| Titel: | Beitrag zur Geschichte der Oelmühlen; von Prof. Rühlmann. |
| Fundstelle: | Band 178, Jahrgang 1865, Nr. LXXIV., S. 258 |
| Download: | XML |
LXXIV.
Beitrag zur Geschichte der Oelmühlen; von Prof.
Rühlmann.
Aus den Mittheilungen des hannoverschen Gewerbevereins,
1865 S. 164.
Mit Abbildungen auf Tab.
IV.
Rühlmann, Beitrag zur Geschichte der Oelmühlen.
Eine sogenannte deutsche Oelmühle wird, so weit meine
Forschungen reichen, zuerst in Zeising's von 1607 bis
1612 in Leipzig erschienenen
Theatrum machinarum besprochen und durch eine jedoch
ungenügende Abbildung erläutert. Dieselbe besteht aus den bekannten drei
Hauptabtheilungen, einem Samenstampfwerke, einem Röstkessel (Wärmapparat) und einer sogenannten Schlägel-Keilpresse. Geometrisch und nach Maaß
gezeichnet, findet sich die deutsche Oelmühle zuerst in Leupold's
Theatrum machinarum und zwar Bd. IX, welcher erst nach
Leupold's Tode 1735 in Leipzig veröffentlicht
wurde.
Die sogenannten holländischen Oelmühlen sollen zuerst im
17. Jahrhundert aufgekommen seyn.Poppe: „Handbuch der Erfindungen,“ S. 74. Das Eigenthümliche derselben besteht hauptsächlich darin, daß sie durch
Windräder betrieben werden, die sogenannten Kollersteine
(Rollsteine) zuerst zum Zerreiben des Oelsamens Anwendung findenMühlen mit aufrechtgehenden cylindrischen Steinen (Kollersteinen), welche
außer einer rollenden Bewegung beim Arbeiten zugleich eine fortschreitende
annehmen, finden sich schon in dem 1617 in Frankfurt a. M. erschienenen
Werke de Strata's: „Dessins artificians,“ ohne jedoch
dabei deren Anwendung zum Verarbeiten der Oelfrüchte und des Samens zu
gedenken. und daß endlich die Keile der Presse vertical gestellt sind und durch
senkrecht herabfallende Stempel (Rammen) in die sogenannten Preßörter getrieben
werden.
Die ältesten Abbildungen solcher holländischen Wind-Oelmühlen fand der
Verfasser in dem Moole-Book von Pieter Limperch
Abbildungen in Rühlmann's allgemeiner
Maschinenlehre, Bd. II S. 260. und in dem für den Bau holländischer Windmühlen noch heute brauchbaren Werke
Van Zyls: „Theaturum
machinarum universale of groot allgemeene Moolenbook.“ Die
Grundgestalt dieser Oelmühlengattung hat sich bis heute in Holland und dem
hannoverschen Ostfriesland fast unverändert erhalten.
Während in (West- und Nord-) Deutschland die holländischen Oelmühlen
bald Eingang fanden, scheint dieß in England und Frankreich erst später eingetreten
zu seyn.
So weit die Nachforschungen des Verfassers reichen, hat sich seiner Zeit um die
Verbreitung der holländischen Oelmühlen in England der berühmte Smeaton verdient gemacht und findet sich u.a. eine von
diesem Ingenieur gezeichnete und ausgeführte Oelmühle in Rees'
Cyklopaedia,Oil Mill. Vol. XXV und Plates Vol. IV. sowie daraus in des Verfassers allgemeiner Maschinenlehre Bd. II S. 263. Als
eine besondere Eigenthümlichkeit dieser Smeaton'schen
Oelmühle verdient die Verwendung von eisernen
(cylindrischen) Walzen zum Vorarbeiten des Samens (ehe man diesen den
Rollsteinen übergibt), hervorgehoben zu werden und scheint es, als hätte Smeaton das Verdienst, diese Maschine zuerst bei der
Oelfabrication in Anwendung gebracht zu haben.
Der damalige Zustand französischer Oelmühlen wird am besten in Rozier's
„Observations sur la Physique“
geschildertDie berühmte Abhandlung Coulomb's (S. 417 der
angegebenen Quelle) führt speciell die Ueberschrift „Vues économiques sur les moulins et
pressoirs à huiles etc.“ und ist unstreitig
eine der gründlichsten und sorgfältigsten Arbeiten seiner Zeit, obgleich die
beigelegten Zeichnungen für den Constructeur unbrauchbar genannt werden
müssen., erstreckt sich aber vorzugsweise auf Maschinen zur Gewinnung des Oels aus
Früchten (Oliven).
Die von Rozier beschriebenen Maschinen zur Oelgewinnung
aus Raps- und Leinsamen sind namentlich solche, welche von Windrädern in der
Umgegend von Lille betrieben werden und die nach holländischen Mustern construirt
sind. An derartigen Mühlen stellte seiner Zeit (1780) der berühmte französische
Physiker Coulomb seine heute noch unübertroffenen
Versuche über Leistung gutconstruirter Windräder an, worüber in der unten citirten
Quelle ausführlich gehandelt wird.Rühlmann, „allgemeine
Maschinenlehre,“ Bd. I S. 369.
Hiermit sind wir zugleich zum ersten Abschnitte der Oelmühlengeschichte gelangt,
während der zweite Abschnitt in die Zeit verlegt werden kann, wo Bramah (1795) die hydraulische Presse erfunden hatte.
Hierüber handelte der Verfasser bereits ausführlich in den Mittheilungen des
hannoverschen Gewerbevereins, 1864 S. 221, worauf hier verwiesen werden muß.Im polytechn. Journal Bd. CLXXV S.
95; man sehe auch die Bemerkungen von Treviranus in Bd. CLXXV S. 422.Anm. d. Red.
Auch die sogenannte Topf-Oelpresse ist eine
englische Erfindung.In England waren die Topfpressen bereits vor 1832 unter dem Namen Russel's
Hydraulic Presse bekannt, worüber unter
Beifügung von Abbildungen berichtet wird im Mechanic's Magazine vom 7. April 1832 (Vol. XVII.) und daraus im
polytechn. Journal Bd. XLV S.
38.
Bei dieser Gattung hydraulischer Oelpressen wird der vorbereitete Same von einem
cylindrischen Topfe mit kreisförmigem Querschnitte aufgenommen, welcher mit dem vertical gestellten Preßkolben auf- und absteigt,
während der Preßstempel unbeweglich oben am Holme des Maschinengestelles befestigt
ist. Dabei ist der Preßtopf mittelst Rollen auf einer festen Unterlage fahrbar
gemacht, um rasch und bequem Füllen und Entleeren vornehmen zu können.
Bemühungen englischer und französischer Mechaniker, die hydraulische Presse durch
andere ebenfalls geräuschlos (stumm) ohne Stoß wirkende Pressen zu ersetzen, sind
ohne eigentlichen Erfolg geblieben, wohin namentlich Hallett's Presse mit excentrischen Scheiben und die Kniehebelpressen von
Sudds, Barker, Atkin's u.a. zu rechnen sind. Der
Vortheil solcher Pressen, daß bei ihnen mit dem zunehmenden Widerstande der zu
pressenden Körper auch die Preßkraft wächst, wird vollständig durch die größeren
Reibungen und damit zusammenhängenden Abnutzungen gegenüber den hydraulischen
Pressen aufgewogen, so daß sie als der Geschichte anheim gefallen betrachtet werden
können.
In die Zeit der 1820er Jahre fällt auch die Einführung der Dampf-Wärmapparate statt der flachen Pfannen über freiem Feuer, zur
Vorbereitung des Samens, wie sie sich bis zur Gegenwart erhalten haben. Die erste
vollständige Abbildung eines solchen Apparates brachte Le
Blanc im ersten Bande seines bekannten Recueil des
machines etc. Pl. 57 und zwar nach der (wahrscheinlich schon 1828 oder 1829
erfolgten) Ausführung des französischen Mechanikers Cazalis für die Salleron'sche Oelfabrik in
Paris.
Bemerkt zu werden verdient hierbei, daß sich in Frankreich schon früher der
Mechaniker Montgolfier um den Bau von Maschinen zur
Oelfabrication und insbesondere um die Construction vertical stehender,
hydraulischer Oelpressen verdient machte, wofür er auch bei der Pariser
Industrie-Ausstellung im Jahre 1819 ausgezeichnet wurde.Annales de l'industrie, T. IV pag. 132.
Eine besondere, beachtenswerte Eigenthümlichkeit dieser Montgolfier'schen Pressen war die Anordnung der Injectionspumpen, welche
1) zwei unter einander an derselben Stange befindliche Kolben von verschiedenen
Querschnitten besitzen, 2) so angeordnet sind, daß man den Hub dieser Kolben leicht
vergrößern oder verkleinern kann. Beide Mittel dienen dazu, den allmählich
Zunehmenden Widerstand der zusammengepreßten Samenmasse mit möglichst
gleichbleibender Kraft überwinden zu können Abbildungen und Beschreibungen der Montgolfier'schen Pumpen finden sich bei Le Blanc
Recueil, Tom. I., Pl. 10 und 11. und in der allgemeinen Maschinenlehre des VerfassersBd. II Seite 269., worauf hier verwiesen werden muß.
Andere Constructionen der Injectionspumpen für gleichen Zweck führten Hummel in Berlin und die Firma Hick und Rothwell in Bolton unweit Manchester aus.Verhandlungen des Vereins zur Beförderung des Gewerbfleißes in Preußen, 1838
S. 194.
Bei Hummel besteht der (cylindrische) Kolben aus zwei
concentrischen in einander geschobenen Theilen, die beim Anfange des Pressens, so
lange der Widerstand noch gering ist, zusammenwirken, während nachher und besonders
zuletzt bei sehr groß gewordenem Widerstande bloß noch der äußere, rohrförmige
Kolbentheil in Wirksamkeit bleibt. Bei Hick geht zwar
auch ein Kolben in den anderen, jedoch so, daß der große nachher als Stiefel für den
kleineren dient, was minder vortheilhaft als die Hummel'sche Anordnung ist und zwar sowohl in Hinsicht der Lederdichtung, als
auch in Bezug auf die zu erreichende Vervielfältigung der Kraft.In unserer Quelle (a. a. O.) S. 196 durch Beispiele erläutert.
Die Hummel'schen hydraulischen Pressen (in Deutschland
wegen ihrer Vortrefflichkeit seiner Zeit berühmt) bieten zugleich Veranlassung einer
anderen wichtigen Anordnung bei den Injectionspumpen, nämlich der sogenannten Selbstauslösung, zu gedenken, zufolge welcher sich das
Saugwerk selbstthätig erhebt, das fernere Ansaugen und Beschaffen von
Speiseflüssigkeit unmöglich gemacht wird, sobald der zu überwindende Widerstand eine
bestimmte Größe erlangt hat, oder der Druck eine gewisse Zeit hindurch auf demselben
Grade erhalten werden soll.
Diese Einrichtung scheint man zuerst (am Anfange der 30er Jahre) in der
Runkelrübenzuckerfabrik von Crespel zu Arras in
Frankreich getroffen zu habenS. Schubarth's Beiträge zur näheren Kenntniß der
Runkelrübenzuckerfabrication in Frankreich, Berlin 1836, S. 13., während Hummel etwas später (wahrscheinlich
1836) eine ähnliche Anordnung, jedoch mit mehreren recht zweckmäßigen Abänderungen
ausführte, worüber in der unten citirten Quelle nachzulesen ist.Verhandlungen des Vereins zur Beförderung des Gewerbfleißes in Preußen, 1838
S. 200.
Erwähnt werden können endlich hier noch die Bemühungen eines Engländers Spiller und des bekannten Planer Mechanikers Alban, in ganz eigenthümlicher sinnreicher Weise den
zunehmenden Widerstand bei der hydraulischen Oelpresse durch eine möglichst
gleichbleibende Kraft überwinden zu können. Spiller
Le Blanc„Recueil,“T. I, Pl. 67 und 68,
sowie polytechn. Journal Bd. XX (1826) S. 217. ordnete hierzu zwei Injectionspumpen neben einander an, gab beiden gleichen
Durchmesser und einerlei Hub, ließ sie jedoch mit verschiedenen
Geschwindigkeiten (verschiedenen Spielzahlen) arbeiten, während Alban
Polytechn. Journal Bd. XXIII (1829) S. 73. zwischen Injectionspumpen und Preßcylinder einen Windkessel einschaltete.Polytechn. Journal Bd. XXIII (1829) S. 73. Beide Ideen scheinen sich in der Praxis nicht bewährt zu haben, weßhalb ein
weiteres Eingehen auf dieselben hier ohne Zweck seyn dürfte, nm so mehr als die
unten citirten Quellen über beide ausführlich belehren.
Unter den Männern, deren Gedächtniß in der Geschichte der Oelmühlen aufzubewahren
ist, verdient der deutsche Civilingenieur Scholl in
Berlin obenan gestellt zu werden, indem derselbe durch sein 1844 erschienenes
vortreffliches selbstständiges WerkDer vollständige Titel des Werkes ist: „Der Bau und Betrieb der
Oelmühlen, nach den neuesten und bewährtesten Erfindungen, eigenen
Verbesserungen und Erfahrungen dargestellt. Nebst einem Anhang über die
Berechnung und Schätzung der Motoren. Ein praktisches Handbuch für
Oelmüller, Maschinenbauer, Unternehmer etc.“ Mit 19
lithographirten Tafeln. 4. Darmstadt 1844, Verlag von Leske.
„Bau und Betrieb der Oelmühlen“ sehr
viel (so weit dieß der Schriftsteller überhaupt vermag) zur Verbesserung der
Oelmühlen und zur Verbreitung guter Constructionen beigetragen hat.
Im Scholl'schen Werke wurde das technische Publicum zum
erstenmale mit eigenthümlichen Vor- und Nachpressen bekannt gemacht, welche, mehr oder weniger
originell, namentlich in den seiner Zeit berühmten Neußer Oelfabriken, in Anwendung
gekommen waren und mindestens im südwestlichen Deutschland noch heute als Prototype
rationeller und praktischer Maschinenconstruction ihrer Art mit Recht betrachtet
werden.
Meines Wissens war es ebenfalls in diesen Kreisen, wo man in Deutschland zuerst
(vielleicht gleichzeitig oder bald nachher in England) zur Oelfabrication alle Maschinen ausschloß, wobei Stoßwirkung stattfindet, d.
h. weder Samenstampfen, noch sogenannte Rammpressen benutzte, ein Verfahren, was sich jetzt
allgemein Bahn gebrochen hat, obwohl noch im Jahre 1844 nicht unerhebliche Bedenken,
selbst von den tüchtigsten Fachmännern, gegen ein derartiges Verfahren erhoben
wurden.Scholl a. a. O. § 263 und Mühleninspector
Heins in den Mittheilungen des Gewerbevereins
für das Königreich Hannover, 1844 S. 33.
Die von Scholl beschriebenen und empfohlenen sogenannten
(verticalen) Topfpressen erinnerten allerdings an die bereits oben erwähnten
englischen Pressen von Russel; ihre Detailconstruction
war jedoch derartig verändert (z.B. die Töpfe mit durchlöcherten Wänden, zum
Durchlassen des
ausgepreßten Oeles, als Siebtöpfe construirt etc.), so
daß sie gewissermaßen als neu bezeichnet werden konnten.
Besondere Ausbildung haben die in dem gedachten Bezirke (namentlich in der größten
Oelfabrik Deutschlands, der von Heinrich Thywissen in
Neuß) beliebten horizontalen Nachpressen erfahren. Bei
diesen Maschinen wird der Rückgang des Preßkolbens (nach verrichteter Arbeit) weder
durch Gegengewichte, wie bei den ersten englischen
Horizontalpressen, noch durch Anordnung sogenannter Zwillingskolben oder Doppelpressen, wie bei den
bereits genannten Pressen von Spiller u.a., sondern durch
eine sogenannte Contrepresse bewirkt. Diese besteht in
einer besonderen, verhältnißmäßig kleineren hydraulischen Presse, die ebenfalls
horizontal liegt, und deren Kolben mit dem der Arbeitspresse (Oelpresse) in eine
derartige (die Achsen beider in derselben geraden Linie liegend) Verbindung gebracht
ist, daß sich beide stets mit einander bewegen und die eine arbeitet während die
andere leer geht.
Mit Vorstehendem sind wir aber auch ganz in die Gegenwart der Maschinen zur
Oelfabrication gelangt, deren weiterer Zustand zunächst
mit der Beschreibung einer nach Neußer Muster angeordneten und ausgeführten, jedoch
mit mancherlei Verbesserungen ausgestatteten Oelfabrik dargelegt werden soll, wovon
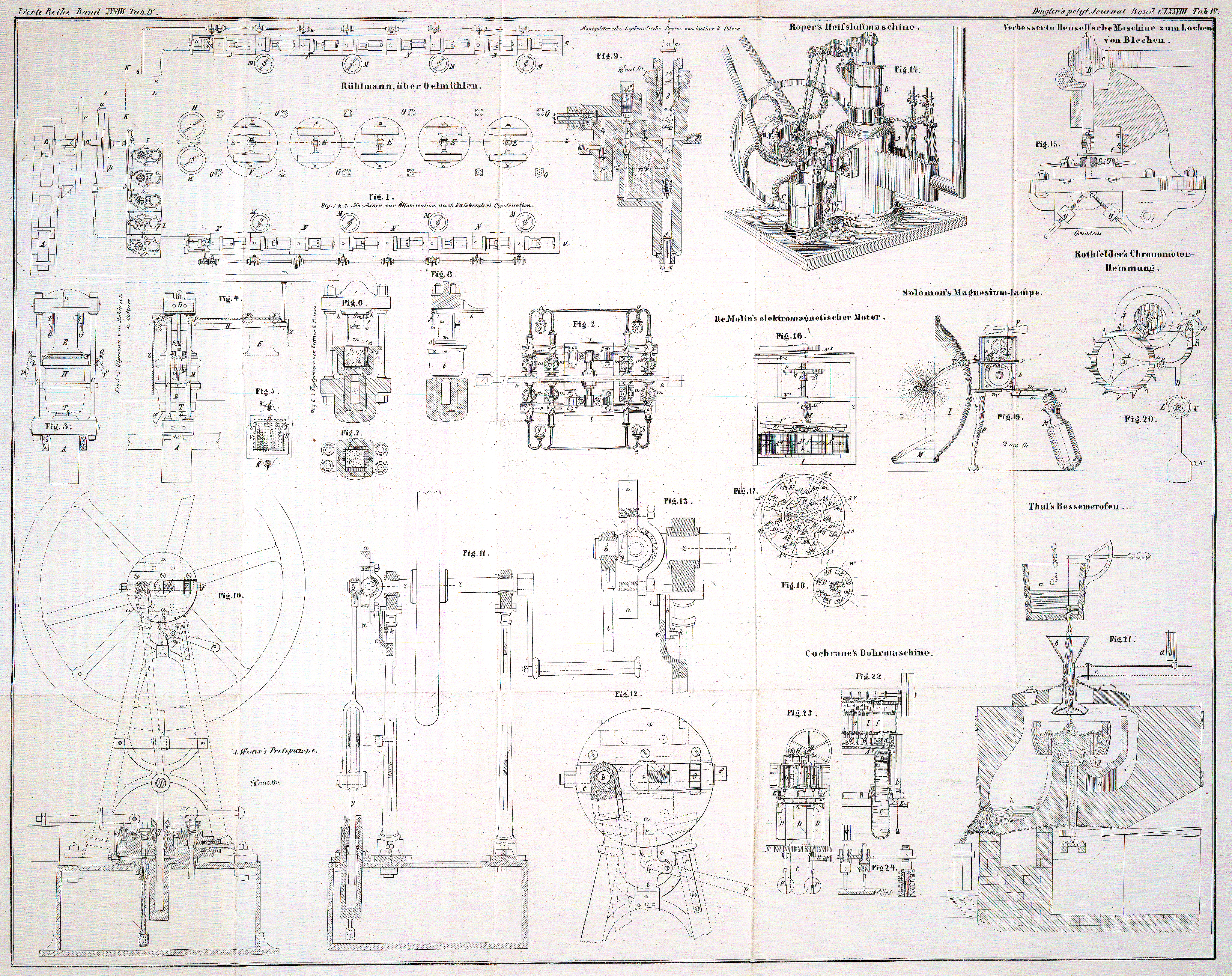
die Anordnung aus Fig. 1 erhellt.
Die sämmtlichen Maschinen dieser in Palota bei Pesth im Gange befindlichen Fabrik hat
Hr. Maschinenfabrikant J. B. Faßbender zu
Michelbacherhütte unweit Dietz im Herzogthum Nassau geliefert, welche sich sämmtlich
in jeder Beziehung bewähren, sowie überhaupt Anordnung und Betrieb dieser Fabrik als
musterhaft bezeichnet werden können.
Die ganze Fabrik enthält 21 Pressen, und zwar 5 verticale SiebtopfpressenSpecielle Abbildungen enthält Bd. II S. 307 und 308 meiner allgemeinen
Maschinenlehre., 16 horizontalliegende Nachpressen, 4 Paar Quetschwalzen, 5 Kollergänge, 2
Dampf-Samenwärmer für die Vorpressen und 8 eben solche für die
Nachpressen.
Der Betrieb erfolgt durch eine 40pferdige eincylindrige, horizontalliegende
Dampfmaschine, mit deren Hülfe gewöhnlich per Tag (23
Arbeitsstunden) 640 nieder-österreichische Metzen Raps (oder 716 preuß.
Schäffe!) zu Oel verarbeitet werden.
In Fig. 1 ist
die Dampfmaschine mit dem Buchstaben A bezeichnet, die
Kurbel mit B, die Schwungradwelle mit B¹ , das Schwungrad mit C und das erste Zahnrad mit D. Von letzterer
Stelle aus wird die Bewegung überall durch Räderwerke auf die betreffenden
Arbeitsmaschinen übertragen.
Die fünf erwähnten mit E, E, E... bezeichneten
Kollergänge werden alle durch Kegelradvorgelege von derselben durchgehenden Welle
Z, Z (die mit der Schwungradachse in einerlei
Verticalebene liegt) bewegt. Der Behälter F neben dem
ersten Steingange dient zur Aufnahme des bereits durch die Walzen gegangenen Samens,
von wo aus dieser leicht den Steingängen zugeführt wird.
Die überhaupt vorhandenen 4 Paar Samenwalzen liegen auf dem ersten Boden des
Fabrikgebäudes genau über dem ersten Steingange und wird die Bewegung auf sie von
einer Verticalwelle aus übertragen, deren Ort in unserer Grundrißfigur mit dem
Buchstaben d bezeichnet ist.
J, J sind die erwähnten 5 hydraulischen (verticalen)
Vorpressen; N, N sind die horizontalliegenden
Nachpressen, deren zugehörige Contrepressen durch die Buchstaben n,n markirt wurden.
H, H sind die durch Dampf geheizten Samenwärmpfannen der
Vorpressen; M, M sind die der Nachpressen.
Die Schwungradwelle B, B¹ der Dampfmaschine macht
36 Umläufe per Minute. Die Quetschwalzen (von 12 Zoll
Durchmesser und 36 Zoll Länge) laufen 70 bis 90 Mal per
Minute um, die Kollersteine (von 51/4 Fuß Durchmesser und 12 Zoll Breite) verrichten
in derselben Zeit 9 bis 10 Umgänge In Bezug auf letztere ist noch zu bemerken, daß
der normale Abstand zweier Steine von einander 30 Zoll beträgt, wobei die verticale
Drehachse jedoch nicht in der Mitte dieser Entfernung, sondern beziehungsweise in
den Abständen von 11 1/4 Zoll und 18 3/4 Zoll liegt, so daß jeder Stein einen Theil
der Bahn des anderen überschreitet, eine Anordnung, welche für die Arbeit sehr
vortheilhaft ist.
Die vorhandenen Injectionspumpen hängen sämmtlich an einem Balancier k, k, Fig. 2 (im vergrößerten
Maaßstabe gezeichnet), dessen Lage im Grundrisse Fig. 1 durch die
Buchstaben K, K angedeutet ist, so daß die Linie LL daselbst die Richtung seiner Drehachse l, l angibt.
An dem Balancier k, k (Fig. 2) hängen überhaupt
11 Pumpen m, m, m..., wovon 4 rechts, 4 links und 3 in
der Mitte stehen, letztere in unserer Abbildung nicht sichtbar, weil sie durch den
Balancier verdeckt werden.
Bei f, f liegen die Saug- und Druckventile, zu
denen man ohne Weiteres nach Oeffnung einer Schlußdeckelschraube gelangen kann.
Dabei liegen außerdem die Saugventile so tief unter dem Wasserspiegel des
Reservoirs, woraus die Pumpen gespeist werden, daß sich die Saugröhren beim Aufgehen
der Kolben selbst füllen. Die Kästen r, r dienen zur Leitung des Wassers
aus dem bereits erwähnten Reservoir und weiter zur Aufnahme der Hebel zum Ausheben
der Saugventile, sobald die Arbeit der Pumpe selbstthätig oder absichtlich
unterbrochen wird. g, g sind die
Sicherheitsventilkästen, in welchen sich ein bestimmter Theil der Pumpen vereinigt
und von wo aus dann das Wasser (je nachdem mehrere Pumpen auf eine Partie Pressen
arbeiten) nach den Pressen geht.
Die in unserer Grundrißfigur 1 bei den Wasserleitungsröhren angegebenen Buchstaben
a, b und c
correspondiren mit denselben Buchstaben des Pumpengrundrisses Fig. 2. Complicirte
Wechselhähne (Krahne) sind dadurch umgangen, daß Hr. Faßbender die Fertigpressen N, N symmetrisch
links und rechts vertheilte. Die Krahne sitzen hier auf den Contrepressen n, n und sind durch die Buchstaben i bemerkbar gemacht (als viereckige Platte mit
abgebrochenen Ecken gezeichnet).Abbildungen derartiger Wechselkrahne oder Wechselhähne finden sich ebenfalls
in meiner allgemeinen Maschinenlehre, Bd. II S. 328.
Unter den wenigen wirklich neuen und empfehlenswerthen Constructionsveränderungen
jüngster Zeit bei den Maschinen zur Oelfabrication, ist kaum eine, welche mehr
Beifall und Erfolg aufzuweisen hat, als die Herstellung von senkrechten Topfpressen für quadratische
Kuchen mit eigenthümlicher Lösekeil-Anordnung. Nach meinem Wissen
ist es die Maschinenfabrik der HHrn. Luther und Peters in Wolfenbüttel, der die Priorität dieser
Construction gebührt, die sich übrigens bereits aus der letzten Hälfte der 1840er
Jahre datirt. Die Gestalt dieser Pressen, wie sie die genannte Fabrik ausführt,
zeigen in 1/32 wahrer Größe die Figuren 6, 7 und 8.
Hierbei erkennt man ohne Weiteres den sogenannten Preß-Siebtopf a, dessen Wandlöcher mit Rillen im Preßgefäße b correspondiren, welches letztere direct auf den
Arbeitskolben der hydraulischen Presse befestigt ist und mit diesem auf- und
absteigt. An zwei Seiten legt sich der Siebtopf genau an die Wände des Preßgefäßes
b an, während dieß an den beiden anderen Seiten, wie
aus Fig. 7
erhellt, nicht der Fall ist, hier vielmehr zwei ebenfalls mit Rillen versehene, oder
wie Hohlroste construirte Keilplatten e, e den
ausgesparten Raum füllen und dabei zugleich einen vortrefflichen Schluß in der
Eigenschaft sogenannter Lösekeile bilden.
Jeder der letzteren ist mit einer Oehse d (Fig. 6 u. 8)
ausgestattet, die mit einem Haken f correspondirt, der
oben am Preßholme aufgehangen ist. Der Stempel m bleibt
hier, ähnlich wie bei den älteren Topfpressen von Russel, während des
Aufsteigens des Preßkolbens, d.h. während des Arbeitsprocesses, unbeweglich.
Nach vollendetem Pressen ist das Gefäß b mit dem
Siebtopfe a so hoch in die Höhe gegangen, daß man die
Haken f in die Oehsen d
hängen kann, was offenbar den Erfolg hat, daß wenn man das Preßwasser abläßt und
demnach der Arbeitskolben mit Zubehör a, b vermöge
seines Gewichtes niedersinkt, der Keil d herausgezogen
und die Presse gelöst wird.
Um das Herausnehmen der in Haar- oder Wolltücher geschlagenen, nunmehr
zusammengepreßten Saat (Oelkuchen) eben so bequem wie das Einlegen oder Füllen
vornehmen zu können, läßt sich der Preßstempel m während
dieser Zeit von seinem Platze entfernen. Hierzu ist derselbe mit an zwei Seiten
befindlichen prismatischen Vorsprüngen g (Fig. 6) auf
einer nach außen gehörig verlängerten Bahn h (deren
Querschnitt ebenfalls aus Fig. 6 erhellt)
verschiebbar, so daß der Raum über dem Siebtopfe b ganz
frei wird. Zum bequemen Anfassen bei dieser Manipulation ist am Preßstempel ein
Handgriff i angebracht. In einiger Beziehung von
ähnlicher Unordnung wie die Pressen der HHrn. Luther und
Peters sind die der Engländer Robinson und Cottam in London, worauf sich
diese unterm 30. März 1858 ein Patent ertheilen ließenPatent Specification Nr. 670 von 1858 (Hydrostatic and other Presses). und wovon eine in drei verschiedenen Ansichten in Fig. 3, 4 und 5 abgebildet ist.
Preßcylinder A, Kolben B,
Verbindungsstangen C und ähnliche Theile sind
selbstverständlich, eben so der für den Siebtopf U, V
bestimmte Preßstempel E. Letzterer ruht jedoch auf vier
Rollen F, F, welche auf den Schienen G, G einer unverrückbaren Eisenbahn laufen. Zum
Aus- und Einfahren benutzt man starke Stricke Z,
Z (Fig.
4).
Das Preßgefäß H ist hier jedoch nicht auf dem Kopfe der
Preßplatte des Kolbens B der hydraulischen Presse
befestigt, sondern nur darüber gestülpt, so daß sich der Kopf des Kolbens B im Innern von H
auf- und abschieben läßt, während das Gefäß H
selbst festgehalten, d.h. verhindert wird an der Bewegung des Kolbens B Theil zu nehmen.
Wie bei der vorher beschriebenen Presse dient auch hier II mit seinen durchlöcherten
Einsätzen U, V (Fig. 5) zur Aufnahme des
in Tücher gepackten Samens, welche beim Aufgange des Kolbens B der hydraulischen Presse nach oben geschoben und endlich dadurch gepreßt
werden, daß die Tücherpackete (oder richtiger eine auf die obere Schicht gelegte
Deckplatte) gegen den an die rechte Stelle gerückten Stempel E treffen und an diesem eine feste Wand finden. Ist nun hierbei durch die breit
gepreßte Samenmasse ein hinreichender Seitendruck auf die Innenfläche des
Preßgefäßes H übergetragen, so wird letzteres endlich
mit in die Höhe genommen, wobei jedoch sein Weg entsprechend durch Schrauben M, M (Fig. 4) begrenzt werden
kann. Reicht der Seitendruck nicht aus, um eine zur Mitnahme von H erforderliche Reibung zu erzeugen, so kann dieses
Gefäß H durch folgende Anordnung zum in die Höhegehen
veranlaßt werden.
In Figur 4 und
5 bemerkt
man besondere mit K bezeichnete Führungsstangen, nahe
deren Mitte Schrauben für die bereits erwähnten und verstellbaren Muttern M, M (zur Begrenzung des Weges von H) eingeschnitten sind. Diesen Stangen dienen
gleichzeitig Knaggen L, L zur Führung, an denen man die
Drehpunkte von Hebeln P, Q angebracht hat, wodurch
horizontalliegende Bolzen O hin und her geschoben werden
können. An dem oberen Rande von H hat man ferner
prismatische Stücke N angegossen, die mit Löchern
ausgestattet sind, durch welche man die bereits erwähnten Bolzen O hindurchschieben kann, so daß diese über den oberen
Rand von H derartig treten können, daß sich gegen sie
die Deckplatte der Tücherpackete lehnen kann, welche mit den Packeten von dem
Preßkolben B aufwärts getrieben wird. Sobald nun diese
Deckplatte gegen die weit genug vorgeschobenen Bolzen O
drückt und letztere stark genug sind, um nicht zu zerbrechen, so erhellt ohne
Weiteres, daß hierdurch das Gefäß H mit zum Aufsteigen
veranlaßt wird.
Beim Rückgange des Preßkolbens B steigt anfänglich auch
das Gefäß H mit nieder, wird jedoch bald von der unteren
Schraube M am Weitergehen gehindert, so daß B seinen Weg allein fortsetzt. Läßt sich nach dem
Entfernen des Stempels E (nach dessen Herausfahren auf
der Eisenbahn G) die gepreßte Masse nicht ohne Weiteres
aus dem Gefäße H nehmen, so soll ein geringes
Wiederaufwärtstreiben des Kolbens B, während H an dem Mitgehen von der oberen Schraube M gehindert wird, hinreichen, um die Masse aus H nach oben hin etwas zu lüften (herauszustoßen),
überhaupt deren Entfernung möglich zu machen etc.
Doch dieses Alles wird hinreichen zu erkennen, daß die Presse von Robinson und Cottam der von
Luther und Peters an
Einfachheit der Construction und Handhabung ungemein nachsteht und ihr daher keine
derartige, allgemeine Verwendung (namentlich als Nachpresse, oder auch als
Vor- und Nachpresse für kleinere Anlagen)Beschreibung und Abbildung einer kleinen, aber höchst rationell
eingerichteten und betriebenen Oelfabrik (die des Herrn Capelle in Hannover) findet sich in meiner
allgemeinen Maschinenlehre, Bd. II S. 311 und 312. prophezeit werden kann, wie dieß bei den Pressen von Luther und Peters der Fall ist.
Von den Bestrebungen, die selbstthätigen Ausrückungen bei
den Injectionspumpen der hydraulischen Pressen zu vereinfachen und zu vervollkommnen, verdient
unter anderen die des Herrn Ingenieur Fischer (zur Zeit
in Bremen) angeführt zu werden, wovon sich Beschreibung und Zeichnung in den
Mittheilungen des hannoverschen Gewerbevereins, 1863 S. 273 vorfindet, vorzüglich
aber eine andere mit Regulatorkolben und pendelartigem Ausrückgewichte, welche sich
in der Zeitschrift des Vereins deutscher Ingenieure, 1864 S. 222 (im polytechn.
Journal Bd. CLXXIV S. 5) beschrieben und
abgebildet findet. Bei dieser Unordnung läßt sich der beabsichtigte und erreichte
Maximaldruck nicht bloß für einen Augenblick, sondern von hinlänglicher Dauer
erhalten, um dem Oele gehörige Zeit zum Herauslaufen zu lassen.
Eine mindestens mir ganz neue sinnreiche Methode, um bei den Injectionspumpen
hydraulischer Pressen eine absatzweise oder continuirliche Hubveränderung eintreten
zu lassen und dadurch (wie schon bei der oben besprochenen Montgolfier'schen hydraulischen Presse) bei zunehmendem Widerstande mit
möglichst gleichbleibender Kraft arbeiten zu können, fand ich bei Pressen der
Maschinenfabrik etc. der Herren Albert Wewer und Comp. in Barmen, welcher letzteren ich zugleich die
beigegebenen Zeichnungen der betreffenden Anordnung verdanke.
Figur 10 und
11 zeigen
die Wewer'sche Injectionspumpe in 1/8 wahrer Größe, wobei
zunächst hinsichtlich der Unordnung darauf aufmerksam zu machen seyn dürfte, daß man
überall von oben zum Saug-, Steig-, Sicherheit- und
Ablaß-Ventil gelangen kann.
Zur erwähnten Hubveränderung ist die Scheibe 9. (Fig. 12 und 13 im größeren
Maaßstabe gezeichnet) der Kurbelwarze b, an welche die
Lenkstange l faßt, mit einem supportartigen Schlitten
c ausgestattet, der durch eine Schraube d derartig verstellbar gemacht ist, daß man die Warze
b dem Mittelpunkte z der
Scheibe a beliebig nähern oder entfernen kann.
Um dieses Stellen mit Zuziehung der Menschenhand vornehmen zu können, ist die
Schraubenspindel in ihrer Fortsetzung nach rechts hin quadratisch gestaltet, so daß
bei f ein Schraubenschlüssel aufzustecken ist.
Um jedoch die Hubveränderung selbstthätig und continuirlich geschehen lassen zu
können, hat man folgende Anordnung getroffen.
Auf der Schraubenspindel d ist zunächst ein mit
Sperrzähnen versehenes Rad g befestigt, so daß, wenn
letzteres umgedreht wird, auch die Schraube eine gleiche Drehung verrichtet.
Sodann ist seitwärts der Warzenscheibe a am Gestell der
Maschine ein Arm e mit einem Einschnitte befestigt,
worin eine vorspringende Nase i senkrecht auf- und abgeschoben werden
kann. Diese Nase sitzt wieder an einem geeigneten Stücke h, dessen unteres Ende mit einem Stifte k in
Verbindung gesetzt ist, welcher in einem Längenschlitze des kürzeren Armes eines
Hebels p, m Platz findet. Der längere Arm des letzteren
ist ferner zwischen einen Bügel r geklemmt, worin er in
wünschenswerther Lage gehalten werden kann.
Bei derjenigen Stellung dieses Hebels, welche in unseren Abbildungen gezeichnet ist,
befindet sich die Nase i genau in derselben Entfernung
von der Achse z als die Warze b an der Scheibe a, woraus, mit Bezug auf das
Vorstehende, erhellt, daß bei jedem Umlaufe der Warzenscheibe immer ein Zahn des
Rades g einmal an die Nase i
stößt, was zur Folge hat, daß g um eine Zahntheilung
gedreht und in diesem Maaße proportional die Warze b
verschoben und damit der Hub des Kolbens y der
Injectionspumpe verändert wird.
Will man zeitweise mit constantem Hube arbeiten, so braucht man nur den Arm p des Hebels k, m, p gehörig
hoch in der Klemme r zu verschieben, so daß die Nase i tief genug herabrückt, diese dem Rade g aus dem Wege geht und letzteres mit der Warzenscheibe
umläuft, ohne auf die Drehung der Schraube d zu
wirken.
Die im Bau guter Maschinen zur Oelfabrication in Norddeutschland rühmlichst bekannte
Maschinenfabrik der Herren Luther und Peters in Wolfenbüttel hat bei einigen ihrer Pressen zur
Proportionirung der bewegenden Kraft bei zunehmendem Widerstande, die Idee Montgolfier's wieder aufgefaßt, nämlich gleichsam in
verbesserter Auflage zwei an derselben Stange a, b
Fig. 9
sitzende Kolben c und d von
verschiedenen Querschnitten ausgeführt, wovon ersterer einen Durchmesser von 9/8
Zoll rhein., letzterer von 5/4 Zoll rhein. besitzt.
Beim Anfange des Pressens arbeitet man auch hier mit beiden Kolben zugleich, was
offenbar dasselbe ist, als wäre nur ein Kolben vom Querschnitte des größeren d (= 1,227 Quadratzoll)
vorhanden, in welchem Falle g das Steigventil für den
Kolbentheil c, und h das
Steigventil für den Kolbentheil d bildet.
Um bei zunehmendem Widerstande mit der Differenz der Querschnitte (1,227 –
0,994 = 0,233 Quadratzoll) beider Kolben arbeiten zu können, hebt man hier ebenfalls
das unterste Saugventil f von seinem Sitze gänzlich ab,
hält es schwebend über demselben, d.h. macht es überhaupt wirkungslos, so daß dann
g das Saugventil bildet.Bemerkt zu werden verdient vielleicht noch, daß der Durchmesser des
zugehörigen Preßkolbens 12 Zoll rhein., der Hub des Injectionskolbens a, b 2 1/2 Zoll beträgt und letzterer per Minute 52 Doppelhube macht.
Zu den bemerkenswerten Dingen bei der Verwendung hydraulischer Pressen zur
Oelfabrication, gehört noch das in neuerer Zeit vielfach wahrzunehmende Bestreben
ohne Woll- oder Roßhaar-Tücher zu pressen, in welche man den Samen nach dem
Vorwärmen einzupacken pflegt. An der Stelle der letzteren verwendet man ebene
Filzplatten, die je nach der Form beabsichtigter Oelkuchen rund, quadratisch etc.
geschnitten sind, zwischen denen man die Saat packt ohne das Umschlagen an den
Kanten nöthig zu haben, wo bekanntlich die Hauptabnutzung der gewöhnlichen Tücher
oder Säcke erfolgt. An manchen Stellen (u.a. bei den sogenannten Fesca-Pressen)Wahrscheinlich nach dem Maschinenfabrikanten gleichen Namens in Berlin so
genannt. klemmt man über die obere Filzplatte einer Saatschicht einen sich federnden
Stahlring,Abbildungen in meiner allgemeinen Maschinenlehre, Bd. II S. 314. wodurch ein besserer Verschluß gebildet und das Herausdringen des Samens an
den Kanten verhindert wird.
Bei einer Sorte kräftiger Oelpressen für kreisrunde Kuchen, die mir unter dem Namen
der Bodmer-Pressen (in Zürich?) bekannt geworden
sind, wird unter Verwendung von Filzplatten und je einer durchlöcherten Stahlscheibe
in Töpfen zweier Etagen über einander (gleichzeitig) gepreßt, wobei sich nach dem
Pressen die angewandten Preßtöpfe seitlich auf fester Bahn ausfahren und auf
geeignete Tische leeren lassen, die zu letzterem Zwecke mit entsprechenden
kreisförmigen Oeffnungen versehen sind.
Allerdings erspart man bei diesen Methoden die kostspieligen, viel Reparatur
verursachenden und bald unbrauchbaren Tücher, gelangt aber wieder zu anderen Uebeln,
wohin ohne die gedachten (Fesca'schen) Stahlringe
besonders gehört, daß sich viel Same seitlich herausquetscht und gleichzeitig nicht
geringe Unreinlichkeit erzeugt wird, was natürlich nicht so schlimm ist bei neuen,
weichen Filzplatten, als bei solchen, welche durch
den Gebrauch (namentlich an den Rändern) mehr oder weniger hart geworden sind.
Jedenfalls ist die Pressung mit Filzplatten (ohne Tücher) nur für den Vorschlag, nicht aber für den Nachschlag zu rathen.
Interessant und unter Umständen auch von Nutzen ist die neuerdings von den Franzosen
und Engländern versuchte Verwendung der sogenannten Accumulatoren, Kraftsammler oder Apparate, welche gleichsam
Vorrathsmagazine für bewegende Kräfte bilden und worüber ich ausführlich bereits in
den Mittheilungen des hannoverschen Gewerbevereins, 1864 S. 223 (polytechn. Journal
Bd. CLXXV S. 93) berichtete.
Soweit mir bekannt, hat zuerst Falguière in
Marseille für eine Oelfabrik in Bordeaux, mit 44 hydraulischen Pressen, von den
Accumulatoren Gebrauch gemacht, dadurch die erforderlichen Injectionspumpen auf 8
reducirt und nicht geringe Vortheile für den Arbeitsproceß erreicht.Armengaud: Publ. indust.
Tome XIII Pl. 36 und 37; polytechn.
Journal Bd. CXXXIX S. 404.
Zur Londoner Ausstellung hatte Lacointe in St. Quentin
einen sehr compendiösen und doch wirksamen Accumulator für hydraulische Oelpressen
eingesandt, der sich in meiner Maschinenlehre Bd. II S. 288 (und im polytechn.
Journal Bd. CLXXV S. 98) beschrieben und
abgebildet findet.
In England (obgleich das Land, woher die Accumulatoren stammen) scheint man dennoch
erst später für Oelfabrication davon Gebrauch gemacht zu haben und ist es meines
Wissens das bekannte Huller Etablissement für
Oelmühlen-Constructionen von Martin Samuelson und
Comp.,Beschreibung und Abbildung eines Samuelson'schen
Accumulators für hydraulische Oelpressen im polytechn. Journal Bd. CLXVIII S. 107. denen dieß Verdienst zuzuschreiben ist.
Zu den bemerkenswerthen Oelmühlen-Anlagen rationeller Construction der
jüngsten Zeit, die mir specieller bekannt geworden sind,
gehören außer den bereits ausführlich beschriebenen Faßbender's, die von Lecointe
Armengaud: Publ. indust. Tom. XIX, pag. 179, Pl. 12, 13 und 14. mit horizontalen Doppelpressen (gleichzeitig um Contrepressen entbehrlich zu
machen), ferner die bereits erwähnte von Falguière
mit Verticalpressen, die großartigen Anlagen (32 hydraulische Pressen) zu
Wittenbergs an der Elbe (Kreis Westprignitz), Hrn. S. Herz in Berlin gehörig,Die Oelfabrik des Herrn Herz ist, nach meinem
Wissen, zur Zeit das größte Etablissement seiner Art in Norddeutschland.
Nachstehende Angaben verdanke ich größtentheils gütigen persönlichen
Mittheilungen des Herrn Besitzers.Zunächst sind an Arbeitsmaschinen folgende vorhanden: 4 Paar Quetschwalzen
(16 Zoll preuß. Durchmesser, 26 Zoll Länge, 75 Umgänge per Minute), 11 Kollergänge und die
erforderlichen durch Dampf geheizten Samenvorwärmer (Temperatur 95°
C.), 32 verticale hydraulische Pressen und zwar 10 Stück Vorpressen
(Topfpressen mit runden Kuchen) und 16 Stück Nachpressen (trapez- und
keilförmige Kuchen). Beide Gattungen Pressen haben gemeinsame Pumpenkästen
und je 8 Stück Injectionspumpen. Außerdem sind zum Zerkleinern der
Vorgutkuchen zwei Paar Zackwalzen vorhanden und überall werden die Saaten
durch vom gangbaren Zeuge aus betriebene Schnecken und Elevatoren
bewegt.Die Preßzeit beim Vorgute ist circa. 15 Minuten,
beim Nachgute circa 8 Minuten.An Betriebsmaschinerie (Motoren) besitzt das Etablissement folgende:
a) ein großes verticales Wasserrad von 14 Fuß
Durchmesser, 22 Fuß Schaufellänge und 3 Fuß Kropfhöhe bei 4 bis 4 1/2 Fuß
Gefälle;b) zwei kleinere, ähnliche Räder von 14 Fuß
Durchmesser, 16 Fuß Schaufellänge und 21 Zoll hohem Kropf bei 2 1/2 Fuß
Gefälle;c) eine Woolf'sche
Dampfmaschine von 80 Pferdekräften.Das erforderliche Aufschlagwasser wird aus dem Stepenitzflusse in einem
eigenen, von Herrn Herz erbauten Canale zugeführt
und variirt dessen Arbeitsvermögen von 35 bis 100 Pferdekräften.Bei hinreichender Wasserkraft treiben die drei angeführten Räder das Werk
allein, während in wasserarmen Zeiten die Dampfmaschine zur Aushülfe dient.
Auch wenn die Dampfmaschine mit voller Kraft arbeitet, muß sie zum Betriebe
des ganzen Werkes noch eines der kleineren Wasserräder zur Hülfe nehmen. Für
die Füllbassins und die Raffinerien ist außerdem noch eine sechspferdige
Dampfmaschine aufgestellt.Sämmtliche Fabrikgebäude sind ganz von Stein und Eisen mit massiven Dachungen
erbaut. In den Speichern können etwa 7000 Wispel (168,000 Scheffel preuß.)
Saat, 20,000 Pfund Oel und eben so viel Kuchen gelagert werden. Der eine
dieser Speicher hat (bei 5 Etagen) 300 Fuß Länge und 40 Fuß Tiefe, der
andere (bei 4 Etagen) 50 Fuß Länge und 30 Fuß Tiefe.Endlich ist eine Darre zum Trocknen der Saat zu erwähnen, welche 60 Fuß lang
und 28 Fuß breit ist und über dem gewölbten Fabrikraume liegt. und die jüngsten Schöpfungen der Egells'schen Maschinenbauanstalt in
Berlin für eine Leinölfabrik in St. Petersburg.Wiebe's Skizzenbuch für den Ingenieur und
Maschinenbauer, Heft 30 (1863) und Heft 31 (1864). Andere hieher gehörige
Angaben und einige Berichtigungen der Wiebe'schen
Zahlenwerthe verdanke ich der gütigen Mittheilung des Hrn. F. A. Egells. (Man sehe hierüber auch Bd. II S.
295–303 meiner allgemeinen Maschinenlehre.) Diese Fabrik enthält 3
Paar Quetschwalzen, 8 Paar Kollersteine, 16 Vorwärmpfannen und 16
hydraulische Verticalpressen für trapezförmige (oder sogenannte
Zungen-) Kuchen. Construction und Ausführung dieser sämmtlichen
Maschinen zeigen überall den rationell gebildeten erfahrenen Mechaniker.Zum Betriebe vorbemerkten Werkes ist eine Woolf'sche Dampfmaschine von mehr als 50 Pferdekräften vorhanden, so
wie zwei Dampfkessel (Fairbairn's System), jeder
von 750 Quadratfuß Heizfläche.Ueber die Leistungen dieser Oelfabrik wird weiter unten (in einer
deßfallsigen allgemeinen Zusammenstellung) ausführlich berichtet.
Die Bemühungen der allerneuesten Zeit, das Oel aus Samen nicht auf mechanischem Wege
und zwar durch Extraction mit Schwefelkohlenstoff zu
gewinnen,Im polytechn. Journal sind die hierzu dienenden Apparate von Deiß Bd. CLIX S. 436, Seyferth Bd. CXLVIII S. 268 und Lunge
Bd. CLXX S. 378 beschrieben.Anm. d. Red. haben leider zur Zeit noch nicht zu erwünschten Resultaten geführt, obwohl
es Thatsache ist, daß man auf diesem Wege durchschnittliche ProcentDas in den Preßkuchen noch verbleibende Oel ist jedoch nicht als ohne
Weiteres verloren anzusehen, vielmehr repräsentirt dasselbe einen gewissen
Futterwerth und hat bis jetzt die Erfahrung gelehrt, daß die Landwirthe
Preß-Oelkuchen bei weitem lieber kaufen als die Rückstände der
Oel-Extraction mittelst Schwefelkohlenstoff. Man sehe deßhalb die im
Haupttexte beigefügten Bemerkungen des Hrn. Dr.
Dullo in Berlin. Oel mehr gewinnen kann, als dieß auf mechanischem Wege der Fall ist.
Sehr beachtenswerth in Bezug auf diese ganze Frage erscheinen mir die Mittheilungen
und Ansichten des Hrn. Dr. Dullo in Berlin, welche derselbe unter der Ueberschrift: „Die Extraction
der fetten Oele mittelst Schwefelkohlenstoff“ in Nr. 19 (S. 152) und
Nr. 20 (S. 159) der Wieck'schen deutschen illustrirten
Gewerbezeitung von 1865 veröffentlicht, denen wir entnehmen wollen, was dort am
Schlusse gesagt ist:
„Zieht man die Schädlichkeit, die viele Schwefelverbindungen für den
thierischen Organismus haben, in Betracht, bedenkt man, daß die Dämpfe des
Schwefelkohlenstoffs und das Schwefelwasserstoffgas keinem Menschen gesund sind,
vielen aber nachtheilig, ja sogar gefährlich, so wirft sich unwillkürlich die
Frage auf, ob nicht durch gewisse Schwefelverbindungen die sich in den
Samen-Rückständen befinden, und die erst durch die Fabrication
hineingebracht sind, ob nicht durch diese der Gesundheit des Viehes geschadet
wird; – ob der Landwirth immer sicher seyn kann, daß aus den Rückständen
absolut aller Schwefelkohlenstoff beseitigt ist, der, wenn er auch nur in den
kleinsten Mengen vorhanden war, sicherlich auf den thierischen Organismus nicht
vortheilhaft wirkt. Der Landwirth wird sich gut stehen, wenn er unter allen
Umständen Nahrungsmittel für das Vieh verwendet, die nicht in nahe Berührung mit
chemischen Industriezweigen gekommen sind; sie sind gewöhnlich dadurch nicht
verbessert, sie mögen mitunter brauchbar und gut seyn; der Landwirth läuft aber
auch Gefahr, in weniger glücklichem Falle sein Vieh damit zu vergiften und er
wird sich besser stehen, wenn er Oelkuchen mit 5 Thlr. per Centner bezahlt, als
diese Rückstände mit 3 Thlr. – Daß diese ganze Fabrication für den
Fabrikanten von Vortheil seyn mag, ist wohl möglich, aber der Vortheil der
Consumenten fällt nicht immer mit dem des ersteren zusammen, und weil dem in
dieser Fabrication so ist, deßhalb scheint sich auch die Extractionsmethode des
Oels mittelst Schwefelkohlenstoff nicht recht Bahn brechen zu wollen, und wird
als ephemere Erscheinung wohl auch wieder vom industriellen Himmel
verschwinden.“
––––––––––
Schließlich theile ich nachstehende Daten über die Leistungen
verschiedener neueren Oelmühlen mit, welche theils vertrauenswerthen
Angaben, theils eigenen Beobachtungen entnommen sind.
1) Oelmühle des Hrn. Capelle in der
Stadt Hannover.Beschrieben und abgebildet in meiner Maschinenlehre, Bd. II S. 311 und
312.
(Zwei Verticalpressen, welche man beide nach einander zum Vor- und Nachschlage
benutzt. Quadratische Kuchen, vier Stück in jeder Presse von 30 Pfund
Gesammtgewicht.)
Wenn die Betriebsdampfmaschine (nach sorgfältigen Berechnungen) eine Nutzarbeit von 6
Pferden entwickelte, wurden in 13 Stunden täglicher continuirlicher Thätigkeit, 55
Himten oder 31,17 preußische Scheffel Winterraps zu Oel verarbeitet, wobei der
Himten Raps 40 bis 42 Zollpfund oder der preußische Scheffel 70 1/2 bis 74 Pfund wog
und per Himten 14 bis 16 Pfund Oel gewonnen wurden.
Hiernach betrug die Leistung per Stunde und per Pferdekraft 31,17/6,13 = 0,399 oder 0,4 preußische
Scheffel.
2) Oelmühle des Hrn. Struß in
Linderte (unweit Hannover).
(Zwei Verticalpressen für Vor- und Nachschlag, wobei ohne Tücher, jedoch mit
Anwendung von Roßhaarplatten gearbeitet wird.)
Die Betriebsdampfmaschine trug nach sorgfältigen Berechnungen vier Pferdekräfte auf
die Schwungradwelle über.
Verarbeitet wurden:
a. Raps (der Himten von 42 Pfund Gewicht) in 14 Stunden
(continuirliche Thätigkeit) 40 Himten oder 22,67 preußische Scheffel, so daß die
Leistung betrug per Stunde und per Pferdekraft 22,67/(4 . 14) = 0,405 preußische Scheffel. Erhalten
wurden bei jeder Pressung zwei runde Kuchen per Presse,
jeder von 10 bis 11 Pfund Gewicht.
b. Leinsamen (der Himten von 41 bis 42 Pfund
Zollgewicht, gab 10 bis 11 Pfund Leinöl).
Verarbeitet wurden in 14 Stunden 36 Himten oder 20,4 preußische Scheffel, daher die
Leistung per Stunde und per
Pferdekraft 20,4/(4 . 14) = 0,364 preußische Scheffel.
3) Oelfabrik in Goslar.
Unter Verwendung von ebenfalls zwei Verticalpressen (gleichzeitig für Vor- und
Nachschlag) und betrieben von einem oberschlägigen Wasserrade, dessen Nutzarbeit
(unter Annahme von 0,70 als Güteverhältniß) zu 4 Pferdekräften berechnet wurde,
verarbeitet man täglich (volle 23 Stunden) allerhöchstens 30 Zollcentner Raps (von
43 bis 45 Pfd. per Himten), d. i. 68 Himten oder 38,5
preußische Scheffel, so daß man als Leistung erhält per
Stunde und per Pferdekraft 38,5/(4 . 23) = 0,418
preußische Scheffel.
4) Die großartige, vorher beschriebene Oelfabrik des Hrn. S.
Herz in Wittenberge verarbeitet durchschnittlich täglich in 23 Stunden 800
Zollcentner oder circa 1111 preußische Scheffel Raps
unter Aufwendung einer Betriebsarbeit von ungefähr 100 Pferdekräften, so daß sich
die Leistung per Stunde und per Pferdekraft herausstellt zu 1111 / 100. 23 = 0,483 preußische
Scheffel.
5) Die oben erwähnte Petersburger Oelfabrik verarbeitet an
Leinsamen, nach Angabe des Hrn. Eges in Berlin,
als den Lieferanten der betreffenden Maschinen, in 12 Stunden 430 Scheffel, wobei
jedoch nur 10 Pressen (von den überhaupt vorhandenen 16) in Thätigkeit sind, wenn
die Betriebsdampfmaschine etwa 50 Pferdekräfte entwickelt, was per Stunde und per
Pferdekraft eine Leistung gibt von 430 / 50. 12 = 0,71 preußische Scheffel.
6) Eine kleine Neußer Oelfabrik,Meine Maschinenlehre, Bd. II S. 325. wozu die Maschinenbauanstalt von A. Wewer in
Barmen die Maschinen lieferte, verarbeitet täglich (23 Arbeitsstunden gerechnet)
ungefähr 240 Scheffel Raps, wobei die Betriebsdampfmaschine 20 Pferdekräfte
entwickelt, so daß sich die Leistung per Stunde und per Pferdekraft herausstellt zu 240 / 20. 23 = 0,50
preußische Scheffel. Die dabei gewonnenen Kuchen haben per Stück ein Gewicht von 2 Pfund.
7) Ueber die Production einer Oelmühle bei Hamm
(Westphalen), wozu die Herren Keller und Banning daselbst die Maschinen lieferten,Diese Oelmühle enthält zwei Paar Samenwalzen, drei Kollergänge, eine
verticale Vorpresse, vier horizontale Nachpressen (nach dem Neußer Systeme)
zu Keilkuchen und eine stehende Nachpresse für große runde Kuchen. Zum
Betriebe dient eine horizontalliegende Dampfmaschine mit Expansion und
Condensation von 16 Zoll rhein. Kolbendurchmesser, 30 Zoll Hub und 36 bis 40
Schwungradumläufen per Minute, und 30 Pfund (per Quadratzoll) Ueberdruck des
Wasserdampfes. wurden dem Verfasser folgende Thatsachen mitgetheilt:
Jede liegende Nachpresse verrichtet in 8 Stunden 48 Pressungen à 8 Kuchen von je 2 Pfund Gewicht oder man erhält täglich per Presse 768 Pfund Kuchen. Die verticalstehende
Nachpresse liefert das Doppelte einer liegenden, weßhalb nach den Angaben der Note
im Ganzen 6 Pressen zu rechnen sind, welche 4608 Pfund Kuchen in 12 Stunden abgeben.
Aus einem preußischen Scheffel Rübsamen erhält man annähernd 50 Pfund Kuchen, so daß in 12
Stunden 92 Scheffel verarbeitet werden. Da die Dampfmaschine gut 13 Pferdekräfte
entwickelt, so stellt sich hiernach die tägliche Leistung per Stunde und per Pferdekraft heraus zu
92/(13 . 12) = 0,59 preußische Scheffel.
8) Eine Oelmühle in Mainz (Neußer System).Außer den erforderlichen Samenquetschwalzen enthält diese Fabrik 3 Paar
Kollersteine und 1 Kuchenbrecher, 1 Wärmapparat für die vorhandenen 2
Vorpressen und 3 Wärmapparate für die vorhandenen 6 Nachpressen. Die Arbeit
dauert Tag und Nacht, und sind dabei beschäftigt 12 Arbeiter zum
Fertigpressen, 4 Arbeiter zum Vorpressen und 4 Arbeiter zur Bedienung der
Steine und Walzen.
a. Wenn man Keilkuchen das Stück zu 1 1/3 Pfund Gewicht
bei den Nachpressen erhält, werden in 23 Stunden 175 Centner (altes preußisches
Gewicht) Rübsamen verarbeitet, was den Centner zu 80 (alten) Pfunden gerechnet, 218
Scheffel gibt. Die Dampfmaschine entwickelt eine Nutzarbeit von 18 Pferden, so daß
sich per Stunde und per
Pferdekraft eine Leistung ergibt von 218/(18 . 23) = 0,55 preuß. Scheffel.
b. Wenn man unter sonst gleichen Umständen Kuchen von 2
1/4 Pfd. Gewicht erhält, werden in 23 Stunden 225 Centner, d. i. 281 preuß. Scheffel
verarbeitet, wornach sich die Leistung per Stunde und
per Pferdekraft berechnet zu 281/(18 . 23) = 0,67
preußische Scheffel.
9) Die schöne, oben beschriebene Faßbender'sche
Palota-Oelmühle zu Pesth soll täglich, d. i. in 23 Stunden, 640
nieder-österreichische Metzen oder 716 preußische Scheffel Raps verarbeiten,
und die Betriebsdampfmaschine 40 Pferdekräfte auf die Schwungradwelle übertragen, so
daß sich die Leistung derselben per Stunde und per Pferdekraft berechnet zu 716/(40 . 23) = 0,77 preuß.
Scheffel.
Das Gewicht eines der Keil- oder Trapezkuchen, wovon jede Nachpresse 8 Stück
liefert, beträgt 2 1/4 Pfund.
Tafeln