| Titel: | Neue Muttern-Fräse; von Siegm. Schüller, Maschinentechniker in Wien. |
| Autor: | Siegmund Schüller |
| Fundstelle: | Band 164, Jahrgang 1862, Nr. LXVII., S. 260 |
| Download: | XML |
LXVII.
Neue Muttern-Fräse; von Siegm. Schüller,
Maschinentechniker in Wien.
Mit Abbildungen auf Tab.
IV.
Schüller's neue Muttern-Fräse.
Man hat in neuester Zeit im Maschinenbau sein Augenmerk auf billige und schnelle
Herstellung der einzelnen Maschinentheile gerichtet und jede Erleichterung, welche
in dieser Richtung geboten wurde, mit Freude begrüßt. Besonders eignen sich aber zu
solcher Erzeugung jene Bestandtheile die am häufigsten verwendet werden, und unter
diese gehören gewiß die Schrauben und speciell die Schraubenmuttern. Letztere werden
namentlich häufig fabricationsmäßig erzeugt, und es pflegen nicht selten selbst
bedeutende Maschinenbauetablissements ihren ganzen Bedarf an diesem Artikel außer
dem Hause zu beschaffen.
Vorliegende Fräse ist speciell darauf berechnet, die Schraubenmuttern viel schneller
als es bisher möglich war fertig zu machen; es ist daher einleuchtend, daß bei
Verwendung derselben Betriebskraft die Zeitersparniß diesen Artikel bedeutend
verwohlfeilt.
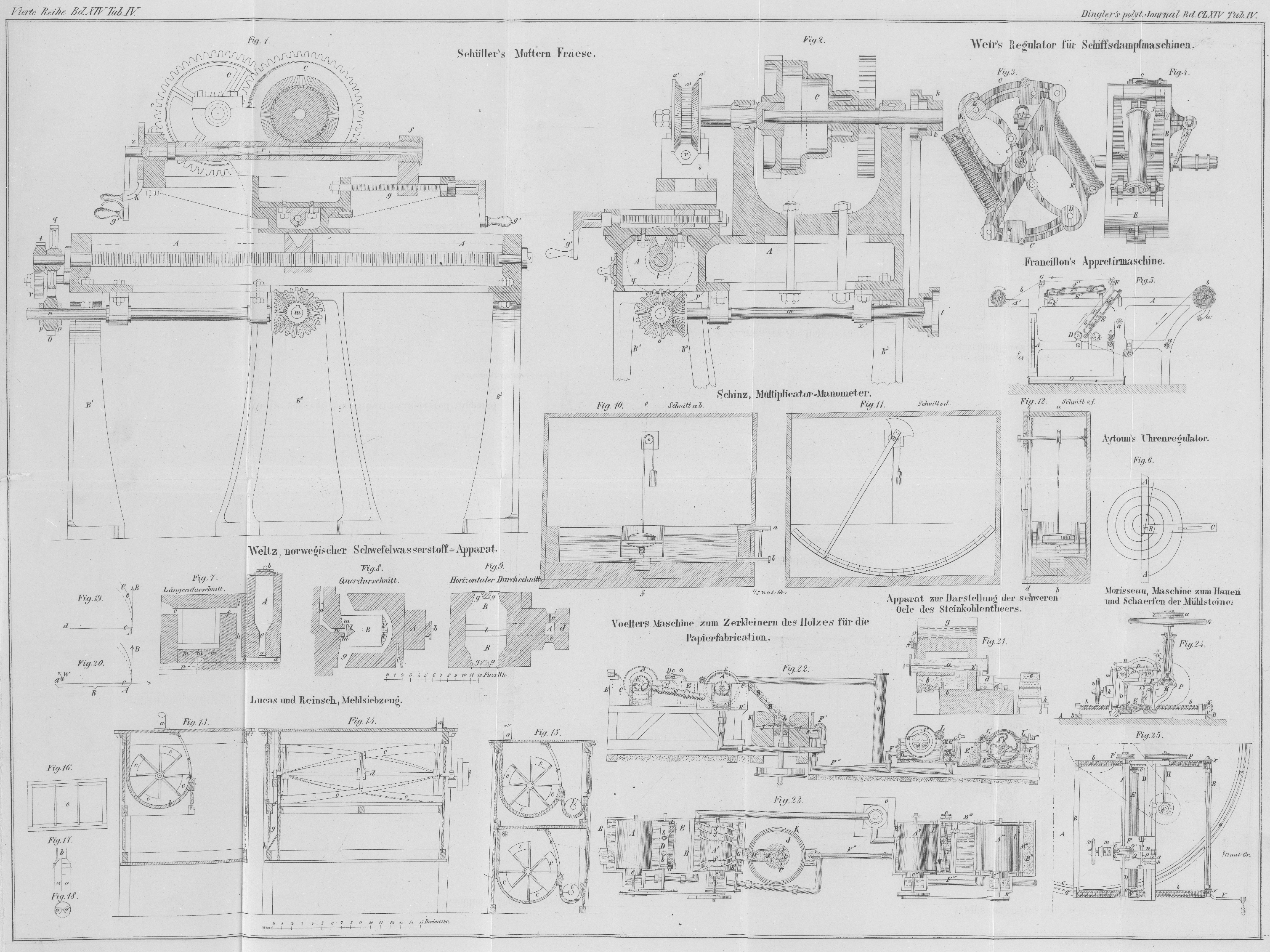
In der Grundidee besteht die Maschine aus einer Combination dreier Fräsen, an denen
die auf einen Dorn gespannten Muttern vorbeigeführt werden. Fig. 1 und 2 stellen zwei
Verticalschnitte dieser neuen Fräse dar.
Auf einem gußeisernen Bett A von ⊤ Form, welches auf drei Ständern B₁, B₂, B₃ aus gleichem Materiale, aufruht, befindet sich ein gewöhnlicher
Spindelstock C mit festem Vorgelege. An der Spindel C außerhalb der Docke stecken drei Fräsen a₁, a₂, a₃. Die mittlere Fräse a₂ ist cylindrisch, und hat genau die Sechseckseite der
abzufräsenden Mutter zur Breite, die beiden anderen a₁, a₃ sind abgestutzte Kegel, deren
Erzeugende mit der Grundlinie einen Winkel von 30° einschließt. Die Breite
der conischen Schneidfläche dieser Fräsen ist nun ebenfalls gleich oder etwas größer
als die Sechseckseite der zu bearbeitenden Schraubenmutter.
Es ist einleuchtend, daß drei derartig aneinander gereihte Fräsen genau die
Profilirung einer Mutter bilden.
In dem gußeisernen Bett sind zwei rectanguläre Führungsrinnen eingehobelt, in denen
sich ein Support bewegt, dessen Einrichtung jedoch von den gewöhnlich üblichen in
etwas abweicht. Auf seinem Spiegel befinden sich zwei Lager, von denen das eine (e) fest ist, das andere jedoch mittelst einer Schraube
(g) senkrecht zur Spindelachse verschoben werden
kann. Man hat es daher in seiner Macht, die directe Entfernung der beiden Lager e und f nach Willkür zu
verändern.
An der vorderen Seite des Lagers e ist eine Theilscheibe
(z) angebracht, welche mit gut ausgearbeiteten
Kerben versehen ist, in die genau das Ende eines verschiebbaren Handgriffes (h) paßt. Die Lagerschale ist aus Schmiedeeisen, geht in
eine Kurbel (g') über und ist zur Aufnahme eines
quadratischen Zapfens vorgerichtet. In einem Schlitze der Kurbel g' spielt der vorhin erwähnte Handgriff h. Derselbe wird durch eine Stahlfeder, die unter dem
Kurbelgriff befestigt ist, beständig gegen das Centrum des Lagers gedrückt, wodurch
man bewirkt, daß das eine Ende des Handgriffes stets fest in die Kerben der
Theilscheibe einfällt und dadurch die Lagerschale sammt der Kurbel feststellt.
Der Spiegel des Supports sammt den darauf befindlichen Lagern kann ferner durch die
Schraube j parallel zur Spindelachse verschoben
werden.
An dem anderen Ende der Spindelachse befindet sich eine kleine Stufenscheibe (k), welche mittelst eines Riemens einen ganz gleichen
Rollenconus l, der auf die unterhalb des Bettes A in zwei Lagern x, x
laufende Welle m festgekeilt ist, in Bewegung setzt. Von
der Welle m wird die Bewegung mittelst zweier conischen
Räder auf die Welle n übertragen, an deren äußerem Ende
das Zahnrad (o) in der Längenrichtung dieser Welle
verschiebbar aufgekeilt ist. – Durch einen Schuber p, welcher mittelst zweier runden Augen die Nabe des Zahnrades o umfaßt, wird letzteres bald mit dem Zahnrade q, das auf der Leitspindel festsitzt, bald mit dem
Zwischenrade r in Eingriff gebracht, wodurch man eine
langsame Vorsteuerung und eine schnelle Rücksteuerung des Supports bewirkt.
Die Ingangsetzung der Maschine wird nun auf folgende Weise ermöglicht.
Auf einen Bolzen r, der an einem Ende quadratisch
zugefeilt und mit einem Bunde versehen ist, und ziemlich genau in die Muttern paßt,
werden dieselben derartig aufgesteckt, daß sie ein langes sechsseitiges Prisma
bilden. Das eine quadratische Ende wird in das Lager r
eingeschoben und auf das andere runde Ende wird das Lager f geschoben. Durch Umdrehung der Kurbel g'
wird nun mittelst des Lagers f das Mutternprisma gegen den Bund gepreßt
und dadurch das ganze System festgestellt.
Nachdem nun zwei Fräsen a₂, a₃ auf die Spindel aufgesteckt sind, wird mittelst der Schraube j der Spiegel des Supports sammt den Muttern so
verschoben, daß sich dieselben genau an die Fräsen anlegen. Jetzt wird auch die
dritte Fräse a' aufgesteckt und durch die Muttern,
welche vorn an die Spindel passen, festgeschraubt.
Setzt man nun die Stufenscheibe der Spindel mit dem gangbaren Zeuge in Verbindung, so
nehmen die Fräsen von den unter ihnen vorgeschobenen Muttern alles überflüssige
Fleisch weg. Ist nun der Support in seiner ganzen Länge unter den Fräsen
vorgesteuert, so wird durch den Schuber p das Zahnrad
o mit dem Zwischenrade r
in Verbindung gesetzt. Dieses greift nun wieder in das auf der Leitspindel
festgekeilte Zahnrad t ein, und steuert den Support sehr
schnell zurück.
Hat dieser den Rückweg ganz durchlaufen, so wird der Riemen der Transmissionswelle
auf die Losscheibe geschoben und dadurch die ganze Maschine zum Stillstehen
gebracht. Mittelst der Kurbel g' werden nun die Muttern
um 180° gedreht, was vermittelst der Theilscheibe (z) sehr leicht geschehen kann, und vermöge des Handgriffes h in dieser Lage festgestellt. Die Muttern bieten nun
den Fräsen die anderen drei noch unbearbeiteten Seiten dar. Wird jetzt mittelst des
Schubers p das Zahnrad o mit
dem Rade q in Verbindung gesetzt und die Spindel vom
gangbaren Zeuge in Bewegung gebracht, so fräst die Maschine die Mutter nun auch auf
der anderen Seite.
Ist dieses geschehen, so wird die Fräse zum Stillstand gebracht, das Lager f mittelst der Schraube und Kurbel g' vorgezogen, der Bolzen ausgehoben, und es werden
statt der nun gefrästen Muttern neue aufgesteckt, warnach das Spiel der Maschine von
vorn beginnt.
Zu bemerken ist noch, daß 3–4 Muttern an jedem Bolzenende schon genau die
gehörige Form besitzen müssen, damit das Montiren unter der Fräse ohne Aufschub
erfolgen kann.
Es ist einleuchtend, daß mit solchen Fräsen viel mehr Muttern abgerichtet werden
können als mit den bisher üblichen, und daß die beschriebene Maschine an
Leistungsfähigkeit den anderen Fräs- oder Mutterstoßmaschinen (wie sie z.B.
Rich. Hartmann in Chemnitz baut) weit voransteht.
Folgende Tabelle veranschaulicht in übersichtlicher Weise die Leistung
derselben:
Nr. der Schrauben
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
Bolzendurchmesser
1/4
3/16
3/8
7/16
1/2
5/8
3/4
7/8
1
1 1/8
1 1/4
1 3/8
1 1/2
1 3/8
1 3/4
in engl. Zoll.
Schlüsselwette der Mutter
6
7,12
8,25
9,37
10,5
12,75
15
17,25
19,5
21,75
24
26,25
28,5
30,75
33
in Wiener Linien.
Gefräste Muttern per Stunde
432
324
288
252
216
150
120
100
91
82
60
46
36
30
24
Stück.
Gefräste Muttern per Tag
5184
3888
3456
3024
2492
1800
1440
1200
1092
984
720
552
532
360
288
Stück.
Tafeln