| Titel: | Dodds' Verbesserungen in der Cementstahl-Fabrication und über die Verwendung dieses Stahls als Eisenbahn-Material so wie zu anderen Zwecken. |
| Fundstelle: | Band 149, Jahrgang 1858, Nr. LIV., S. 181 |
| Download: | XML |
LIV.
Dodds' Verbesserungen in der Cementstahl-Fabrication
und über die Verwendung dieses Stahls als Eisenbahn-Material so wie zu anderen
Zwecken.
Nach Dodds' Vortrag in
der Institution of Mechanical Engineers. – Aus dem London Journal of arts, Mai 1858, S. 305, und dem
Mechanics'
Magazine Nr. 1810.
Mit Abbildungen auf Tab.
III.
Dodds, über Cementstahl-Fabrication.
Das gewöhnliche Verfahren bei der Cement- oder Brennstahl-Bereitung
besteht bekanntlich darin, die Eisenstäbe in abwechselnden Schichten, mit
Holzkohlenpulver zwischen denselben, in thönerne Kästen zu legen und nachdem dieselben auf diese
Weise angefüllt sind, obenauf eine Schicht von einer feuerfesten Substanz, wie Sand,
Lehm etc. zu bringen, um die äußere Luft auszuschließen. Hernach werden die
Zuglöcher in dem Gewölbe geöffnet, es wird der Ofen gefeuert und die Hitze 7 bis 9
Tage unterhalten. Man läßt dann den Ofen langsam so weit erkalten, daß man unter das
Gewölbe gelangen und die Cementirkästen entladen kann. Die Stabeisenstangen sind nun
in rohen Cementstahl, sogenannten Blasenstahl verwandelt; der ganze Proceß
beansprucht 16 bis 19 Tage. Der Blasenstahl wird nun entweder in Bündel oder Packete
zusammengelegt, in einem Ofen ausgeschweißt und dann ausgeschmiedet und ausgewalzt
(gegerbt), ein Proceß, der auch wohl wiederholt wird; oder man zerschlägt die
Cementstahlstäbe in Stücke, welche in Tiegeln, unter einer Decke geschmolzen, in
Eingüsse ausgegossen und auf diese Weise in Gußstahl verwendet werden, der
ausgeschmiedet und ausgewalzt wird.
Hr. Dodds von Rotherham verfolgte eine Reihe von
Versuchen, die einige Jahre früher in der Stahlfabrik seines Vaters, mit mehr oder
weniger gutem Erfolg, ausgeführt worden waren, und construirte einen Ofen, welcher
geladen und entladen werden kann, ohne daß die Hitze in demselben sich wesentlich
vermindert. Man erspart daher zuvörderst die Zeit, welche bei dem gewöhnlichen
Verfahren zur Abkühlung des Ofens erforderlich ist, damit ein Arbeiter in denselben
gelangen kann. Ueberdieß gelang es ihm durch Abänderung der
Cementirungs-Materialien den Proceß zu beschleunigen. Die Feuerung des Ofens,
welche bei dem alten Verfahren 7 bis 9 Tage dauerte, braucht bei seinem Verfahren
nur 3 bis 5 Tage unterhalten zu werden. Die Oefen sind in beiden Fällen von
ähnlicher Größe und auch die Materialien, mit denen sie betrieben werden, sind fast
dieselben. Die dadurch erzielte Ersparniß an Brennmaterial (Steinkohlen) beläuft
sich auf 50 Proc.; noch mehr wird an Zeit gespart, ohne daß die Qualität des
Products im Geringsten beeinträchtigt wird.
Dodds' Verfahren zur Bereitung des Cementstahls besteht
darin, das Eisen in dem Ofen mit Holzkohle zu bedecken, die mit etwa 6 Proc. Kalk
und etwa 2 Proc. calcinirter Soda vermengt ist, und dann das Ganze einer starken
Steinkohlenfeuerung auszusetzen, welche gewöhnlich 75 Stunden oder 3 1/8 Tage
unterhalten wird. Nachdem man dann den Ofen nur wenig abkühlen ließ, werden die
vollständig cementirten Stäbe aus demselben gezogen.
Da die Verwandlung der Eisenstäbe in Cementstahl nur nach und nach von Außen nach
Innen fortschreitet, so kann sie auf einer beliebigen Gränze unterbrochen werden,
indem man die Stäbe aus dem Ofen nimmt. Man kann somit der entstehenden äußern Rinde von reinem
Stahl jede erforderliche Dicke ertheilen, während im Innern ein Kern von Stabeisen
bleibt. Auf diese Weise erhält man ein Material, welches für manche Zwecke weit
besser, als Eisen oder Stahl für sich allein ist, indem es die Härte des Stahls mit
der Zähigkeit des Stabeisens verbindet.
Wir wählen als Beispiel der Anwendung dieses wichtigen Processes die Härtung der
Laufbahn der Eisenbahnschienen, welche man gegen die Abnutzung durch die darauf
rollenden Räder dadurch schützt, daß man auf ihrer Oberfläche eine Stahldicke von
3/16 Zoll erzeugt. Eine solche, mit Stahl umgebene Schiene, deren Kern aus
unverändertem zähen Eisen besteht, wird wenigstens eine dreimal längere Dauer haben,
als eine gewöhnliche. Den daraus hervorgehenden ökonomischen Vortheil kann man auf
folgende Weise annähernd schätzen: Nimmt man die Gesammtlänge der englischen
Eisenbahnen zu 8000 englischen Meilen an und rechnet auf jede Meile
doppeltgeleisiger Bahn 220 Tonnen (à 20 Ctr.)
Schienen, so macht dieß 1,700,000 Tonnen, welche à 8 Pfd. Sterling per Tonne 14,080,000
Pfd. St. tosten. Sie müssen, wie man annehmen kann, alle 7 Jahr mit neuen
ausgewechselt werden, während Schienen mit stählernen Oberflächen wenigstens dreimal
so lange, also 21 Jahre dauern würden:
Bei den jetzigen Schienen (von gepuddeltem
Eisen) würde eine dreimalige Erneuerung
ders. kosten 3 × 14,080,000 Pfd. St.
42,240,000 Pfd. St.
Davon geht ab der Werth von zwei Sätzen
alter Schienen, zum halben Preise
14,080,000
„ „
––––––––––––––––
Gesammtkosten in 21 Jahren
28,160,000
„ „
Verstählte Schienen, à 9 Pfd. St. 10 Shill. die Tonne
16,720,000
„ „
––––––––––––––––
Es wird demnach bloß an Schienen
erspart
11,440,000 Pfd. St.
Da zwei Auswechselungen erspart werden, so dürfte sich auch eine Auswechselung von
Schwellen ersparen lassen, und dieß würde betragen:
Für 8000 Meilen Schwellen, 28,000,000
Yards, per Stück
4 Shilling
5,600,000 Pfd. St.
Das Legen à 1 Shilling per Yard
1,400,000
„ „
––––––––––––––––
Ersparung in 21 Jahren
18,440,000 „ „
––––––––––––––––
„ in einem
Jahre
878,095 Pfd.
St.
Dieß beträgt auf die englische Meile eine jährliche Ersparniß von 110 Pfd. Sterl.
Auch die Weichenzungen und Schienen für die Kreuzungen werden, von demselben Material
angefertigt, wesentliche Ersparungen gewähren, besonders auf den Stationen wo ein
sehr bedeutender Güterverkehr statt findet, folglich die Abnutzung dieser Theile gegenwärtig
sehr bedeutend ist und öftere Auswechselungen erforderlich sind.
Es versteht sich von selbst, daß derselbe Proceß auch für andere Gegenstände aus
Stabeisen, welche eine gewisse Härte beanspruchen, zu empfehlen ist.
Hr. Dodds befolgte, wie erwähnt, bei der Construction
seines Ofens das Princip, ihn so lange im Feuer zu erhalten, bis man ihn wegen
erforderlicher Reparaturen außer Betrieb setzen muß.
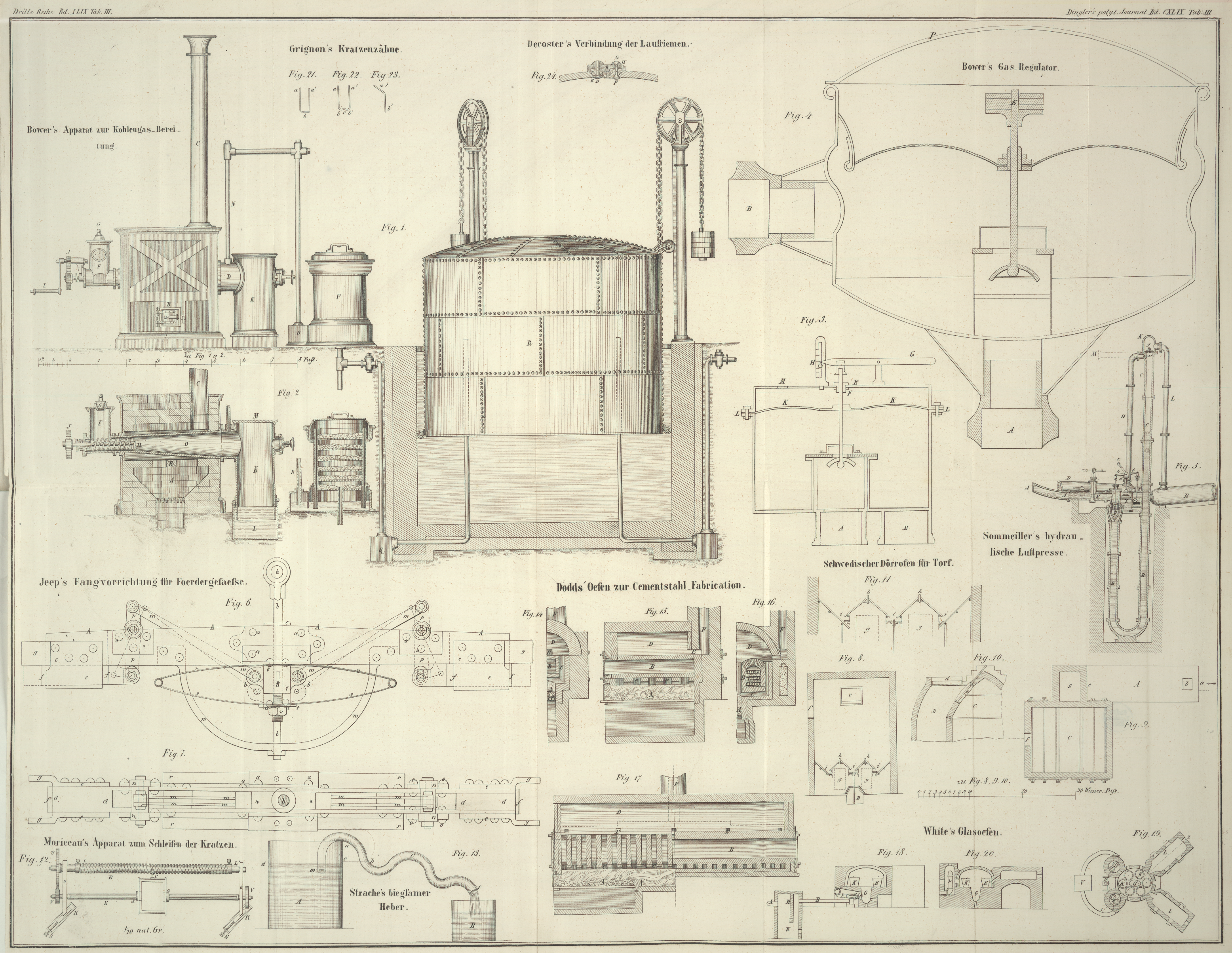
Fig. 14, ein
halber Querdurchschnitt des Ofens, und Fig. 15 ein
Längendurchschnitt durch die Mitte, zeigen einen einfachen Ofen mit einem
Cementirkasten, welcher nur an einem Ende offen ist; Fig. 16 und 17 stellen in
ähnlichen Durchschnitten einen doppelten Ofen mit zwei Kästen dar, welche an beiden
Enden offen sind. Dieselben Buchstaben bezeichnen in allen Figuren entsprechende
Theile. A ist der Feuerrost unter den Cementirkästen B, B, welcher mit einer Reihe von Canälen C, C in Verbindung steht, die zu beiden Seiten der
Kästen zu der Kuppel D gehen, aus welcher die Oeffnungen
E, E in die Esse F
führen. Eine Esse ist in der Mitte an jeder Seite des Doppelofens angebracht und
veranlaßt eine gleichförmige Vertheilung der Hitze durch den Ofen. Alle inneren
Theile, welche der unmittelbaren Einwirkung des Feuers ausgesetzt sind, bestehen aus
feuerfesten Steinen.
Bei den Oefen, worin Eisenbahnschienen verstählt werden, ist ein krahnartiger Apparat
angebracht, um die Schienen genau horizontal einzuführen und auf das Cementirpulver
zu legen. Nachdem eine Lage eingebracht ist, wird mit einer großen Schaufel das
Cementirmaterial eingeführt und recht gleichförmig über den Schienen verbreitet; die
Dicke einer solchen Schicht beträgt etwa 3/4 Zoll. Auf diese Schicht kommt wieder
eine Schienenlage, dann wieder eine Cementirpulverschicht u.s.f. bis der Kasten
beladen ist, worauf die Thür an seinem Ende verschlossen und verstrichen wird. Es
beginnt alsdann der Cementirproceß; während des Ladens ist die Temperatur im Ofen
nur wenig vermindert worden. Beim Herausnehmen der cementirten Stäbe etc. aus dem
Ofen, wird das Pulver in einen eisernen Kasten gezogen, und wenn derselbe voll ist,
so wird etwas Wasser darauf gesprengt und ein dicht schließender Deckel darauf
gelegt, um die atmosphärische Luft abzuhalten. Auf diese Weise bleibt der größte
Theil des Cementirpulvers für die folgenden Processe erhalten; es hat sich gezeigt,
daß es für drei aufeinander folgende Chargen benutzt werden kann, wenn man jedesmal
nur etwa 10 Procent frisches Material zusetzt.
Eigenthümlich geformte Artikel erfordern natürlich besondere Ofeneinrichtungen, wie
z.B. die Verstählung der Radkränze; die Härtung ihrer Lauffläche vermindert die für
die Eisenbahnzüge erforderliche Triebkraft wesentlich, weil beim Rollen von Stahl
auf Stahl die Reibung sehr gering ist. Auch Achsen- oder Zapfenlager, sowohl
für Maschinen, als für Tender und Wagen, werden zweckmäßig mit einer Stahloberfläche
versehen. Außer diesen schweren Artikeln können aber auch sehr viele andere,
kleinere und leichtere, ebenfalls mit Vortheil dem Proceß unterworfen werden; dahin
gehören Werkzeuge und Geräthe, die aus Stabeisen geschmiedet und dann theilweis oder
gänzlich in Stahl umgewandelt werden. Der Verfasser hat selbst sehr gute schneidende
Werkzeuge, welche auf diese Weise verfertigt wurden, in Gebrauch. Schaufeln und
viele andere derartige Gegenstände, wie sie im Haushalt und in der Landwirthschaft
benutzt werden, lassen sich, nachdem sie aus Eisen angefertigt und auf die
erforderliche Tiefe in Stahl umgewandelt wurden, eben so gut schleifen und
abrichten, wie die von vorn herein aus Stahl hergestellten. Feilen werden aus
Stabeisen geschmiedet, dann gehauen, hierauf cementirt und endlich gehärtet.
Tyres mit verstählter Lauffläche sind seit längerer Zeit in England auf der
Caledonischen und auf der Midland-Bahn in Gebrauch und haben nur wenig durch
die Reibung gelitten. Auf der London-Brücke-Station hat man Schienen
mit Stahloberfläche 18 Monate lang bei einem sehr starken Güterverkehr benutzt, ohne
daß sie wesentlich abgenutzt wurden, während gewöhnliche Schienen nach drei Monaten
ausgewechselt werden mußten.
Tafeln