| Titel: | Verbessertes Verfahren bei der Erzeugung von Schmiedeeisen und Stahl, nach H. Bessemer. |
| Fundstelle: | Band 151, Jahrgang 1859, Nr. LXIX., S. 276 |
| Download: | XML |
LXIX.
Verbessertes Verfahren bei der Erzeugung von
Schmiedeeisen und Stahl, nach H. Bessemer.
Aus dem London Journal of arts, August 1858, durch das
polytechnische Centralblatt, 1858 S. 1551.
Mit Abbildungen auf Tab.
IV.
Bessemer's verbessertes Verfahren bei der Erzeugung von
Schmiedeeisen und Stahl.
Das nach dem Bessemer'schen Verfahren dargestellte
Schmiedeeisen oder der Stahl wird nicht selten blasig, oder auch kaltbrüchig. Um
dieß zu umgehen, stellt
Bessemer bei seinem jetzigen Verfahren (patentirt für
England den 6. November 1857) eine
kreisförmige Form an einer verticalen Welle auf, die mit sehr großer Geschwindigkeit
umgedreht wird. In der Mitte der Form befindet sich eine Scheibe aus feuerfestem
Thon, Stein oder Holz und um diese herum ist ein ringförmiger freier Raum, etwa von
der Gestalt eines Schwungradringes. Oben ist die Form in der Mitte offen, an der
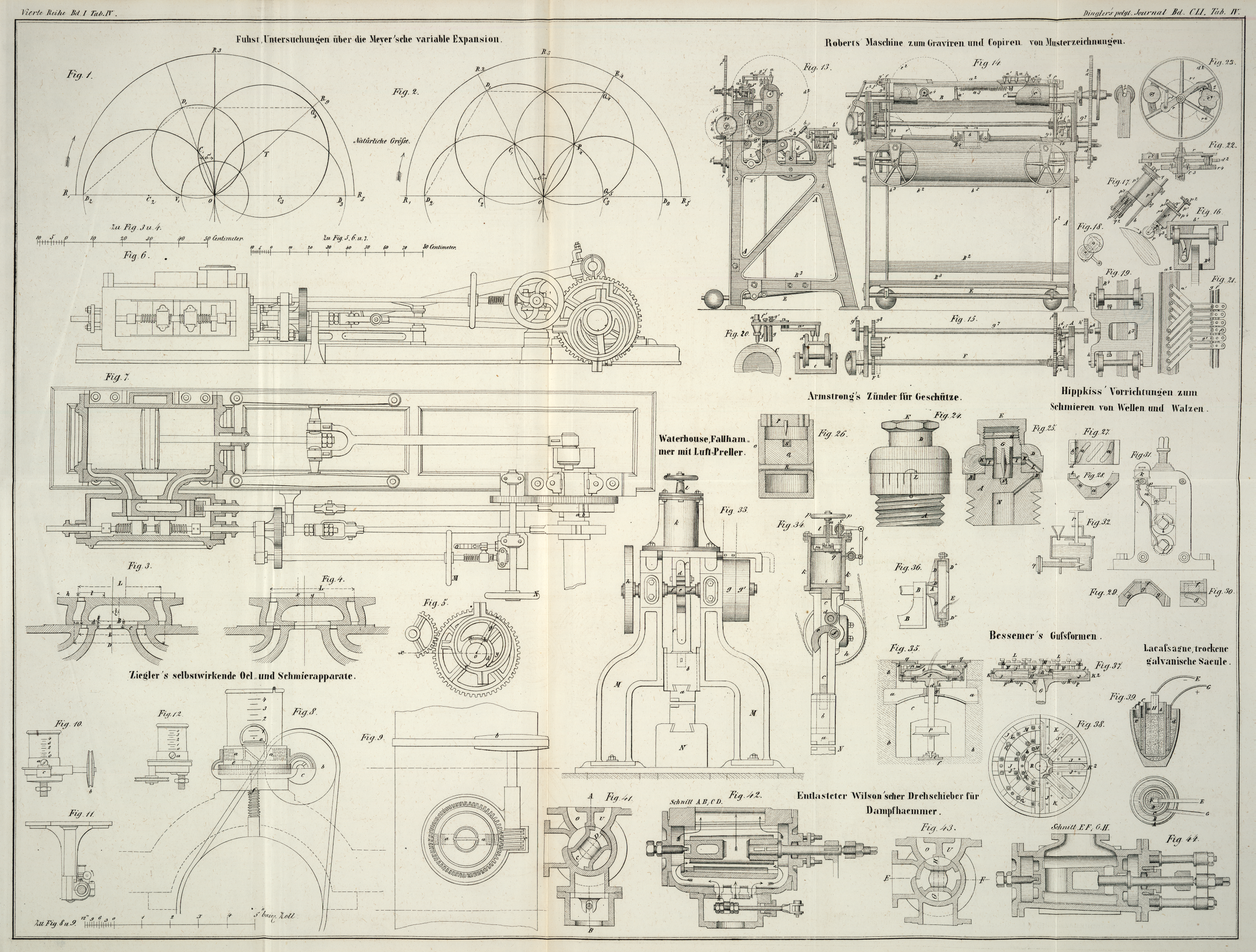
Seite aber bedeckt, wie Fig. 35 der zugehörigen
Abbildungen zeigt.
Das Mauerwerk b, in welches das feste eiserne Gestelle
a eingemauert ist, enthält einen unter die
Hüttensohle versenkten schachtförmigen Raum c, welcher
oben durch eine in der Mitte offene Platte g bedeckt
ist. Die verticale Achse d des Apparates ruht unten in
einem auf die Fundamentmauer f aufgeschraubten Fußlager
e und oben in einem Halslager g, welches in dem eisernen Gestelle a liegt.
Auf das obere, schwach conisch zulaufende Ende dieser verticalen Achse ist die
Scheibe h aus Schmiedeeisen oder Stahl aufgesetzt, und
mit dieser ist wieder die untere Hälfte m der
kreisförmigen Form durch Schrauben oder Niete verbunden. Diese letztere ist so hoch,
daß sie die obere Hälfte m' der Form vollständig umfaßt,
und beide Hälften sind aus Schmiedeeisen oder Stahl herzustellen, weil Gußeisen kaum
im Stande ist, bei dem hohen Grade von Centrifugalkraft, welcher durch die
erforderliche, große Umdrehungsgeschwindigkeit hervorgerufen wird, den gehörigen
Widerstand zu leisten. Der mittlere Theil der unteren Formhälfte enthält eine
Scheibe aus feuerfestem Thon oder feuerfesten Ziegeln mit einer Erhöhung in der
Mitte, um das nahe der Mitte bei t eingegossene Metall
möglichst gleichförmig über die Fläche der Form zu vertheilen. Zu demselben Zwecke
genügt auch eine Scheibe aus Holz oder irgend einer anderen, die Wärme schlecht
leitenden Substanz, an welcher das Metall sich nicht anhängt. Die beiden Formhälften
sind durch Keile n, o mit einander verbunden.
Vermittelst der Riemenscheibe p erhält die Form in der
Minute 500–2000 Umdrehungen.
Das Metall wird in die Mitte der Form eingegossen, und zwar von einer solchen Höhe
herab, daß es sich in zahllose Kügelchen zertheilt; diese Kügelchen sammeln sich am
Umfang der Form wieder und werden hier unter dem von der Centrifugalkraft ausgeübten
Drucke in eine dichte Metallmasse umgewandelt, deren Querschnittsform von der innern
Gestalt der Form abhängt. Sind die zu bildenden Ringe für das Auswalzen zu Blech
bestimmt, so muß die Form aus einem senkrechtstehenden Cylinder bestehen, so daß man
ein breites cylindrisches Metallband erhält, dessen Dicke man nach Belieben
bestimmen kann. Da das flüssige Metall langsam in die Form eingegossen wird und in
derselben sich zu einer dichten Masse anhäuft, so kann man sehr leicht die Qualität des Metalls während
des Processes selbst ändern, entweder plötzlich oder allmählich, so daß ein Gußstück
nach und nach aus Stahl in Eisen oder aus hartem Stahl in weichen Stahl oder
plötzlich aus Stahl in Eisen übergeht. Den allmählichen Uebergang aus Stahl in Eisen
erzielt man dadurch, daß man, unter fortgesetzter Zuführung von Luft, Stahl in die
Form eingießt. Es besteht dann die äußerste Schicht des Ringes aus Stahl; nach Innen
zu aber geht der Ring mehr und mehr in Eisen über. Sollen beide Qualitäten plötzlich
in einander übergehen, so gießt man beide in der Art in die Form ein, daß man erst
einen Tiegel mit Stahl und dann einen mit Eisen, oder umgekehrt, leert. Damit die
sich verdichtende Masse an der Oberfläche nicht oxydirt wird, führt man
Kohlenwasserstoff oder irgend ein anderes Gas, in welchem Sauerstoff nicht oder
nicht vorwaltend enthalten ist, in die Form während ihrer Drehung ein; zu demselben
Zwecke kann man sich eines Flußmittels bedienen.
Fig. 36 zeigt
den Durchschnitt eines um eine horizontale Achse rotirenden Apparates zur Bildung
ringförmiger Stäbe aus Eisen und Stahl. A bezeichnet die
Achse, um welche die Form rotirt, B ein eisernes
Lagergerüst, das wie der Reitstock einer Drehbank geformt ist, und in dem die Achse
A aufruht. Die eine Hälfte der Form D besteht aus einer flachen Scheibe, welche mit der
Achse A verbunden ist und durch eine
Flantschenverbindung sich an eine zweite Scheibe D* so
anschließt, daß beide Scheiben zusammen die ringförmige Gußform bilden. Die ganze
Vorrichtung wird in rasche Umdrehung gesetzt, und dann das flüssige Metall aus dem
Schmelztiegel bei E eingegossen. Die Form muß so lange
in Drehung erhalten werden, bis das ganze Metall fest geworden ist, worauf der
Apparat in Stillstand versetzt, die Form aufgeschraubt und der Metallring
herausgenommen wird. Wenn man Formen aus Sand, Lehm oder irgend einem anderen
schlechten Wärmeleiter, kalt oder warm, anwendet, so kann man auch den ringförmigen
Raum, der für die Aufnahme des Metalls bestimmt ist, verschließen und nur kleine
Oeffnungen für den Durchgang des in der Mitte der Form eingegossenen Metalls lassen.
Dasselbe gilt auch für die oben beschriebenen Formen.
Sind die Eisen- oder Stahlringe zur Herstellung von Eisenbahnschienen
bestimmt, so gibt man ihnen quadratischen oder rectangulären Querschnitt oder eine
solche Querschnittsform, welche der der fertigen Schiene sich schon mehr oder
weniger nähert. Will man die Schienen in der Ringform fertig walzen, so verfährt man
auf folgende Weise. Nachdem der Ring bei einer der Beschaffenheit des Metalls
angepaßten Temperatur zwischen die Furchen eingeführt worden ist, werden unter
beständiger rascher
Drehung der Walzen und des Ringes die Stellschrauben des Walzwerks allmählich mehr
und mehr angezogen, bis die Schiene den gewünschten Querschnitt hat. Darauf wird sie
durch eine Kreissäge zerschnitten und endlich gestreckt. Statt die Schiene in der
Ringform fertig zu walzen, kann man auch das Walzen des Ringes bei einem gewissen
Stadium unterbrechen, den Ring zerschneiden und dann das Fertigwalzen auf einem
gewöhnlichen Walzwerk bewirken.
Wenn man die Eisen- oder Stahlkolben in Ringform auswalzt, so gewinnt man
durch die ununterbrochene Bewegung des Metalls nach einer und derselben Richtung den
Vortheil, daß man die Walzen schneller laufen lassen kann als bei den gewöhnlichen
Walzwerken. Rechnet man hierzu den Arbeits- und Zeitverlust, der mit dem
Zurückgeben der Stäbe nach jedem Durchgange bei den gewöhnlichen Walzwerken
verbunden ist, so ergibt sich für das Ringwalzen bis zum fertigen Zustande ein nicht
unerheblicher Gewinn. Auch an Material erspart man, weil das Geradschneiden
wegfällt. Die Verstärkung des Drucks zwischen den Walzen während des Ganges bringt
man entweder durch eine Räderübersetzung auf die Stellschrauben, oder durch
hydraulische Pressen hervor. Will man auf diese Weise sehr lange Stäbe walzen, so
muß man das gemauerte Fundament des Walzwerks mit einer Grube zur Aufnahme des
Ringes, der unter diesen Umständen natürlich einen sehr großen Durchmesser erhält,
versehen.
Sollen die Kolben beim Guß nicht die Ring-, sondern die gewöhnliche Stabform
erhalten, so wendet man eine rotirende Gußform mit mehreren Abtheilungen an, oder
man setzt mehrere einzelne Formen zu einer einzigen zusammen und läßt diese um eine
gemeinschaftliche Drehachse rotiren. Diese Formen kommen dann mit ihrer
Längenrichtung radial zu liegen und können jeden beliebigen Querschnitt haben. In
dieser Weise ist der in Fig. 37 und 38
dargestellte Apparat construirt. Fig. 37 zeigt denselben
im Verticaldurchschnitt durch zwei Formen und Fig. 38 zur Hälfte im
Grundriß und zur Hälfte im Horizontaldurchschnitt.
G ist die verticale Welle, welche durch eine
Riemenscheibe in Umdrehung gesetzt wird, K eine Scheibe
aus hämmerbarem Eisen oder Stahl mit der auf die Welle G
aufgepaßten Nabe K¹ und einem aufgebogenen Rande
K², welcher zum Festhalten der einzelnen
Stabformen J dient. Jede Form besteht aus zwei Theilen,
einem Unterkasten mit Flanschen J* zu beiden Seiten,
vermittelst welcher derselbe an der Scheibe K
festgeschraubt wird, und einem Oberkasten, der an seinem äußersten Ende sich gegen
den Rand K² anlegt und oben durch die
Stellschrauben L festgehalten wird. Die Stellschrauben
L gehen durch die Ringe M hindurch und
letztere werden wieder vermittelst der Säulen N in
geeigneter Entfernung über den Scheiben K festgehalten,
indem die unteren Enden dieser Säulen durch die Flantschen der Unterkästen, sowie
der Scheibe K, hindurch gehen und hier vermittelst der
Muttern P befestigt sind, während ihre oberen Enden
durch die Muttern Q mit den Ringen M verbunden sind. Vermittelst dieser Anordnung wird es
möglich, den Oberkasten zu entfernen; zu diesem Zwecke schraubt man die
Stellschrauben L so hoch, daß die unteren Flächen der
Oberkästen über den Rand K² zu liegen kommen, und
schiebt dann die Oberkästen nach der Seite hin ab. Dann kann man die gegossenen
Stäbe leicht aus der Form herausheben.
In Fig. 38
sind acht Formen dargestellt, die um eine gemeinschaftliche Achse herum gruppirt
sind; es entsteht somit ein achteckiger freier Raum, der mit feuerfesten Ziegeln R ausgefüttert ist, welche so viel Durchgangsöffnungen
haben, als Formen vorhanden sind. Außerdem befindet sich in dem Ziegelfutter auch
noch oben eine Oeffnung, durch welche das flüssige Metall eingegossen wird. Die
Ziegel kann man, jedoch weniger zweckmäßig, durch Sand oder Lehm ersetzen.
Tafeln