| Titel: | Patentirte selbstthätige doppelte Zinkenfräsmaschine zur Kistenfabrication, von Kummer und Käßner in Chemnitz. |
| Fundstelle: | Band 183, Jahrgang 1867, Nr. VI., S. 13 |
| Download: | XML |
VI.
Patentirte selbstthätige doppelte
Zinkenfräsmaschine zur Kistenfabrication, von Kummer und Käßner in
Chemnitz.
Mit Abbildungen auf Tab.
I.
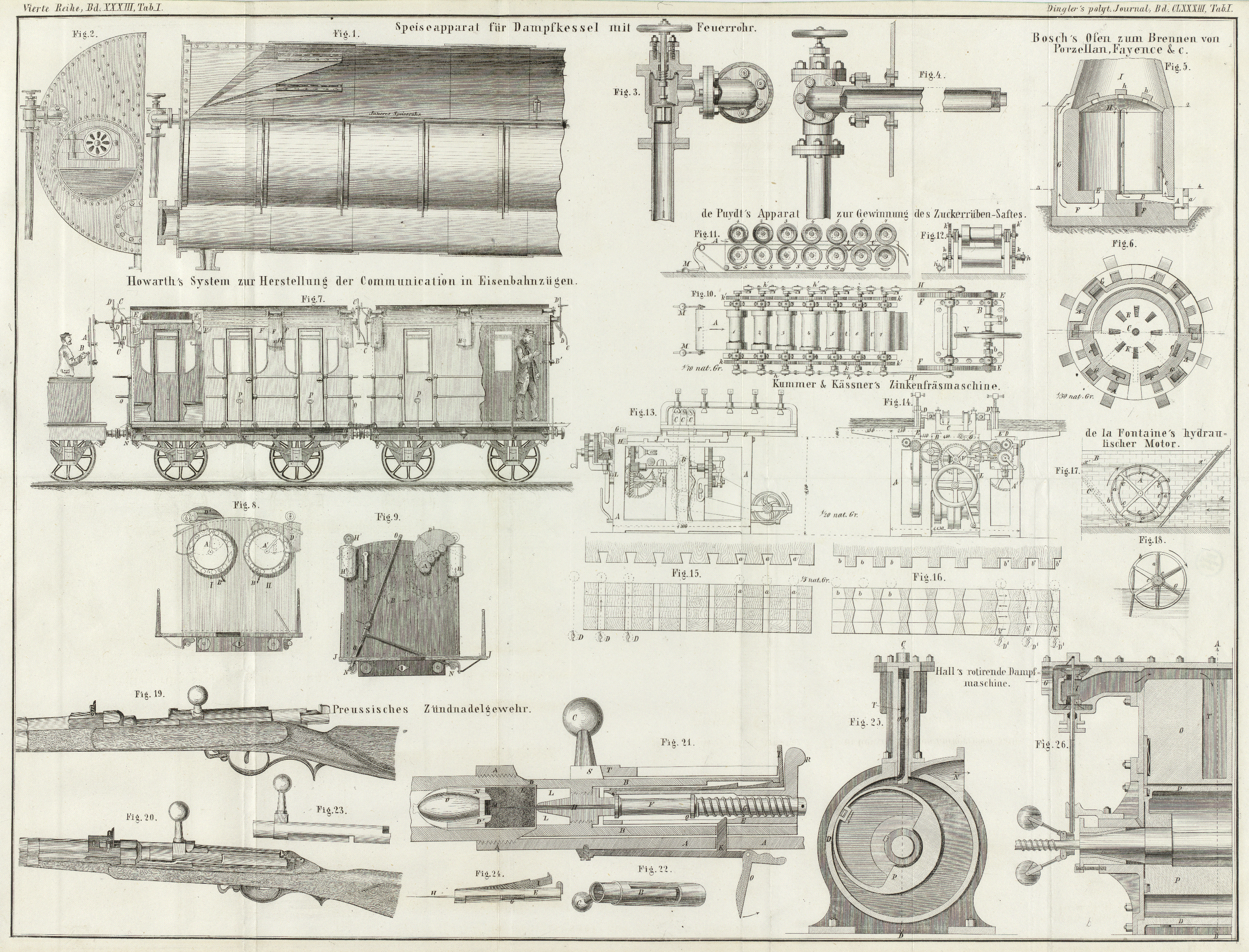
Kummer und Käßner's Zinkenfräsmaschine.
Der außerordentlich bedeutende, von Jahr zu Jahr gesteigerte Verbrauch von Kisten
rief mit deren Fabrication im Großen in natürlicher Folge auch das Bedürfniß
geeigneter Maschinen hervor, namentlich solcher zur Herstellung der Zinken und
Schlitze in den Kistenwänden. Dergleichen Maschinen sind bereits vielfach construirt
worden, doch haben selbst die bisher besten dem Anspruche an Leistungsfähigkeit
nicht zu genügen vermocht. Die Manipulationen waren zu mannichfaltig, die Bedienung
war zu zeitraubend und nicht leicht genug, und die Production eine zu beschränkte.
Die Zinkenfräsmaschine aus der Werkzeugmaschinen-Fabrik von Kummer und Käßner in Chemnitz
dagegen verrichtet fast sämmtliche Operationen selbstthätig, ist leicht und schnell
zu bedienen und übertrifft in ihrer Leistungsfähigkeit die besten der bisherigen
Maschinen um das Fünf- bis Sechsfache.
Figur 13
stellt die Seitenansicht und Fig. 14 die Vorderansicht
dieser Maschine in
1/20, Fig. 15
und 16 die
beiden verschiedenartigen Schlitze, wie solche die Maschine gleichmäßig erzeugt, in
1/5 der natürlichen Größe dar. Zwischen den fest mit einander verbundenen Gestellen
A, A', Fig. 14, gleitet ein
Wagen B selbstthätig auf und nieder und zwar in einer
ihm vorgeschriebenen, nach der Dicke, eventuell der Menge der aufgespannten Breter
sich richtenden Distanz. Auf eben gedachtem Wagen sitzen drei gleichmäßig
verstellbare Spindelstöcke C, C, C, an deren Spindeln zu
beiden Seiten Fräser D und D' eingesetzt sind, welche beim Nieder- und Aufgang des Wagens
Schlitze in die auf den zwei Schlitten E und E' aufgespannten Breter einfräsen. Bei dieser Arbeit
verbleibt einer der beiden Schlitten in unverrückter Stellung, während der andere in
eine selbstthätige horizontale Bewegung nach vor- oder rückwärts versetzt
werden kann, wodurch es möglich wird, in die Breter auf der einen Seite verticale,
auf der anderen Seite schräge Schlitze zu gleicher Zeit einzuarbeiten. Die drei
Fräser D, auf der Seite des feststehenden Schlittens E, haben eine nach hinten zu verjüngte Gestalt und
erzeugen ohne weiteres Zuthun die schwalbenschwanzförmigen Schlitze a, a, a, Fig. 15. Die drei Fräser
D' dagegen, auf der Seite des fortschreitenden
Schlittens E', haben parallele Schneidkanten und
vollziehen bei dem Vor- oder Rückwärtsgange dieses Schlittens die Herstellung
der Schlitze b, b, b, Fig. 16. Durch Verrückung
des Griffes F kann die nach vor- oder
rückwärts-gerichtete Bewegung des Schlittens E'
augenblicklich in die entgegengesetzte umgesteuert werden. Diese Umsteuerung hat
beim Eintritt der Fräser in jede der durch die Breter gebildeten Fugen zu erfolgen,
so daß zunächst beim Niedergang des Wagens die Schlitze b',
b', b', Fig. 16, eingefräst und dann beim Wagenaufgang die fertigen Schlitze b, b, b gebildet werden. Während eines Spieles der
Maschine oder eines vollendeten Wagenlaufes werden demnach auf einfachste Weise drei
Paar ineinanderpassende Schlitze und Zinken zweier oder mehrerer Kistenwände
vollkommen fertig. Um diese Arbeit wiederholen zu können, bedarf es nur einer unter
sich gleichen, nach Maßgabe der Zinkentheilung zu bewirkenden Verstellung beider
Schlitten E, E', welche durch Räderübersetzung erfolgt
und zwar selbstthätig unter Einwirkung des Bolzens H,
Fig. 13,
und der am Schlitten E' angeschraubten, mit Einschnitten
versehenen Schablone J. Der zum Einrücken der
Schlittenverstellung dienende Griff G steht mit dem
Bolzen H in solcher Verbindung, daß im Augenblick, wo
durch ihn die Bewegung beider Schlitten veranlaßt wird, sich letzterer aus einem
Einschnitt der Schablone J herausschiebt, dann außerhalb
an diese anlegt und so lange die Bewegung unterhält, bis er von selbst vermittelst
einer Feder durch den nächstfolgenden Einschnitt zurückschlüpft. Die Entfernung der
Schabloneneinschnitte bestimmt mithin die Größe der Schlittenverstellung und ist, da
auf jeder Seite der Maschine drei Fräser in gleichen Abständen arbeiten, dreimal so
groß als die angenommene Zinkentheilung. Die Maschine ist für alle Arten Zinken,
starke und schwache von beliebiger Schräge und Theilung, eingerichtet und bedarf zu
ihrem Betrieb 1 1/2 bis 2 Pferdekräfte. Die Bedienung ist eine so einfache, daß sie
jedem gewöhnlichen Arbeiter nach kurzer Anleitung selbstständig übertragen werden
kann.
Die Leistung der Maschine berechnet sich wie folgt. Sollen z.B. Kisten von 500
Millimeter und Höhe 25 Millimet. Wandstärke mit einer Zinkentheilung von 60
Millimet. fabricirt werden, wobei die Kistenwände resp. nach Fig. 15 8 Schlitze und 9
Zinken, nach Fig.
16 9 Schlitze und 8 Zinken erhalten, so hat der Wagen B dreimal auf- und niederzugehen und eine
zweimalige Verstellung der Schlitten E, E'
stattzufinden. Bei der zu Grund gelegten Geschwindigkeit des Wagens von 100 Millim.
per Minute und der Verstellung der Schlitten von
1000 Millimet. per Minute, bedarf –
vorausgesetzt, daß 4 Breter auf jeder Seite der Maschine aufgespannt sind, –
der circa 115 Millimet. betragende Wagenhub 1,15
Minuten, die 180 Millimet. betragende Fortstellung der Schlitten 0,18 Minuten.
Hiernach ist zum Einarbeiten aller Schlitze und Zinken in die 8 Seitenwände von zwei
dergleichen Kisten während
6 einfacher Wagenhübe à
115 Millimet.
6.1,15
= 6,9 Minuten,
3 Wagenumsteuerungen am Griff F
circa
3.0,1
= 0,3 „
2 Schlittenverstellungen à
180 Millimet. am Griff G
circa
2.0,18
= 0,36 „
etwaigen Aufenthaltes bei normalem Gang
circa
= 0,45 „
––––––––––––––––––––
ein Zeitaufwand
von zusammen
8 Minuten
erforderlich und es vermag daher ein eingeübteter Arbeiter bei
ungestörtem Gang der Maschine mittelst derselben per
Stunde 40 Stück Seitenwände zu 10 Kisten, mithin in 12 Arbeitsstunden circa 480 bis 520 Stück Seitenwände zu 120 bis 130
Kisten oben angegebener Dimensionen fertig zu verzinken und alle Nebenarbeiten dabei
zu verrichten. – Selbstverständlich ist bei schwächeren oder kleineren Kisten
die Production eine verhältnißmäßig größere.
Tafeln