| Titel: | Maschine zur Fabrication der Stecknadeln; von Conrad Rauschenbach in Schaffhausen. |
| Fundstelle: | Band 157, Jahrgang 1860, Nr. LX., S. 269 |
| Download: | XML |
LX.
Maschine zur Fabrication der Stecknadeln; von
Conrad Rauschenbach in
Schaffhausen.
Aus Armengaud's Génie industriel, Mai 1860, S.
251.
Mit Abbildungen auf Tab.
IV.
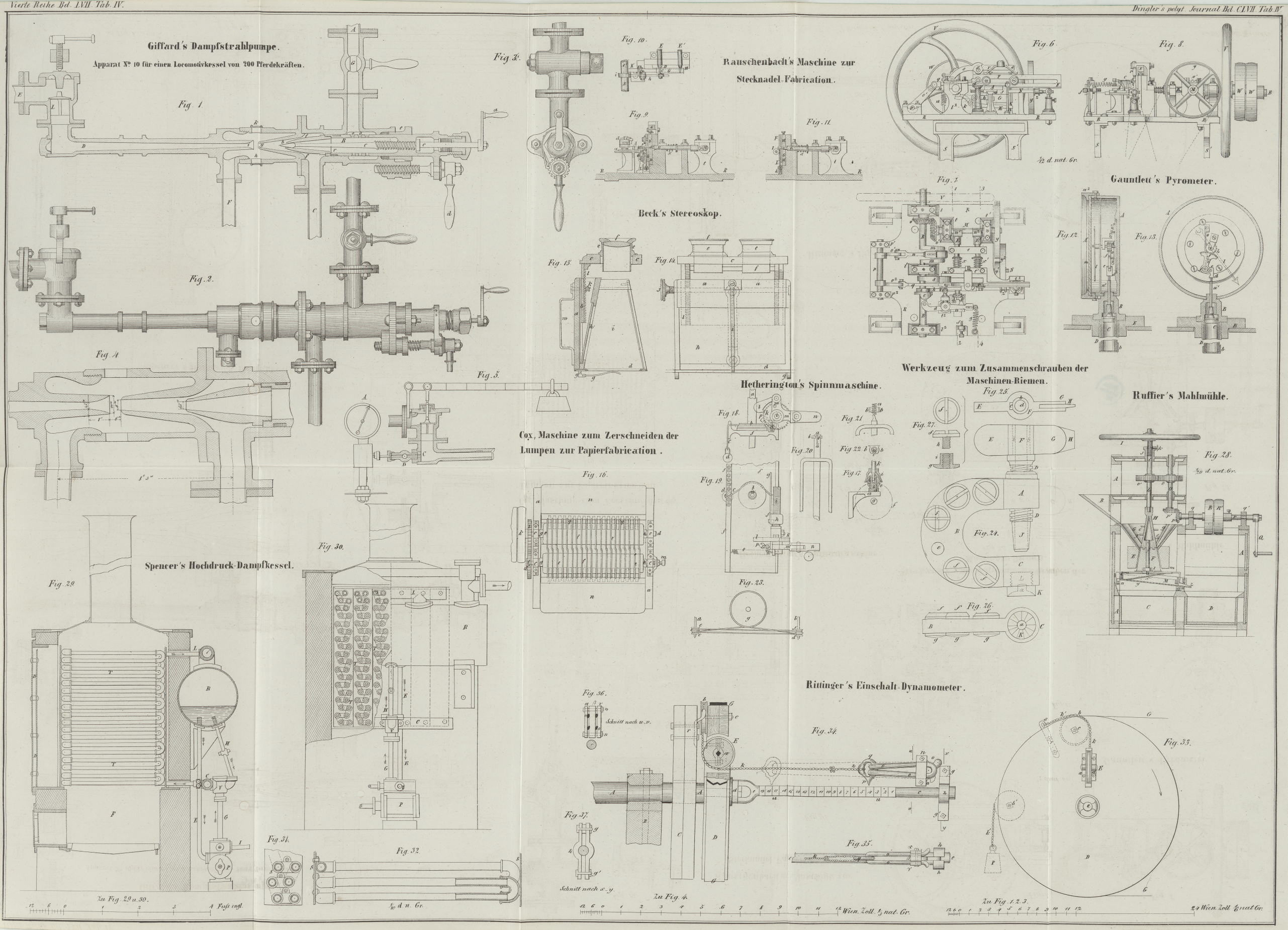
Rauschenbach's Maschine zur Fabrication der
Stecknadeln.
Die bis jetzt im Gebrauche gewesenen Maschinen zur Stecknadelfabrication sind im
Allgemeinen sehr complicirt wegen der verschiedenen Operationen, welche sie
verrichten müssen, nämlich: das Abschneiden der Nadeln von einem Metalldraht nach
ihrer Länge, das Anköpfen und Anspitzen derselben.
Bei dem niedrigen Preise der Nadeln ist es von Wichtigkeit, dieselben mit der größten
Schnelligkeit anzufertigen, und zwar mittelst Maschinen, welche hinsichtlich ihrer
Theile auf die durchaus nöthige Anzahl beschränkt sind und so gehandhabt werden
können, daß eine regelmäßige Fabrication stattfindet.
Dieses Ziel hat Rauschenbach bei der Construction der ihm
in Frankreich am 24. März 1859 patentirten Maschine zu erreichen sich bestrebt.
Fig. 6 ist
eine Seitenansicht dieser Maschine;
Fig. 7 ein
Grundriß derselben, entsprechend der Fig. 6;
Fig. 8 eine
Vorderansicht der Maschine;
Fig. 9 ein
verticaler Durchschnitt des obern Theils der Maschine nach der Linie 1–2 des
Grundrisses;
Fig. 10 ein
horizontaler Durchschnitt in der Höhe der Vorrichtungen für das Anköpfen der
Nadeln;
Fig. 11 ein
verticaler Durchschnitt nach der Linie 3–4 des Grundrisses.
Die Maschine besteht aus einer starken Grundplatte R, auf
welcher die Anwellböcke etc. l, l¹, l², u. t, t¹,
t² mit den hauptsächlichsten Bewegungswellen
stehen. Diese Grundplatte wird von einem doppelten Gestelle s, s' getragen.
Wenn man dem Gange der Fabrication folgt, wird man eine genauere Kenntniß von der
Einrichtung der Maschine erhalten.
Der zur Verarbeitung bestimmte Draht wird in die Maschine mittelst einer Art von
Zange eingeführt, welche aus einem Coulissenstücke a,
einem beweglichen
Winkelstück oder einer Backe A, und einer an dem Theile
a sitzenden zweiten Backe A' gebildet ist (Fig. 7 und 9).
Die beiden Stücke A, A' sind durch ein stählernes
Schwalbenschwanzband b mit einander fest verbunden. Das
eine dieser Winkelstücke oder Backen wird von einem horizontalen Hebel d bewegt, an dessen einem Ende eine Rolle sitzt. Diese
vermittelt die Bewegung, welche der Hebel durch den auf die Transmissionswelle B befestigten Zahn oder Knaggen c erhält.
Während nun dieser Mechanismus die Vor- und Rückwärtsbewegung des
Coulissenstückes a bewirkt, wird der Rückgang desselben
auch durch eine Feder g befördert. Bei einem Rotiren der
Welle B, welche die beiden Riemenscheiben W (Fig. 8), eine festsitzende
und eine lose, sowie das Schwungrad V trägt, wirkt die
dadurch veranlaßte Bewegung des Hebels d auf die Backe
A, indem sie dieselbe von der Backe A' entfernt, wodurch diese mit dem Coulissenstück a zurückgezogen wird.
Bei fortgesetzter Rotirung wird der Hebel d im
entgegengesetzten Sinne bewegt, der Draht wird in den Backen A und A' eingeklemmt und daher nach Vorn
geschoben, bis das Ende des Hebels die äußerste Spitze des Knaggens c erreicht; dann geht der Hebel wieder zurück, lüftet
dabei die Backen und ergreift den Eisendraht von Neuem. Eine Stellschraube f hält das Coulissenstück a
auf seinem Rückgange auf und dient daher zur Bestimmung der Länge der Nadeln; der
Rückgang wird, wie bereits angeführt worden ist, durch die Feder g bewirkt.
Diese Anordnungen sind aus Fig. 7 ersichtlich.
Sobald das beabsichtigte Vorschieben geschehen und die Länge der Nadel bestimmt ist,
schneidet jedesmal das Messer o (s. Fig. 9) das vorgeschobene
Drahtende ab; dieses Messer wird durch den Hebel h und
das Excentricum i von der Welle B aus in Bewegung gesetzt (s. Fig. 7, 9 u. 10).
Nachdem die Nadel auf diese Weise vorgeschoben und nach der bestimmten Länge
abgeschnitten ist, wird sie von zwei Backen D und D' (Fig. 9) erfaßt, von denen
eine und zwar die untere D fest sitzt, die andere, obere
D¹ beweglich ist.
Ist der Draht von diesen beiden Backen ergriffen, welche ihn einklemmen, so erhält er
den Stoß eines Stempels E (Fig. 9), welcher den Kopf
durch Stauchen des Drahtes formirt und zu diesem Zweck mit einem Stahlpunzen
versehen ist, in dessen Ende sich eine halbkugelförmige Vertiefung befindet, welche
auch in den Backen D und D'
sich fortsetzt.
Nach dieser Operation machen der Stempel E und die Backe
D' eine Bewegung nach Rückwärts und die halbfertige
Nadel setzt sich mittelst einer Art von Sammelrahmens (tiroir-ramasseur) F (Fig. 9 und 11) in Bewegung, um nach einem
Theile G zu gelangen und von zwei anderen Nacken H und H' ergriffen zu
werden.
Während dieser Weiterbewegung der Nadel wird das dem Kopfe entgegengesetzte Ende der
Bearbeitung durch den Cylinder I (Fig. 11) unterzogen,
welcher an seiner Oberfläche Feilenhiebe hat und in Folge seiner außerordentlich
schnellen Bewegung die Nadel gehörig anspitzt.
Dieser Feilcylinder oder Fräser hat übrigens einen solchen Mechanismus, daß er
gehoben und gesenkt werden kann, um mehr oder minder stark anzugreifen, und daß er
auch von der zu bildenden Spitze zurückgezogen werden kann, so daß diese Spitze eine
längere oder kürzere wird, je nachdem die Beschaffenheit des Fabricats solches
erfordert. Die auf diese Weise gespitzte Nadel gelangt zwischen das zweite
Backenpaar H und H', um
daselbst einer zweiten Prägung durch den Stempel E'
unterworfen zu werden, welche den Kopf der Nadel fertig macht und polirt.
Die beiden Backenpaare sind gleichzeitig in Thätigkeit, so daß, während eine Nadel
über den Fräser I geht, eine fertige vom Sammelrahmen
F fortgeführt wird und über den Theil G passirend, in einen Kasten nach Maaßgabe des Drängens
ihrer Nachfolgerin fällt.
Das Stück G sitzt vor den unteren Backen D und H, und hat vor jeder
dieser Backen eine Rinne, in welche die Nadel während der zur Vollendung ihres
Kopfes erforderlichen Zeit sich einlegt.
Bei der ersten Bewegung des Rahmens F heben zwei Stangen
L und L' die Nadel (Fig. 9 und 11), um ihre
Entfernung zu vermitteln und sie auf den Theil G rollen
zu lassen. Diese Stangen L u. L' werden durch den Hebel K (Fig. 6) und dieser wieder
durch das auf die Welle B gekeilte Excentricum e' (Fig. 10) und zwar um den
Drehpunkt k in Bewegung gesetzt.
Der Rahmen F wird durch eine an die Welle B gekröpfte Kurbel m bewegt,
welche mittelst der Bleuelstange n und der Kurbel o¹ auf die Welle p
wirkt. Diese ertheilt wiederum durch die zweite Kurbel o² und die Bleuelstange q dem Nahmen F die Hin- und Herbewegung. Eine Feder r (Fig. 6) drückt fortwährend
auf diesen Rahmen, um dadurch dessen Reibung auf dem Theile G zu bewirken.
Die gleichzeitige Bewegung der beiden oberen Backen D',
H' wird durch den um den Mittelpunkt s' sich drehenden Hebel s
veranlaßt, welcher seine Bewegung wieder durch einen auf die Welle B gesetzten Zahn oder durch ein aufgekeiltes Excentricum
erhält. Die rückgängige Bewegung des Hebels und somit das Oeffnen der Backen erfolgt
durch den Zug der Spiralfeder u.
Auf die Bewegungswelle B ist ein Winkelrad v aufgezogen, welches in ein auf die Welle M befestigtes Rad v'
eingreift; diese Welle bewegt sich in den Lagerböcken t
und t' und trägt die Excentrics n¹ und n², welche die Stempel
E und E' treiben. Die
Verrichtung derselben ist die Bildung und Vollendung der Nadelköpfe. Der Rückgang
dieser Stempel wird durch die Federn x und x' bewirkt.
Um den Fräser I, welcher die Nadel anspitzt, zu treiben,
ist eine Riemenscheibe y auf das Ende der Welle M gekeilt, welche mittelst eines Riemens die Bewegung
auf die auf einer Nebenwelle N sitzende Scheibe y' fortpflanzt. Die Welle N
liegt in dem untern Theile des Gestells, welches in Fig. 6 und 8 als abgebrochen
gezeichnet ist; man ersieht dieselbe, so wie ihre Riemenscheiben, nur aus Fig. 7. Die
Welle N trägt die Scheibe y², welche der Welle N' mit der kleinen
Scheibe z und dem Fräsencylinder I eine sehr schnelle Bewegung ertheilt.
Aus der obigen Beschreibung ersieht man, daß es schwierig seyn dürfte eine Maschine,
welche die große Anzahl der zur Fabrication der Stecknadeln erforderlichen
Verrichtungen ausführen soll, einfacher zu construiren und die verschiedenen Theile,
aus denen sie besteht, in einen verhältnißmäßig noch engeren Raume zusammen zu
drängen.
Tafeln