| Titel: | Ziegelmaschine von Hertel und Comp. zu Nienburg a. d. S.; beschrieben von Friedrich Neumann, Civilingenieur in Halle a. d. S. |
| Fundstelle: | Band 171, Jahrgang 1864, Nr. C., S. 403 |
| Download: | XML |
C.
Ziegelmaschine von Hertel und Comp. zu
Nienburg a. d. S.; beschrieben von Friedrich Neumann, Civilingenieur
in Halle a. d. S.
Aus der deutschen Industriezeitung, 1863, Nr.
27.
Mit einer Abbildung auf Tab. VI.
Neumann, über Hertel's Ziegelmaschine.
Diese Ziegelmaschine ist eine Combination von Walzwerk mit liegendem Thonschneider,
der Art, daß jenes den Thon quetscht, ehe dieser ihn in sich aufnimmt; vorzugsweise
in dieser Einrichtung dürfte die günstige Leistung und die vorzügliche Qualität der
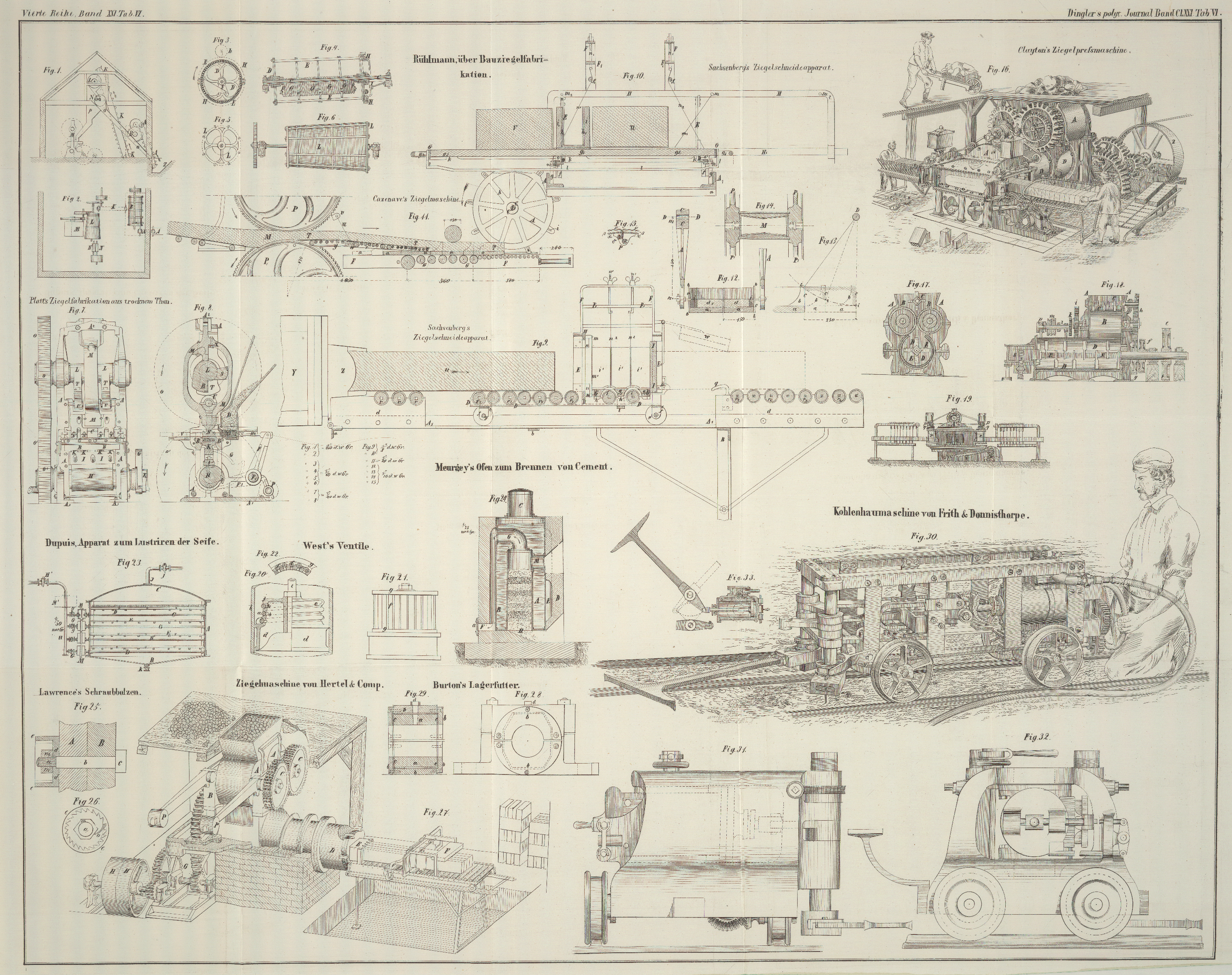
gelieferten Steine begründet seyn. Fig. 27 zeigt die
perspectivische Ansicht der Maschine. Die Aufgabe des Walzwerkes ist also, die Masse
und die in derselben befindlichen harten Knoten, Mergelknollen, Muschelschalen,
Steine u.s.w. zu zermalmen; im Fall aber, daß letztere zu groß oder zu hart sind, so
daß für einzelne Theile der Maschine die Gefahr eines Bruches entsteht, rückt die
eine der Walzen von selbst aus, indem sie den nöthigen Druck durch Hebel mit
Gewichten P erhält. Auf der festliegenden Walzenachse
sitzt ein Stirnrad (in der Figur nicht sichtbar), welches in das große Stirnrad B auf der liegenden Welle des Thonschneiders eingreift.
Die Stirnräder C, C geben die Umdrehung an die andere
Walze ab. Der liegende Thonschneider D hat den durch das
Walzwerk gegangenen Thon zu durchschroten, zu mengen, fortzubewegen und durch
Streichen noch besonders plastisch zu machen. Zu diesen Arbeiten sind die in der
Hülle des Thonschneiders auf einer liegenden Welle schraubenförmig aufgesetzten
Flügel bestimmt, und da der Ziegelthon, je näher er dem Ausgange der Maschine kommt,
in einen desto dichteren und feineren Zustand versetzt wird, so sind auch die Flügel
diesem Umstand entsprechend angeordnet. Am Ausgange des Thonschneiders ist das
Mundloch E angeschraubt, welches bekanntlich bei den
Ziegelmaschinen den verschiedenen Thonarten angepaßt werden muß. Der heraus
gedrückte Thonstrang gelangt nun an den Schneidapparat F, der aus einem festen Rollentische, einem beweglichen Rollenwagen und
dem eigentlichen Schneidrahmen besteht, und so eingerichtet ist, daß im Moment des
Durchschneidens keine Unterbrechung stattfindet, so daß die Steine vollkommen
rechtwinkelig abgeschnitten werden. Aus der Figur ist ersichtlich, daß durch Drähte,
welche vor dem Mundstück aufgespannt sind, der Thonstrang zuerst in vier Bänder
geschnitten wird, so daß durch den Schneidrahmen die Ziegel dann noch nach der
Längendimension geschnitten werden. Durch einen solchen
Longitudinal-Schneidapparat erhält man also Ziegel, welche, als
„Läufer“ verwendet, glatte (geschliffene) Flächen zeigen.
Verlangte man für Rohbauten den „Kopf“ nicht bloß rechtwinkelig
geschnitten, sondern auch glattgeschliffen, so hätte man die erstgenannten Drähte
wegzulassen und einen Transversal-Schneidapparat vorzulegen. Es verdient
hervorgehoben zu werden, daß longitudinal geschnittene Ziegel gleichmäßig trocknen,
absolut gerade bleiben und nur wenig reißen. Jeder Sachverständige, welcher einen
Longitudinal-Ziegel mit einem transversalen oder gar mit einem gewöhnlichen
durch Handstreicherei dargestellten Ziegel vergleicht, wird ohne weiteres den
Unterschied in Bezug auf Sauberkeit und ebene Flächen zu schätzen wissen. Trotzdem
sind für Rohbauten Transversalziegel erwünscht, und können dieselben auf dieser
Ziegelmaschine ebenfalls gut und sauber hergestellt werden.
Die Ziegelmaschine verarbeitet sowohl magere als fette Massen und stellt aus
gemengtem Thon, sowie aus Ziegelthon und Sand oder auch aus Thon und Kohlengrus
Steine her, die im Innern gleichartig, dicht und fest, im Aeußern schön, glatt und
sauber sind. Ueber den Feuchtigkeitsgehalt ist zu bemerken, daß die Maschine den
Ziegelthon sowohl in einem ziemlich trockenen, wie auch in einem sehr feuchten
Zustande verarbeiten kann; allein es ist ökonomisch wichtig, Mauersteine von einer
solchen Festigkeit herzustellen, daß dieselben in Stapeln von drei Steinen zu drei
bis sechs Schichten hoch aufgestellt werden können, um die kostspieligen
Formenbreter und Scheunengerüste zu beseitigen. Der Feuchtigkeitsgrad ist übrigens
dem Ziegelthon ohne kostspielige Aufbereitung in der Maschine selbst leicht zu
geben.
Untersucht man die mit dieser Ziegelmaschine fabricirten Mauersteine grün, oder
nachdem sie gebrannt worden sind, so findet man in denselben eine ganz homogene
Masse; die Steine sind in allen Theilen von nahezu gleicher Festigkeit und können
ebenso gehauen und gespalten werden, wie gute Handstreichsteine, natürlich mit dem
Unterschiede, daß sie eine bedeutende Festigkeit und Dichtigkeit haben, mithin von
Seiten der Maurer schärfere Hämmer und mehr Kraft beanspruchen.
Der Betrieb der Maschine erfolgt von den Scheiben H (von
denen die eine fest, die andere los ist) und dem entsprechenden Vorgelege G, wodurch das große Rad B
auf der liegenden Thonschneiderwelle in Bewegung gesetzt wird; das Räderverhältniß
ist der Art, daß auf 24 Umdrehungen der Riemenscheibe eine Umdrehung des Rades B kommt.
Bei einer in der Maschinenfabrik der HHrn. Hertel und Comp. aufgestellten Ziegelmaschine erfolgt der Betrieb von der
vorhandenen Transmissionswelle aus; auf Verlangen werden mittelst derselben jeder
Zeit zugesandte Thonproben (wenigstens 15 Ctr. haltend) verarbeitet. Während einer
solchen Probearbeit, die am 19. März in des Verf. Gegenwart vorgenommen wurde,
machte die liegende Thonschneiderwelle (Rad B) zwei
Umdrehungen per Minute, die Riemenscheibe H hatte 28 Zoll rhein. Durchmesser und der Riemen auf
derselben 6 Zoll Breite; es wurde dabei in 2 Minuten dreimal abgeschnitten. Jeder
Schnitt lieferte vier Ziegel, so daß demnach per Minute
sechs Ziegel oder stündlich 360 Steine fabricirt wurden. Die Riemenbreite, sowie die
Peripheriegeschwindigkeit der Scheiben können zur Bestimmung der erforderlich
gewesenen Betriebskraft dienen. Rechnet man nämlich auf 1 Zoll Riemenbreite etwa 28
bis 30 Pfd. Zugkraft, so ergibt die einfache praktisch bewährte Formel b = (100 . N)/v, wo b die Riemenbreite in
Zollen, N die Zahl der Pferdestärken und v die Peripheriegeschwindigkeit in Fußen per Minute ausdrückt, also im vorliegenden Falle, wo b = 6 Zoll und v = 28/12 .
3,14 . 48 = etwa 350 Fuß ist, N = (6 . 350)/1000 = 2,1
Pferdestärke. In 10 Stunden hätte die Maschine also bei derselben geringen
Geschwindigkeit 3600 Steine geliefert, d.h. bei der verarbeiteten Thonsorte wäre für
jedes Tausend Steine, welches in 10 Arbeitsstunden herzustellen, eine Kraft von 2,1
. 1000/3600 = 0,6 Pferden zum Betriebe der Maschine erforderlich gewesen; oder bei
einer Production von 10 Tausend Ziegeln in 10 Arbeitsstunden brauchte man 10 . 0,6 =
6 Pferdestärken Betriebskraft, wobei Rad B etwa sechs
Umdrehungen oder Scheibe H etwa 144 Umdrehungen machen
würde. Der verarbeitete Thon war gut durchwintert und nicht streng; die sauber
geschnittenen Ziegel waren von einer Consistenz, daß sie in oben angegebener Weise
ohne Bretchen fortgetragen und aufgestapelt werden konnten, d.h. sie befanden sich
in einem Zustande, der beinahe demjenigen gleich kam, welchen man in Ziegeleien als
„lederhart“ bezeichnet. Aus vorstehenden Resultaten
erscheint es gerechtfertigt, bei Anlage von Maschinenziegeleien für jedes Tausend
Ziegel der bezeichneten Consistenz, welches in 10 Arbeitsstunden geliefert werden
soll, auf eine disponible Kraft von 3/4 Pferdestärke Bedacht zu nehmen. Wird diese
Kraft später wirklich nicht verlangt, so kann die Dampfmaschine mit größerer
Expansion oder geringerer Spannung arbeiten, worüber sich Niemand beklagen wird.
Die HHrn. Hertel u. Comp. geben
selbst für ihre Ziegelmaschine eine Betriebskraft von 8 bis 10 Pferdestärken bei einer
stündlichen Production von mindestens 1000 Steinen als erforderlich an, was nach
vorstehender Rechnung für alle Fälle ausreichende Sicherheit bietet und einen
lebhaften Betrieb ermöglicht. Zu weiterer Auskunft und Anordnung bei vorkommenden
Anlagen erklärt sich der Berichterstatter bereit.
Tafeln