| Titel: | Maschine zur Fabrication der guillochirten Nägel; von Stoltz Sohn, Maschineningenieur in Paris. |
| Fundstelle: | Band 178, Jahrgang 1865, Nr. CXIX., S. 436 |
| Download: | XML |
CXIX.
Maschine zur Fabrication der guillochirten Nägel;
von Stoltz Sohn,
Maschineningenieur in Paris.
Mit Abbildungen auf Tab.
VI.
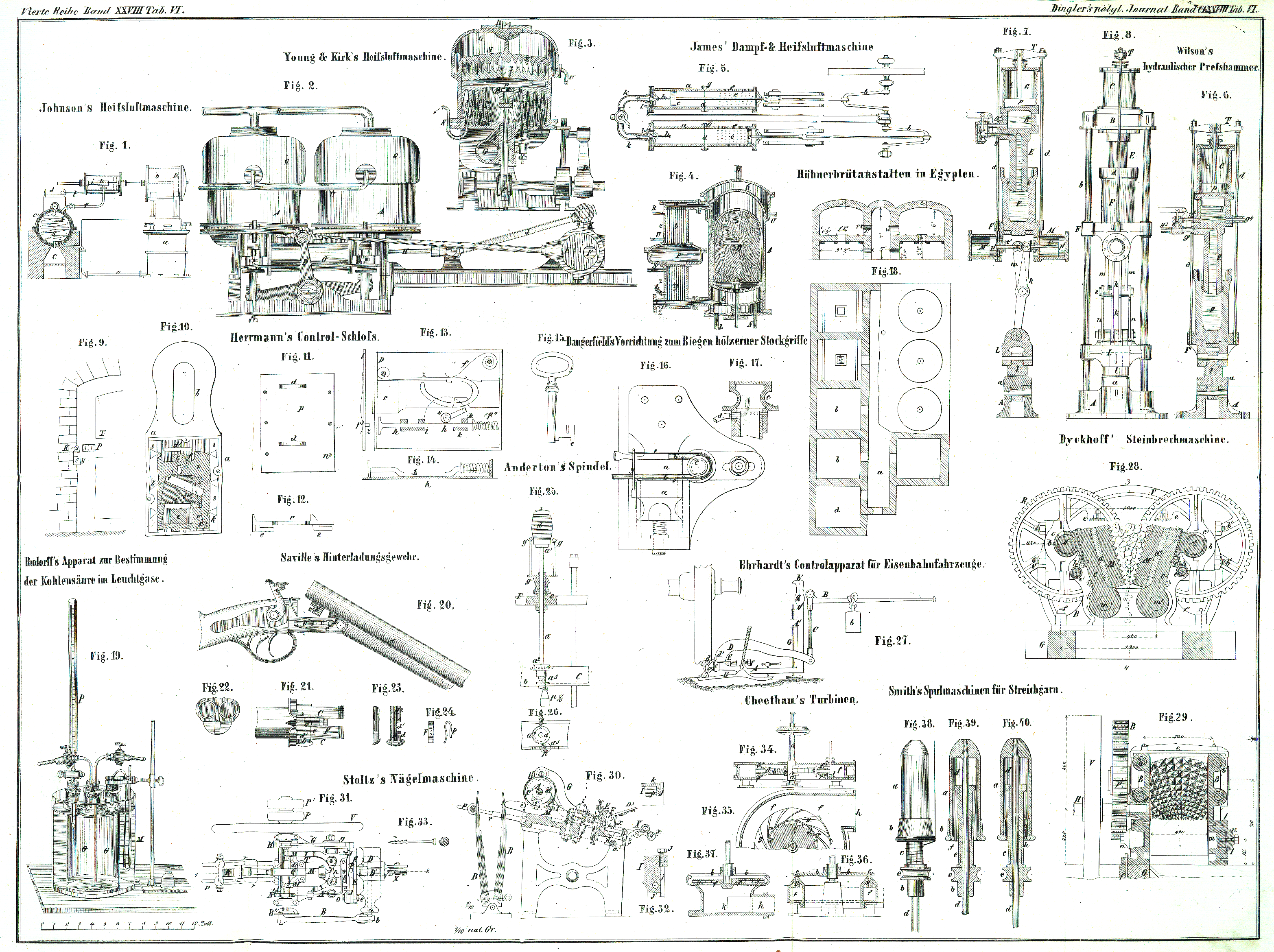
Stoltz's Nägelmaschine.
Um guillochirte (gekerbte) Nägel darzustellen, hat Stoltz
Sohn an den Nägelmaschinen wesentliche Verbesserungen angebracht. Durch Klauen, die
in der Nähe der Messer und Spannbacken liegen, wird auf den Draht ein Druck
ausgeübt, so daß der Nagel auf eine gewisse Länge eine größere oder geringere Anzahl
Kerbungen erhält, in deren Folge derselbe, wenn er irgendwo eingeschlagen ist,
fester sitzt. Der Nagelkopf erhält zur Erhöhung der Festigkeit eine Streifung oder
Kreuzhiebe in verschiedenen Richtungen. Fig. 30 zeigt die
Maschine im Durchschnitt nach der Linie 1–2 des Grundrisses. Fig. 31 ist der Grundriß,
wobei die Tafel T in eine horizontale Ebene umgelegt
gedacht ist. Auf die Tafel T sind zwei Lager für die
Betriebswelle A angegossen, die mit einem Schwungrad V versehen ist und mit der Hand oder mittelst der
Fest- und Losscheibe P und P' durch irgend einen Motor in Bewegung gesetzt wird.
Der zu verarbeitende Draht wird zunächst gerichtet, indem er durch Walzen X passirt wird, die auf einem kleinen Support vor der
Maschine liegen und deren Anzahl je nach dem Durchmesser der darzustellenden Nägel
vergrößert werden kann. Zur regelmäßigen Zuführung des nöthigen Drahtes dient der
kleine Wagen x; an diesen ist unten eine Zahnstange
angegossen, die in den gezahnten auf der Welle a unter
der Tafel sitzenden Sector d greift. Der Wagen gleitet
mit Schwalbenschwanz in der Tafel und trägt die durch eine Feder unterstützte Zange
D, welche den Draht zuführt. Die Achse a trägt an dem einen Ende einen Hebel b, der durch die Zugstange B
mit einer auf der Betriebswelle sitzenden, mit einem Schlitz versehenen Scheibe B' verbunden ist. Je nachdem der Verbindungspunkt der
Zugstange mit der Scheibe mehr oder weniger von deren Centrum absteht, ist der
Schwingungswinkel des Hebels b und daher der Lauf des
Wagens D mehr oder weniger groß, so daß man stets sehr
leicht die für eine bestimmte Nagelsorte nöthige Drahtlänge reguliren kann. Die
Bildung des Kopfes erfolgt durch den Stempel Z am Ende
des horizontalen Hammers M; letzterer wird durch die
starken Stahlfedern R, deren Kraft durch Verstellung der
Traverse p an den Führungen r,
r regulirt werden kann, vor- und durch den Daumen C, der auf den vorspringenden Hammertheil e
wirkt, zurückbewegt.
Das Abschneiden des Drahtes wird auf folgende Weise bewirkt: Die Hebel I, die sich um die Bolzen i
drehen, liegen parallel zu einander auf der Tafel T und
werden gleichzeitig durch die Daumen L bewegt, welche
auf die seitlich vorspringenden Bolzen i' der Hebel
wirken; an den Enden der Hebel sitzen, wie Fig. 32 zeigt, mit
Schwalbenschwanz die Messer j, welche das Abschneiden
besorgen und durch die Platten k festgehalten werden.
Senkrecht zu den Messern j sitzen, ebenfalls mit
Schwalbenschwanz, die Backen j', die den Nagel so
kerben, wie Fig.
33 zeigt. Die Messer j, die durch die
Schrauben J vorgestellt werden können, gehen
auseinander, um Draht zuführen zu lassen, so oft die Daumen L, auf die Bolzen i' wirken.
Die Spannbacken F, F' halten den Draht während des
Anköpfens und während der Zuführapparat zurückgeht, um eine neue Drahtlänge zu
holen. Der Backen F ist im Tische T befestigt, während der Backen F' an einer
bei e (Fig. 31) mit einem
Scharnier versehenen Traverse E sitzt, um durch den um
g drehbaren Hebel G
bewegt werden zu können. Auf diesen Hebel wirkt der Daumen H der Betriebswelle.
Zum Herauswerfen des fertigen Nagels ist der Hebel N, den
das Excentric N' der Betriebswelle in Bewegung setzt,
wie Fig. 31
zeigt, gekrümmt und am Ende mit einem von oben nach unten gebogenen Haken n versehen, der auf den Nagel trifft, sobald der Hebel
N, auf den die Spiralfeder O wirkt, in einen Einschnitt des Excentric N'
einfällt. Die cylindrische Dülle s in dem an die Tafel
T angegossenen Kopf T'
dient zur centralen Führung des Drahtes während der Arbeit.
Der Gang der Maschine ist folgender: Ist der Draht soweit vorgeführt, daß er gegen
die Messer j stößt, wobei der Raum zwischen letzteren
und den Spannbacken F die zum Kopf nöthige Drahtmenge
bestimmt, so wirkt der Daumen H auf den Hebel G, der die Traverse E
schließt, so daß der Draht zwischen den Backen F und F' vollständig fest liegt. Unterdessen geht der Wagen
D von links nach rechts, um eine neue Drahtlänge zu
holen. Die Messer j sind geöffnet, der Stempel z wird von den Federn R
vorgetrieben und bildet aus dem Drahte zwischen den Messern und den Spannbacken den
Kopf, der gestreift etc. seyn kann. Hierauf öffnen sich die Spannbacken und der
Wagen D führt Draht herbei, der von den Spannbacken
wieder festgeklemmt wird. Die Messer j schließen sich
und formen, indem sie den Draht abschneiden, die Nagelspitze, während zugleich die
Backen j' die Kerbungen (Fig. 33) erzeugen. Die
Messer j gehen auseinander, der fertige Nagel wird durch den
Haken n herausgeworfen und der Stempel z köpft den nächsten Nagel an etc. (Armengaud's Génie
industriel, August 1865, S. 91; deutsche Industriezeitung Nr. 42.)
Tafeln