| Titel: | Verfahren zum Ueberziehen der Metallbleche mit Zinn, Zink, Blei etc.; von F. Girard in Paris. |
| Fundstelle: | Band 175, Jahrgang 1865, Nr. XXXV., S. 146 |
| Download: | XML |
XXXV.
Verfahren zum Ueberziehen der Metallbleche mit
Zinn, Zink, Blei etc.; von F. Girard in Paris.
Aus Armengaud's
Génie industriel, November 1864, S. 257.
Mit einer Abbildung auf Tab. II.
Girard's Verfahren zum Verzinnen, Verbleien etc. der
Metalle.
Eine Verbesserung der bisherigen Methode zum Verzinnen, Verbleien, Verzinken etc. von
Metallblechen, Tafeln u.s.f. ist namentlich durch folgende Verhältnisse geboten: 1)
die Verzinnung, welche bisher 30–50 Proc. des Werthes der Weißbleche betrug,
hat diese Grenze überschritten seit die Handelsfreiheit die Preise erniedrigt hat;
2) die Bedürfnisse der Industrie haben sich in demselben Grade gesteigert, wie die
Preise fielen; 3) der hohe Preis des Zinns, welches jetzt 30 Proc. theurer ist als
vor zehn Jahren, kann sich nicht so weit steigern, daß dadurch der Verbrauch an
diesem Metall vermindert würde.
Es erschien demnach nothwendig, das Verfahren der Verzinnung dahin zu verbessern, daß
die Handarbeit verringert, das Zinn gespart und möglicherweise durch geringere
Sorten ersetzt würde.
Bisher geschah das Verzinnen in zwei getrennten Operationen: die erste begriff die
Anwendung verschiedener Mittel zur Herstellung der Vereinigung der Metalle, die
zweite bezweckte die Erzielung der gleichen Vertheilung und der glatten Oberfläche
des Ueberzuges.
Die (in Frankreich patentirte) Erfindung von Girard
bezweckt namentlich die Vermeidung aller Handarbeit, indem er dieselbe durch eine
mechanische Arbeit ersetzt, welche sowohl die Menge des Metalls genau regulirt, als
auch seine Oberfläche ebenso schnell wie sicher glatt und glänzend macht.
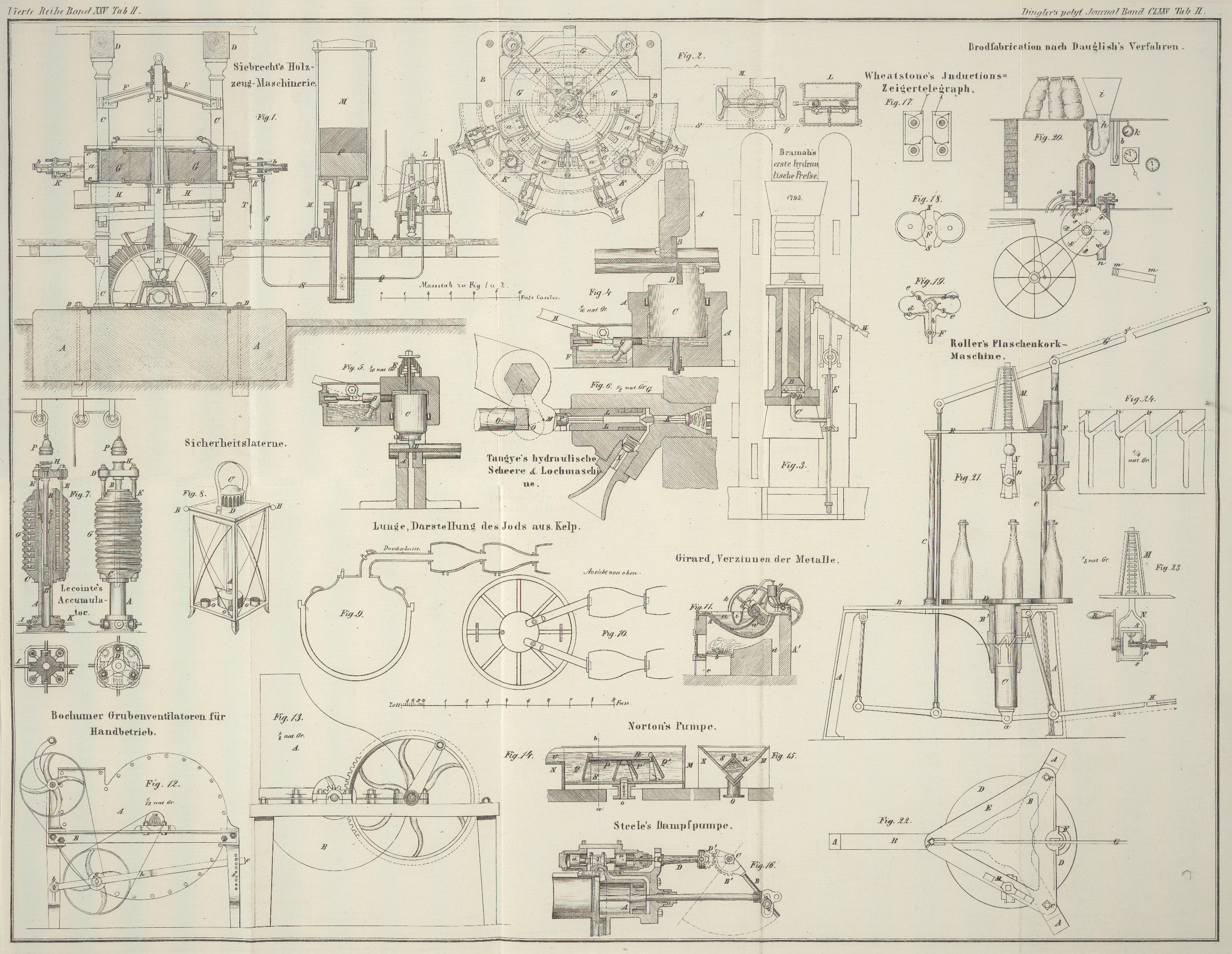
Fig. 11
stellt im verticalen Durchschnitt den Apparat dar, welcher zum Verzinnen von Eisen-
oder Kupferblech und Bandeisen dient.
Der gußeiserne Kessel oder die Pfanne A enthält das
Zinnbad a; er ruht auf dem gemauerten Ofen A' mit der Feuerung b, c,
d.
An jeder Längenseite des Kessels sind zwei starke Wangen e angegossen, in deren Nuth die Zapfen der Cylinder f, f' liegen, zwischen welchen der mit Zinn überzogene Metallstreifen
hindurchgehen muß, um zur Ebnung des Ueberzugs gewalzt zu werden.
Diese Cylinder, welche gleichzeitig den Zug, das Walzen und das Verzinnen bewirken,
können aus Guß- oder Schmiedeeisen bestehen.
Die Dicke des Zinnüberzuges kann man durch Verstellen der Cylinder reguliren, indem
man das Gewicht g ändert, welches mittelst des Hebels
h' auf das Lager des oberen Cylinders wirkt.
Das Reservoir i, welches den Kessel seiner Länge nach in
zwei Theile theilt, dient zur Aufnahme des zu schmelzenden Metalls.
Die Achse des oberen Cylinders ist auf der einen Seite des Kessels verlängert und
trägt hier das Zahnrad k, welches in ein auf der Welle
m aufgekeiltes Rad eingreift. Die Welle m trägt eine lose und eine feste Scheibe, sowie ein
Schwungrad, so daß sie nöthigenfalls von einer Dampfmaschine getrieben werden
kann.
Das Niveau des geschmolzenen Metalls muß bis zur Berührungslinie der beiden Cylinder
reichen.
In dem vorderen Theile a des Kessels bedeckt man das
geschmolzene Metall mit Chlorzink, um die Verbindung der Metalle zu erleichtern; in
dem hinteren Theile a' ist das Zinn dagegen mit Harz
oder Fett bedeckt, damit keine Oxydation eintreten kann.
Endlich befindet sich im Innern des Kessels eine Führung, welche aus zwei
Eisenstangen mit darauf liegender, sich durch die ganze Kesselbreite erstreckender
Metallplatte besteht, die noch mit Zwischenwänden versehen werden kann, um beim
Verzinnen von Bandeisen die Berührung der einzelnen Streifen zu verhindern.
Die Wirksamkeit dieses Apparates ist nach dem Vorstehenden klar: das mit
geschmolzenem Zinn oder Blei überzogene Metallblech wird gewalzt und erhält dadurch
einen gleichmäßigen und vollkommen ebenen und glänzenden Ueberzug. Außerdem bildet
sich in Folge der Kapillarität oberhalb der Berührungslinie der Cylinder eine
Schicht reinen Metalls, welche sich beim Austritt des Bleches auf dasselbe legt und
dessen Glanz erhöht; die Cylinder verhindern die Bleche überschüssiges Metall
mitzunehmen.
Die Zapfen des oberen Cylinders liegen ganz in der das Zinnbad bedeckenden
Fettschicht und sind also stets gut und wohlfeil geschmiert.
Wenn man verzinken will, so muß der untere Theil des
Kessels geschmolzenes Blei enthalten, welches bis über die Zapfen des untern
Cylinders reicht; denn da das Zink das Eisen des Kessels angreift, so darf man davon
nur die eben nothwendige Menge anwenden. Auch kann man auf diese Weise Bleche
darstellen, welche auf der einen Fläche verzinkt, auf der anderen verbleit sind, und
die einen gesuchten Handelsartikel bilden.
Ein besonderer Vortheil dieses Systems der Verzinkung ist der, daß die Zinkschicht
dünner als nach der alten Methode wird und sich daher nicht so leicht
abblättert.
Tafeln