierte Matrize B' darauf, welche der zweiten B gleich ist.
Fährt man auf diese Weise fort, Platten und zweierlei Matrizen auf einander zu legen,
so ist man im Stande auf einmal eine Anzahl von Schutzplatten auszustoßen.
Aus Vorsicht kann man alle Platten und Matrizen der Art führen, daß sie sich während
des Kolbenaufganges nicht zu verschieben vermögen; dazu eignen sich z.B. zwei
verticale Stäbe, die man nach Belieben wegnehmen kann.
Nachdem die erwähnten Stücke auf diese Weise vorgerichtet worden sind, setzt man die
Presse in Betrieb, wo dann der Kolben und mit ihm Alles was er trägt, sich erhebt.
Da sich die Matrizen und die Platten nicht verschieben können, so müssen letztere
nothwendig durch die Kanten der vorspringenden Theile der erstem abgeschnitten
werden, welche in die entsprechenden Vertiefungen einzudringen streben.
Diese Arbeit dauert nicht lange, und man erlangt durch dieses Verfahren den Vortheil,
auf einmal 10, 15, 20 und mehr Schutzplatten ausstoßen zu können.
Tafeln