| Titel: | Thompson's Vorschlag, Gewehr- und Geschützrohre durch Walzwerke darzustellen. |
| Fundstelle: | Band 176, Jahrgang 1865, Nr. XXXI., S. 105 |
| Download: | XML |
XXXI.
Thompson's Vorschlag, Gewehr- und Geschützrohre durch Walzwerke
darzustellen.
Nach dem London Journal of arts, November 1864, S.
279.
Mit Abbildungen auf Tab.
II.
Thompson's Methode, Gewehr- und Geschützrohre durch
Walzwerke darzustellen.
In genanntem Journal ist das am 19. Januar 1864 an James Thompson von Bilston in
Staffordshire ertheilte Patent auf Verbesserungen in der Anfertigung von
Feuerwaffen veröffentlicht, dessen Inhalt eine Methode der Darstellung von
Gewehr- und Geschützrohren zur Anschauung bringt, welche, an sich
interessant, auch noch eine historische Bedeutung hat, indem diese Methode, wie
Referent vor etwa fünfzehn Jahren auf der Gewehrfabrik zu Schmalkalden persönlich
von einem damals aus Ungarn zurückkehrenden Arbeiter vernahm, in letzterem Lande
während des Revolutionskrieges von 18 48/49 zur raschen Anfertigung von Gewehrläufen
wirklich und von gutem Erfolge begleitet, angewendet worden ist.
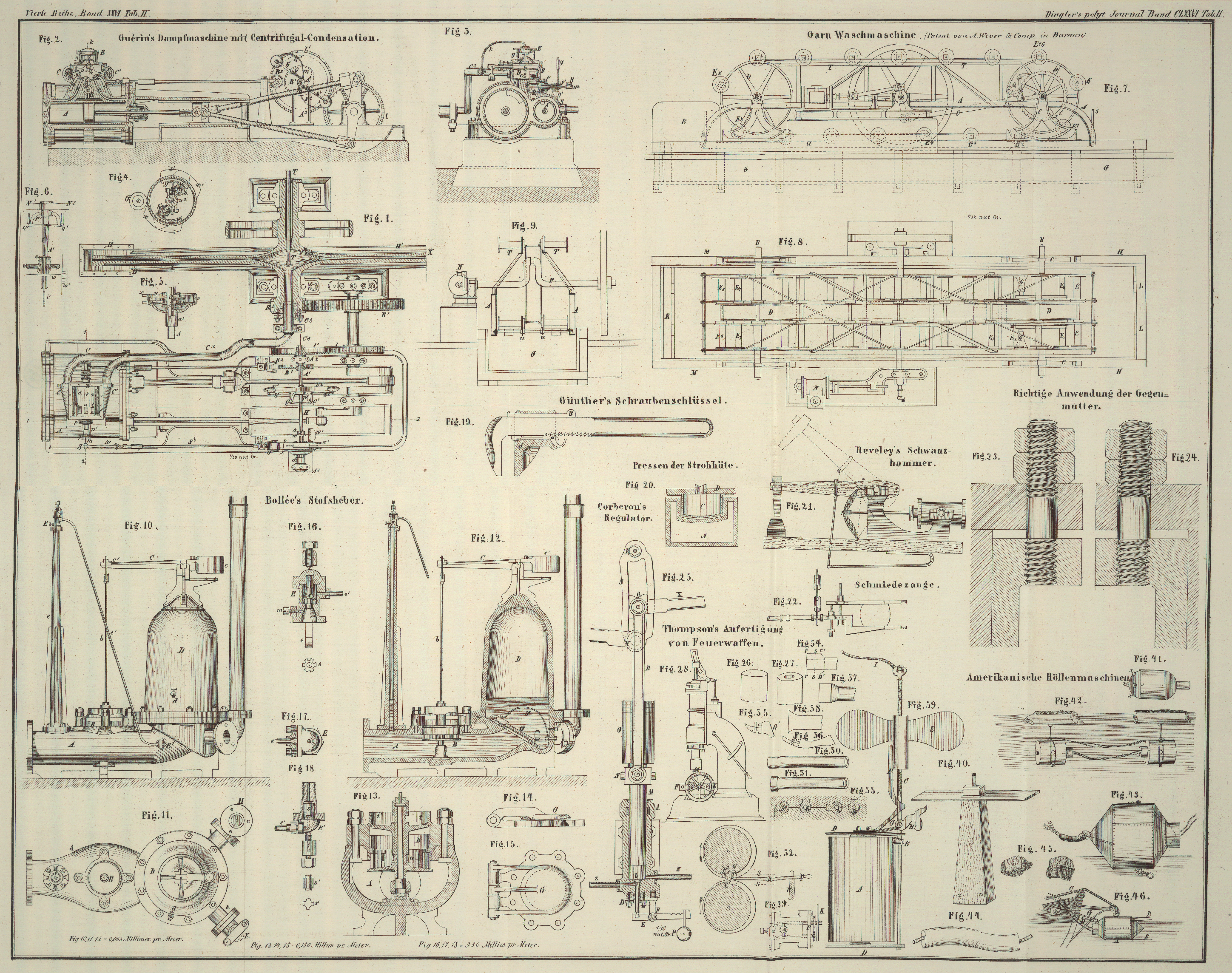
Das Wesentliche dieser Anfertigungsmethode besteht darin, das Gewehr- und
Geschützrohr vermittelst Anwendung von Walzwerken in der Weise ohne Schweißnaht
darzustellen, daß man zunächst einen cylindrischen Eisen- oder Stahlblock,
Fig. 26,
von der erforderlichen Massenhaftigkeit ausschmiedet und diesen dann vermittelst
Dorn und Dampfhammer zu einem, in Fig. 27 dargestellten,
hohlen Cylinder umgestaltet, indem der massive Block, mit dem gehörigen Hitzegrade
versehen, in eine durch Fig. 29 dargestellte
Matrize eingesetzt, und vermittelst derselben central unter die Achse des in Fig. 28
dargestellten Dampfhammers gebracht wird, welcher den Metallblock dann durch einen,
zur Ermöglichung seines leichteren jedesmaligen Wiederemporziehens, schwach conisch
gestalteten Stempel M so bearbeitet, daß die central
liegenden Metalltheile nach der Mantelfläche des massiven Blockes hingepreßt werden
und letzterer so allmählich eine Durchlochung erhält. Der Block kann hierbei, wenn
er sehr viel Masse hat, nach der wiederholt zu gebenden Hitze auch abwechselnd von
seinen beiden Stirnflächen aus mit dem conischen Dorne oder Stempel bearbeitet
werden; bei den zur Darstellung von Flintenläufen gehörigen Metallstücken dieser Art
genügen aber schon drei bis vier Hitzen und für centrale Führung des Stempels M sorgt in allen Fällen eine in der Matrize F, K eingesetzte, in ihrer Mitte durchlochte Scheibe g, s. Fig. 29.
Die so hergestellten durchlochten Cylinder werden dann in der gewöhnlichen Weise
durch Ausschmieden unter dem Rohrhammer, aus der durch Fig. 27 dargestellten
Form in verlängerte Hohlcylinder mit oder ohne Stollenansatz umgewandelt, wie es
durch die Figuren
30 und 31 versinnlicht ist, und hiernach treten endlich, um den so weit
fabricirten Rohren unter entsprechendem Hitzegrade ihre vollendete Gestalt zu geben,
Walzwerke ein, Fig.
32. Die oberen, die unteren, oder auch beide Rollen dieser Walzwerke haben
Rinnen von der Rohrform entsprechender Gestalt und können außerdem noch mit
Einsetzstücken versehen werden, welche die Fixirung des zu bildenden Rohres in den
Rollen, sowie daraus
folgend, die Gestalt seines Pulverkammer-Endes näher bestimmen. Walzwerke von
der durch Fig.
32 dargestellten Form liefern solchergestalt z.B., wenn man sich das
Einsetzstück T hinweg, den auf seinen Dorn R aufgesetzten Rohrcylinder S,
S also bis E', F'
in die Walzen eingeschoben denkt, beim Umdrehen der letzteren nach den ihnen
beigefügten Pfeilrichtungen hin, ein nach der Mündung zu conisch verjüngtes und mit
einem Zündstollen versehenes Rohr, wie letzterer durch r,
C' in Fig.
34 angedeutet ist und der Seelendurchmesser desselben entspricht dann der
im Vollen gemessenen Weite des im Stocke U durch seine
Ansetzscheibe t festgehaltenen cylindrischen Rohrdorns
R (Fig. 32). – Damit
ein solches Rohr ferner möglichst nett, und ohne jede Walznaht zum Vorschein komme,
läßt man dasselbe gewöhnlich vier Walzeneinschnitte J, K, L,
M, Fig.
33, von allmählich immer kleiner werdenden Dimensionen durchlaufen, in
denen der Zündstollen zweimal horizontal und zweimal vertical zu liegen kommt, so
daß das Rohr bei seiner Folge von Durchläufen durch das Walzwerk also jedesmal 90
Grad um seine Seelenachse herum gedreht wird. Soll aber ein Rohr mit etwas kürzerem
Zündstollen-Ansatze, z.B. wie s, C', Fig. 34,
dargestellt werden, so bedient man sich des Einsetzstückes T, Fig.
32. – Will man ferner zur beliebigen Auswahl derjenigen unteren
Rohrstelle, wo der Zündstollen eines Flintenlaufes demnächst ausgearbeitet werden
soll, den ganzen unteren Theil des Rohres mit einer Metallverstärkung r, C', D', r, Fig. 34 oder wie Fig. 37 u.
38
umgeben haben, so muß neben Beseitigung des Einsetzstückes T, Fig.
32, dann dem Einschnitt-Anfange der unteren Walze eine eben solche
Erweiterung gegeben werden, wie sie durch F', V in der
oberen Walze repräsentirt ist. – Soll das darzustellende Rohr endlich gar
keinen Stollenansatz haben, so versetzt man den Einschnitt F', V, Fig. 32, mit dem Einsetzstücke G, Fig. 35; soll
es kürzer, beziehungsweise an seinem Schwanzschraubenende dünner werden, so dient
hierzu das in Fig.
36 dargestellte Einsetzstück.
Dy., Artillerie-Hauptmann.
Tafeln