| Titel: | H. Nischwitz's Vorrichtung zum Gießen von Rädern für Eisenbahnwagen mit harten Reifen. |
| Autor: | W. Hauff |
| Fundstelle: | Band 150, Jahrgang 1858, Nr. V., S. 12 |
| Download: | XML |
V.
H. Nischwitz's Vorrichtung zum Gießen von
Rädern für Eisenbahnwagen mit harten Reifen.
Mit Abbildungen auf Tab.
I.
Nischwitz's Vorrichtung zum Gießen von Rädern für Eisenbahnwagen
mit harten Reifen.
Es sind sehr häufig und meist verfehlte Versuche gemacht worden, die Räder für
Eisenbahnwagen so zu gießen, daß die Reife gleichmäßig
hart sind, und je härter die Reife gemacht werden können, desto besser. Daß
Eisenguß, wenn er schnell abgekühlt wird, vollkommen hart wird, ist allbekannt, es
ist aber nie gelungen, den Reif eines Rades gleichmäßig hart herzustellen, ohne
dessen Haltbarkeit zu beeinträchtigen und ohne die Härte auch auf die Nabe
auszudehnen, welche der Arbeit wegen, die damit vorgenommen werden muß, nicht hart
seyn darf. Und wenn der Reif bloß an einzelnen Stellen hart, an andern dagegen
wieder weicher ist, so ist nichts gewonnen, weil sich die weichen Stellen früher
ausnützen als die harten, wodurch das Rad ganz unrund wird. Bis zu einem gewissen
Grad hängt die Härte des Eisens auch von dem Gehalt an Kohlenstoff ab, und es kann
daher auch durch die Auswahl der richtigen Mischung etwas gewonnen werden.
Die in unseren Abbildungen gegebene Vorrichtung besteht darin, die Gußform auf eine
drehbare, verticale Achse zu stecken, so jedoch daß die Achse, während sie gedreht
wird, zugleich geneigt werden kann, so daß ein gegossenes Metall gegen den Rand
hingetrieben wird. Dieß bietet den Vortheil, daß der Radreif aus härterer Mischung
gegossen werden kann, als
der innere Theil des Rades, und daß sich dieser Reif schneller abkühlt, als wenn die
ganze Masse des Eisens auf einmal eingegossen wird.
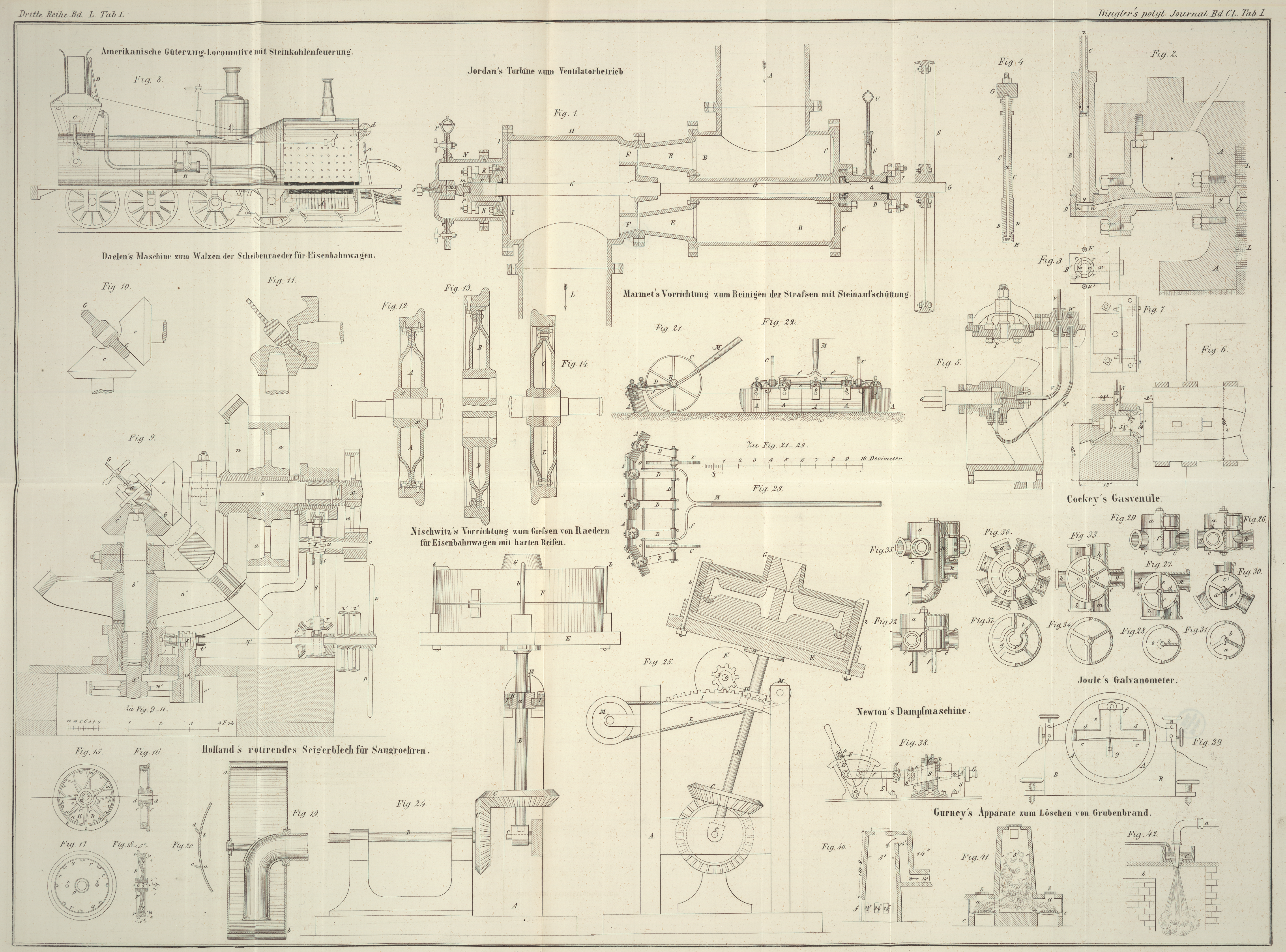
Fig. 24
stellt eine Seitenansicht der Vorrichtung theilweise im Durchschnitt dar.
Fig. 25 ist
eine vordere Ansicht derselben, mit der Gußform im Durchschnitt.
Gleiche Buchstaben in beiden Figuren beziehen sich auf dieselben Theile der
Maschine.
In einem hölzernen Gestell A von gehöriger Höhe und
Stärke ist eine verticale Achse B so angebracht, daß sie
vermittelst eines Räderwerkes C, C und einer
horizontalen Achse D, welche letztere durch irgend eine
Kraft in Bewegung gesetzt wird, gedreht werden kann. Diese Achse B trägt eine Plattform E,
welche vermittelst einer an der Achse festen Scheibe a
durch Schrauben fest damit verbunden ist, und auf dieser Plattform wird die Gußform
F durch die Haken b, b,
b befestigt. Die Gußform ist auf gewöhnliche Art eingerichtet, und besteht
aus zwei eisernen Rahmen, welche durch in einander passende Ränder und Anschläge
sicher zusammenpassen und gerade groß genug sind, um das zu gießende Modell
aufzunehmen. Der obere Rahmen ist mit dem Mundstück G
versehen, durch welches das geschmolzene Metall eingegossen wird.
Der untere Theil der Achse B ist durch einen Stift c geführt, um welchen sie sich nach einer Richtung hin
drehen kann, wie dieß in Fig. 25 vorgestellt ist.
Dieser Stift liegt genau in der Drehungsachse der horizontalen Achse D, so daß durch eine Neigung der Achse B der Eingriff des Räderwerkes C,
C nicht gestört wird. Weiter oben bei d ist die
Achse eingedreht, und durch ein Lager H geführt, welches
sich in einer vom Mittelpunkt des Stiftes c
beschriebenen, kreisförmigen Bahn I verschiebt und
führt. Die obere Seite dieser Bahn ist mit Hähnen versehen, in welche ein kleines
Zahnrad J eingreift, welches sich auf einer mit dem
Lager H fest verbundenen Achse e dreht. Eine Rolle K steckt auf derselben
Achse und ein Seil L ist von dieser Rolle über zwei
andere Rollen M, M geschlungen, welche am Gestelle A fest sind. Das Drehen der Achse e, welche zu diesem Zweck mit einer Kurbel versehen ist, hat ein Anspannen
des Seils und ein entsprechendes Neigen der Achse B
zufolge.
Die Operation geschieht folgendermaßen:
Das Modell wird in der Form abgedruckt, so lange dieselbe von der Achse entfernt ist,
so daß dabei nichts außergewöhnliches zu beobachten ist, und um das Hin- und
Hertragen derselben zu erleichtern, ruht der untere Theil der Form auf einer
besondern mit Vorsprüngen versehenen Unterlage. Wenn nun Alles in Richtigkeit ist,
wird die Form mit sammt der Unterlage auf der Plattform E befestigt und das
flüssige Metall eingegossen, und zwar wird zuerst nur wenig von der harten Mischung
eingegossen, gerade genug um den Reif zu bilden, wobei die Form in fortwährender
Drehung erhalten und die Neigung der Achse beständig verändert wird. Die Praxis muß
lehren, wie lange diese Operation fortgesetzt werden muß, um den Reif vollständig zu
bilden. Ist dieß geschehen, so wird das weichere Metall eingegossen, wobei die Form
in horizontaler Stellung erhalten wird und kein Drehen der Achse mehr nöthig ist, da
durch die Bewegung das Abkühlen des Eisens beschleunigt wird. Diese Vorrichtung ist
die Erfindung des Hrn. Heinrich Nischwitz in
New-York und wurde im December vorigen Jahres in den Vereinigten Staaten
patentirt.
W. Hauff
in New-York.
Tafeln