| Titel: | Chesterman's Ofen zum Erhitzen, Härten und Anlassen von Uhrenfedern, Bandsägen und ähnlichen stählernen Artikeln. |
| Fundstelle: | Band 158, Jahrgang 1860, Nr. IX., S. 36 |
| Download: | XML |
IX.
Chesterman's Ofen zum Erhitzen, Härten und Anlassen von Uhrenfedern,
Bandsägen und ähnlichen stählernen Artikeln.
Aus dem London Journal of arts, Juli 1860, S.
24.
Mit Abbildungen auf Tab.
I.
Chesterman's Ofen zum Erhitzen, Härten und Anlassen von Uhrenfedern
etc.
Den Gegenstand dieser Erfindung (patentirt in England am 4. November 1859) bildet eine neue Art Ofen mit metallenen oder
thönernen Platten oder Büchsen, die mit Rinnen versehen sind, durch welche der zu
erhitzende Stahl geleitet wird. Von da nimmt derselbe seinen Weg zwischen kalte
Platten oder durch eine Flüssigkeit, worin die Härtung erfolgt, und von diesen läuft
er über die Decke des Ofens, wo er angelassen wird.
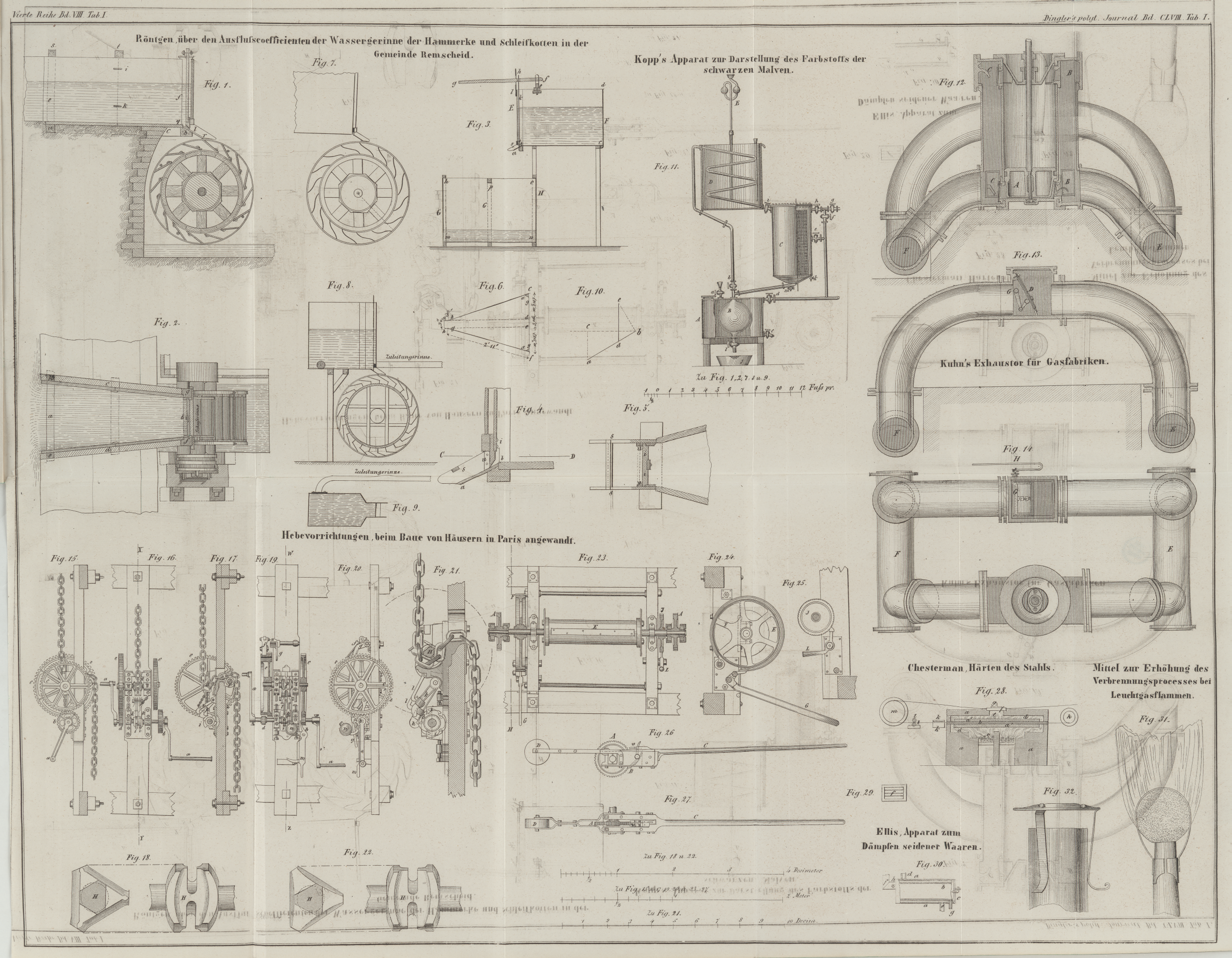
Fig. 28
stellt einen solchen Ofen im Längendurchschnitt dar. a,
a ist das äußere Gemäuer; b eine eiserne Röhre,
deren übrigens mehrere angeordnet werden können, welche sich von dem einen Ende des
Ofens bis zum andern erstreckt. Diese Röhre ist ihrer ganzen Länge nach mit einem
Mantel a', a' von feuerfesten Ziegeln umgeben. Von der
Feuerstelle c, c führen die Feuercanäle d, d rings um den Mantel a',
a' und kommen bei e zusammen, von wo aus die
Verbrennungsproducte in den Schornstein gelangen.
Eine mit Rinnen versehene Platte f, welche in Fig. 29 im
Grundrisse dargestellt ist, bedeckt einen Theil des Canals e und hat die Bestimmung durch die abgängige Wärme erhitzt zu werden. g ist ein auf die Platte f
passender Deckel; k, k sind kalte Formen, ähnlich
denjenigen, welche sich der Erfinder im Jahr 1853 patentiren ließ.Polytechn. Journal Bd. CXXXIII S.
253.
l, l sind Walzen, deren untere in einem mit Oel
gefüllten Trog rotirt. Das zu behandelnde Stahlband nimmt von der Walze h seinen Weg durch die Röhre b, worin es erhitzt wird, und gelangt dann zwischen die kalten Formen k, k, worin seine Härtung erfolgt; von da läuft es
zwischen den ölenden Walzen l, l hindurch, um die Rolle
m zurück über den Ofen, zwischen der erhitzten Form
g und der Platte f
hindurch. An dieser Stelle erfolgt das Anlassen des Stahls. Schließlich wird
derselbe auf eine Trommel gewunden. In einigen Fällen führt man auch das Stahlband anstatt durch
die kalten Formen k, k durch Oel; die Oelwalzen l, l sind dann entbehrlich.
Tafeln