| Titel: | Ueber Gas-Schweißöfen mit Regeneratoren; von Albert Pütsch. |
| Autor: | Albert Pütsch |
| Fundstelle: | Band 183, Jahrgang 1867, Nr. XCIXC., S. 368 |
| Download: | XML |
XCIXC.
Ueber Gas-Schweißöfen mit Regeneratoren;
von Albert Pütsch.
Mit Abbildungen auf Tab.
VII und VIII.
Pütsch, über Gas-Schweißöfen mit Regeneratoren.
Die in Stockholm erscheinenden Jernkontorets Annaler
enthalten im vierten Heft vom Jahre 1866 die Beschreibung und Beurtheilung eines von
Hrn. J. Lundin auf dem Eisenwerke Munkfors in Wermland in
Schweden erbauten Regenerativ-Gas-Schweißofens, welcher sich von den
bisher bekannten Regenerativ-Gasöfen dadurch unterscheidet, daß
1) sowohl für die Gaserzeugung, als auch für die Zuführung der
Verbrennungsluft ein Gebläse angewendet wird, und
2) zur Abkühlung der Gase und Entfernung der in denselben
befindlichen Wasserdämpfe ein Condensator eingeschaltet ist.
Der in Frage stehende Aufsatz ist ein officieller Bericht, welchen die Herren Rinman und Westman an ihre
Dienstbehörde, das bekannte Jernkontor in Stockholm
einreichten und wird derselbe von einem Artikel des Hrn. Professors Eggertz von der Bergschule in Fahlun begleitet. Die
Folgerungen, welche genannte Herren aus den Versuchen auf Munkfors gezogen haben,
sowie die in den erwähnten Artikeln niedergelegten Bemerkungen über den dortigen
Ofen im Speciellen und Regenerativ-Oefen im Allgemeinen veranlassen mich nun
darauf näher einzugehen und namentlich die Betriebsresultate der Lundin'schen Construction mit früheren von mir sowohl in
Schweden als anderswo erbauten Regenerativ-Gas-Schweißöfen ohne Gebläse und Condensator zu vergleichen.
So weit mir bekannt, ist außer dem auch in diesem JournalSeite 19 in diesem Bande. mitgetheilten Referate des Hrn. P. Tunner in der
österreichischen Zeitschrift für Berg- und Hüttenwesen vom 5. November 1866
Genaueres über die Construction des Hrn. Lundin nicht
veröffentlicht und gebe ich im Folgenden zunächst die Zeichnung und Beschreibung des
Apparates, indem ich außerdem auf den erwähnten Aufsatz des Hrn. Tunner verweise.
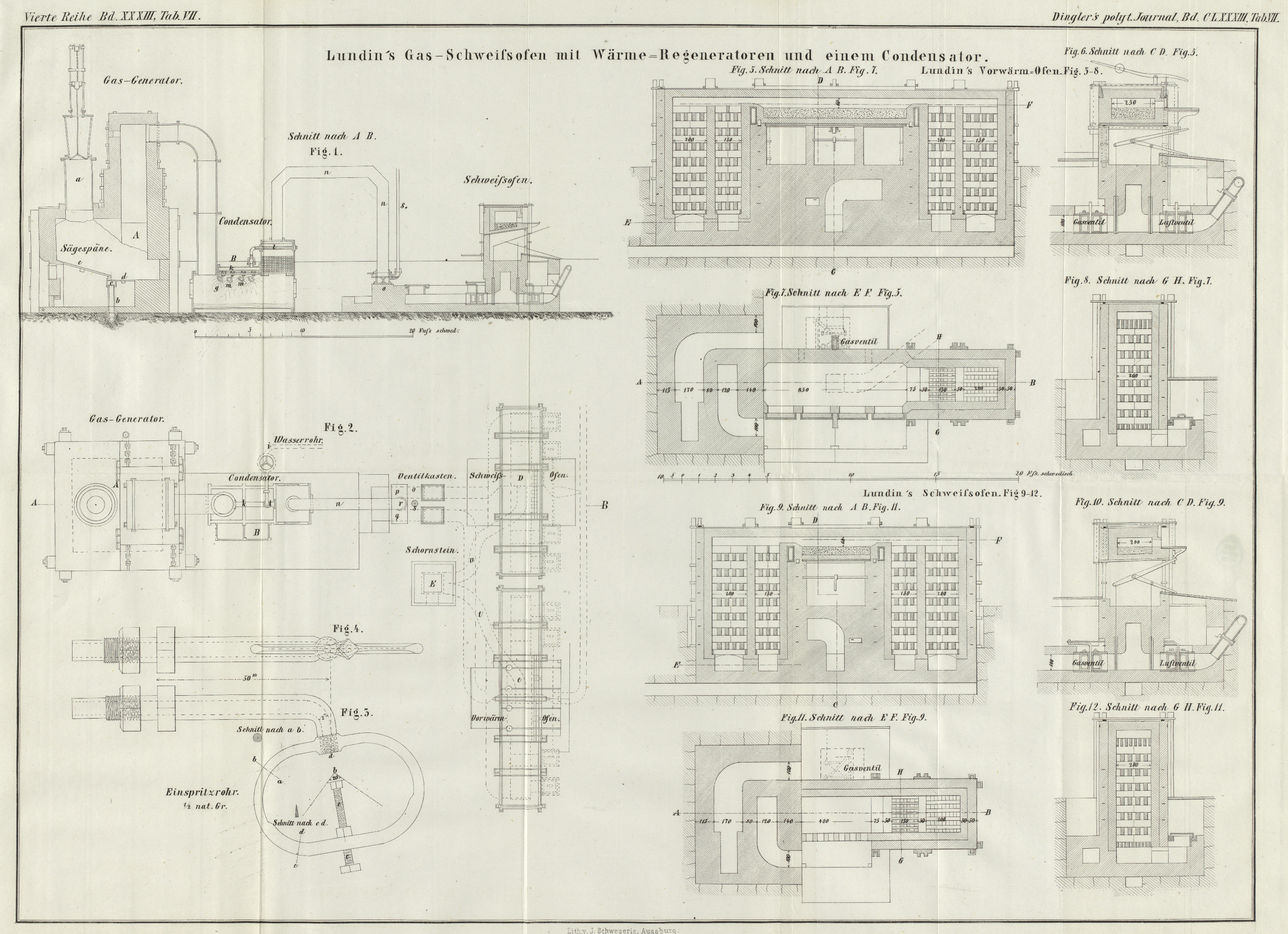
Der Lundin'sche Apparat besteht aus folgenden Theilen:
A dem Gas-Generator,
B dem Condensator,
C dem Vorwärmofen,
D dem Schweißofen,
E dem Schornstein.
Auf Tab. VII zeigt Fig. 1 den Längenschnitt und Fig. 2 den Grundriß der
ganzen Anlage; Fig.
5–12 zeigen den Vorwärm- und Schweißofen selbst in größerem
Maaßstabe in den verschiedenen Durchschnitten.
Der Gas-Generator A, Fig. 1, ist wie alle
Gas-Generatoren ein Schachtofen, welcher von oben gefüllt wird. Das
Brennmaterial wird durch den Füllcylinder a
eingeschüttet, welcher durch einen Conus verschlossen wird. Auf dem Füllcylinder
liegt eine Platte, welche die Ausströmung der Gase beim Niedergehen des Conus auf
ein Minimum reduciren soll.
Wie erwähnt, wird Gebläsewind zur Gaserzeugung angewendet, und gelangt die nöthige
atmosphärische Luft durch das Rohr b in die Kammer c, aus welcher sie sowohl unter die horizontalen Roste
d, als auch die geneigten e tritt. f ist eine Reinigungsthür, deren zwei
vorhanden sind.
Die gebildeten Gase strömen vom Gaserzeuger durch das 1 1/2 Fuß weite gußeiserne Rohr
in den Condensator B. Dieser Condensator hat den Zweck,
die Gase durch Abkühlung von den in ihnen enthaltenen Wasserdämpfen zu befreien,
sowie die aus dem Generator mit übergerissenen Staub- und Aschentheilchen,
nebst den bei der Gasbildung entstandenen Theerdämpfen niederzuschlagen.
Die Gase können bei einer bestimmten Temperatur nur eine gewisse Menge Wasserdämpfe
enthalten, und je geringer diese Temperatur ist, desto geringer wird auch die in
ihnen enthaltene Dampfmenge seyn. Kühlt man nun die Gase bis auf eine bestimmte
Temperatur ab, so wird so lange Wasserdampf niedergeschlagen, bis der für diese
Temperatur bestehende Sättigungsgrad der Gase erreicht ist, von wo ab eine weitere
Condensation nicht mehr eintritt. Um diese Abkühlung und daraus folgende Trocknung
der Gase zu erreichen, ist der Condensator in die Gasleitung eingeschaltet. Derselbe
besteht aus zwei Theilen g und h. In g werden die Gase von feinzertheilten Wasserstrahlen
getroffen, während h mit einem Gitterwerk von Eisen
versehen ist, auf welches fortwährend von oben Wasser läuft, so daß die Gase auf
ihrem Wege durch dasselbe die letzte Spur Unreinigkeit, Asche oder Theerdämpfe
verlieren. Der Condensator wirkt so kräftig, daß die vom Gas-Generator mit
einer Temperatur von circa 350° C. eintretenden
Gase den Condensator mit einer Temperatur von 23° C. verlassen, wobei jedoch
zu bemerken ist, daß das Condensationswasser nur 2° warm war. Im Sommer, bei
höherer Temperatur des Condensationswassers, von etwa 20°, würden sich die
Gase nur bis 40° abkühlen lassen, und selbst größere Quantitäten Wasser
höchstens die Temperatur auf 30° herunterdrücken, womit jedoch ein
Sättigungsgrad erzielt würde, der fast das Doppelte an Dampfgehalt zeigt, wie bei
23° Temperatur der Gase (Jernkontorets Annaler,
1866 S. 222).
Das für die Condensation nöthige Wasserquantum wird durch das Rohr i zugeführt, welches sowohl mit dem Rohr k als l in Verbindung steht.
Durch k tritt das Wasser in die Einspritzvorrichtungen
m, durch l in die Kammer
h. Durch Ventile kann das Wasserquantum sowohl für
k als l regulirt werden.
Die Einspritzvorrichtungen, von welchen zwei in jeder Reihe vorhanden sind, haben
die in Fig. 3
und 4 in 1/2
natürlicher Größe angegebene Einrichtung. Das Wasser tritt durch die feine Oeffnung
a aus und strömt mit Heftigkeit gegen die der
Ausströmungsöffnung gegenüberstehende Metallspitze b,
und wird dadurch nach allen Seiten hin fein vertheilt. Durch Stellung der
Stellschraube c kann die Entfernung der Spitze von der
Ausströmungsöffnung regulirt werden. Der die Stellschraube tragende Ring hat einen
die Vertheilung nicht hindernden keilförmigen Querschnitt. Diese sehr hübsche
Einrichtung dürfte sich auch für andere Condensationszwecke eignen.
Bei dieser Gelegenheit scheint jedoch die Bemerkung am Platze zu seyn, daß die Idee,
Gase durch directes Einspritzen von kaltem Wasser von ihren Wasserdämpfen zu
befreien, durchaus nicht neu ist. Hr. Tunner theilt in
seinem erwähnten Referat mit, daß schon 1859 in Böhmen Glasöfen mit Gasfeuerung und
Condensation betrieben wurden, und daß ferner Hr. Uhlig
sich eine ähnliche Construction in Oesterreich hat patentiren lassen. Außerdem aber
hat der Ingenieur Venini zu Tione (italienisches Tirol)
in Frankreich ein Patent, datirt vom 3. Januar 1857, auf Glasöfen mit Gasfeuerung
und Condensatoren genommen; interessant ist Venini's
Construction noch dadurch, daß er nicht nur die Verbrennungsluft, sondern auch die
getrockneten Gase, ehe sie zur Verbrennung kommen, durch die abgehende Flamme des
Glasofens vorwärmt; sein
Apparat ist im polytechn. Journal Bd. CLIX S.
423 mit beigegebener Zeichnung ausführlich beschrieben. – Neu und
eigenthümlich an Lundin's Condensator ist die
Einspritzung, und wurde deßhalb hier specieller mitgetheilt.
Die im Condensator gereinigten und gekühlten Gase gelangen durch das Blechrohr n in den Ventilkasten o,
welcher drei Ventile enthält, p, q und r. Das Ventil p führt nach
dem Schweißofen D, q nach dem Vorwärmofen C und r nach dem Rohr s. Das letztere hat den Zweck, die Gase beim Anfeuern
des Gaserzeugers zunächst in die freie Luft entweichen zu lassen, und zwar so lange
bis alle atmosphärische Luft aus dem Gas-Generator und dem Condensator
entfernt ist. Sobald dieß geschehen ist, wird das entsprechende Ventil r geschlossen und die nach dem Schweiß- und
Vorwärmofen führenden Ventile p und q werden geöffnet.
Aus dem Ventilkasten gehen alsdann die Gase nach dem Schweiß- und Vorwärmofen.
Diese beiden sind die bekannten sogen. Siemens'schen
Regenerativ-Gasöfen und geben Fig. 5–12 die
verschiedenen Durchschnitte in größerem Maaßstabe. Da die Regenerativ-Oefen
bereits vielfach beschrieben und besprochen sind, so erscheint ein näheres Eingehen
auf dieselben überflüssig, umsomehr, da die Zeichnungen alle Verhältnisse klar und
deutlich angeben. Die Canäle s, t und u führen die Verbrennungsproducte sowohl des
Vorwärm- als des Schweißofens der gemeinschaftlichen Esse E zu.
Die Vortheile, welche diese Vereinigung des Regenerativ-Principes mit einem
Condensator bieten soll, hat Hr. Tunner in dem erwähnten
Referat klar dargethan. Ob aber diese Vortheile wirklich
vorhanden sind, ist eine andere Frage und veranlassen mich sowohl die in
den Jernkontorets Annaler von den Berichterstattern
mitgetheilten, als auch die von Hrn. Lundin privatim
durch Umdruck veröffentlichten Betriebsresultate etwas näher auf letztere
einzugehen.
Hr. Lundin theilt in seinem Berichte mit, daß in dem von
ihm erbauten Gas-Schweißofen mit Gebläse und Condensation 11073,65 Ctr. Eisen
mit einem Brennmaterialverbrauch von 2 Tonnen Sägespäne per 1 Ctr. Eisen ausgereckt werden.
Auf theoretischem Wege, durch ziemlich künstliche Rechnung, kommen die Herren Rinman und Westman zu dem
Resultat, daß 2 Tonnen Sägespäne im Wärme-Effect gleich 4/5 Tonnen Holzkohlen
sind, und stellt sich darnach der Brennmaterialverbrauch im Lundin'schen Ofen zu 0,72 Tonnen Holzkohlen per 1 Ctr. Stabeisen, was im Verhältniß zu den früher auf Munkfors
betriebenen Ekman'schen Gas-Schweißöfen eine
Ersparniß von 1/7 ergeben würde.
Zu diesen Resultaten muß zunächst bemerkt werden, daß der Kohlenverbrauch in dem Ekman'schen Gas-Schweißofen jedenfalls ein sehr
hoher war; Hr. Lundin gibt denselben selbst zu 0,88
Tonnen Holzkohlen per 1 Ctr. Stabeisen an.
Hierbei ist jedoch zu bemerken, daß alles Eisen doppelt geschweißt wurde; leider aber
ist in dem ganzen Berichte nicht angegeben, welche Eisensorte verarbeitet wurde.
Auf dem mir durch längeren Aufenthalt genau bekannten Eisenwerk Sälboda, welches von
dem intelligenten Besitzer Hrn. Baron Fleetwood
persönlich geleitet wird, war der mir von demselben mitgetheilte
Brennmaterialverbrauch im Ekman'schen Ofen nur 0,78
Tonnen Holzkohlen per 1 Ctr. Eisen, so daß schon im
Vergleich hiermit der Verbrauch im Lundin'schen Ofen nur
wenig geringer erscheint.
Ferner gibt Hr. Tunner in seinem Buche „das
Eisenhüttenwesen in Schweden“ S. 65 den Brennmaterialverbrauch bei
einem mit Holz gefeuerten Gas-Schweißofen in Lesjöfors zu 4 1/2–5 1/2
Kubikfuß Holz per 1 Ctr. Eisen an, was einem
Holzkohlenquantum von 0,50 Tonnen entspricht. Freilich war dieses Holz gedörrt; da
jedoch die abgehende Hitze des Schweißofens dazu benutzt wurde, so kommen zur
Berechnung der Betriebsresultate in Geld nur die Abnutzung der Darrkammern, sowie
die etwaigen Transportkosten des Holzes in Betracht, welche jedoch gewiß durch die
Ersparniß von 0,22 Tonnen Holzkohlen per 1 Ctr.
gegenüber der Lundin'schen Construction mehr als gedeckt
werden.
Noch anders aber erscheinen die von Hrn. Lundin erzielten
Resultate, wenn man dieselben mit denjenigen vergleicht, welche in
Gas-Schweißöfen mit Regeneratoren aber ohne Gebläse und Condensation erreicht
worden sind, und bin ich in der Lage dasselbe officielle Organ, worin die Herren Rinman und Westman ihre
Erfahrungen niedergelegt haben, nämlich „Jernkontorets Annaler“ als Beleg anführen zu können;
außerdem stelle ich diesen Herren, welche Beamte der Jernkontorets sind, ihre Collegen, die Herren Director Fahlström in Filipstad, sowie Hrn. Lindegrén als meine Gewährsmänner gegenüber.
Als ich mich im Jahre 1861 behufs Anlegung von Regenerativ-Gasöfen für
Glasfabrication in Schweden aufhielt, erregten die auf der Glashütte Eda in Wermland
erbauten Gasöfen die Aufmerksamkeit des Hrn. Baron Fleetwood, und wurde 1862 auf dessen Eisenwerk Sälboda ein
Gas-Schweißofen mit Regeneratoren ohne Gebläse für Reckhämmer erbaut.
Zunächst wurde versucht, die Vorwärmung der Masseln zu umgehen, doch zeigte sich
dieß unausführbar, und wurde deßhalb der auf dem Werke befindliche Ekman'sche Holzkohlengas-Schweißofen als
Vorwärmofen benutzt. Im Beiseyn des Directors Fahlström
wurden Probeschmieden angestellt, und veranlaßten die Resultate derselben genannten
Herrn dazu, einen Bericht, datirt Filipstad December 1862, an das Jernkontor abzusenden, welcher mir durch die Güte des
Hrn. Baron Fleetwood mitgetheilt wurde, und dem ich die
wichtigsten Punkte entnehme:
„Nachdem ich in Folge des Auftrages von Seiten der Herren Directoren vom
2. Januar den Dienstbesuch auf dem Werke Sälboda abgestattet, sehe ich mich
verpflichtet, den Herren Directoren die bei dieser Gelegenheit gemachten
Beobachtungen in Beziehung auf die Leistungsfähigkeit des dort aufgeführten
Schweißofens für nasse ungetrocknete Brennmaterialien mittelst Siemens'scher Wärmapparate mitzutheilen.“
„Das Schweißen und Probeschmieden, welches während meiner Anwesenheit
stattfand, bezeugt nämlich auf das Vollkommenste nicht allein die Zweckmäßigkeit
des Principes, sondern auch die der praktischen Construction zur Erreichung von
voller Schweißhitze für das am schwersten schweißbare Persbergs-Eisen,
ohne jegliches Funkensprühen und oberflächliches Schweißen, ferner ohne daß
irgend eine beschwerliche Flamme mit Kohlenfunken aus den Arbeitsöffnungen des
Ofens herausdrang, Vortheile, welche dieser Ofen einzig mit den
Kohks-Schweißöfen zu theilen scheint. Der große Wassergehalt des
Brennmateriales, welches aus vollständig nassen Sägespänen und nassen Schwarten
bestand, ungefähr von jedem die Hälfte, scheint nicht den geringsten Einfluß auf
die Schweißhitze des Ofens zu haben, welcher, wie es scheint, 3 Reckhämmer in
Gang halten kann, sobald der Ofen mit vorgewärmten Schmelzstücken bedient
wird.“
„In dieser Beziehung scheint für die Ofenconstruction doch noch ein
Problem gelöst werden zu müssen, nämlich Anbringung einer passenden Vorwärmung,
ohne welche das Schweißen periodisch oder nur hitzweise stattfindet, nicht
successiv oder ununterbrochen, welches doch für Hammerwerke das Zweckmäßigste
ist. Kalte, nicht vorgewärmte Masseln, direct in den Schweißraum gebracht,
senkten die Temperatur, so daß ein längerer oder kürzerer Aufenthalt im Recken
eintrat, ein Uebelstand, der jedoch sofort aufhörte, sobald der Schweißofen mit
bis auf Braunroth erwärmten Masseln bedient wurde. Um diese zu erhalten, mußte
während des Probeschmiedens ein Kohlengas-Schweißofen gleichzeitig in
Gang erhalten werden, was eine genaue Bestimmung des Verbrauches von nassem
Brennmaterial per Schiffpfund fertig gerecktes
Stabeisen verhinderte.“
„Um diesen Uebelstand zu beseitigen, ist eine Constructionsveränderung
nothwendig, und zu diesem Zwecke muß, um den nöthigen Platz zu gewinnen, ein
großer Theil des Baues abgerissen und umgebaut werden, und gestützt auf das
bereits erhaltene Resultat sehe ich mich verpflichtet, dieses
Schweißofen-Princip als werth der Aufmerksamkeit und Unterstützung dem
„Gewerken-Verein“ zu empfehlen, um so mehr, da
es, wenigstens für Hammerwerke, noch nicht als ganz zweckmäßig für unbedingte
Nachahmung angesehen werden kann.“
„Die Vortheile, welche das Princip darbietet, und auf Grund deren ich
diese Mittheilung den Herren Directoren zur Beherzigung empfehle, sind
folgende:
1) Die lange Dauer des aus feuerfesten Steinen construirten Wärmapparates,
welcher weniger empfindlich für Ueberhitzung sowohl als Temperaturveränderung
ist als die bisher angewendeten, welche dadurch theils springen, theils in Wärme
nicht leitenden Glühspan verwandelt werden.
2) Die Einfachheit und Dauer des
Ventilsystemes, ohne daß dasselbe mit Wasser gekühlt zu werden
braucht.
3) Unabhängigkeit von dem Trockenheitsgrade des Brennmateriales und besonderer
Trocknung desselben, welche, wenn auch für Holz und Torf leicht ausführbar, doch
immer mit Kosten verknüpft ist.
4) Anwendung eines bisher unanwendbaren, nur zur Last liegenden Brennmateriales,
nämlich nasser Sägespäne.
5) Die vollständige Verbrennung mit dem möglich geringsten Wärmeverlust,
angedeutet durch die absolute Rauchfreiheit und geringe Wärme der abziehenden
Schornsteinluft.“
Aus diesem Bericht, welcher zu deutlich für sich selbst spricht, als daß ich nöthig
hätte noch etwas hinzuzufügen, geht also die Anwendbarkeit der Regeneration ohne
Gebläse und sonstigen Anhang für Schweißöfen klar hervor, und weist derselbe mit
Recht auf die Nothwendigkeit einer passenden Vorwärmung hin. Im folgenden Jahre
wurde alsdann auch die ganze Anlage umgebaut und ein specieller Vorwärmofen,
ebenfalls mit Regeneratoren versehen, aufgeführt.
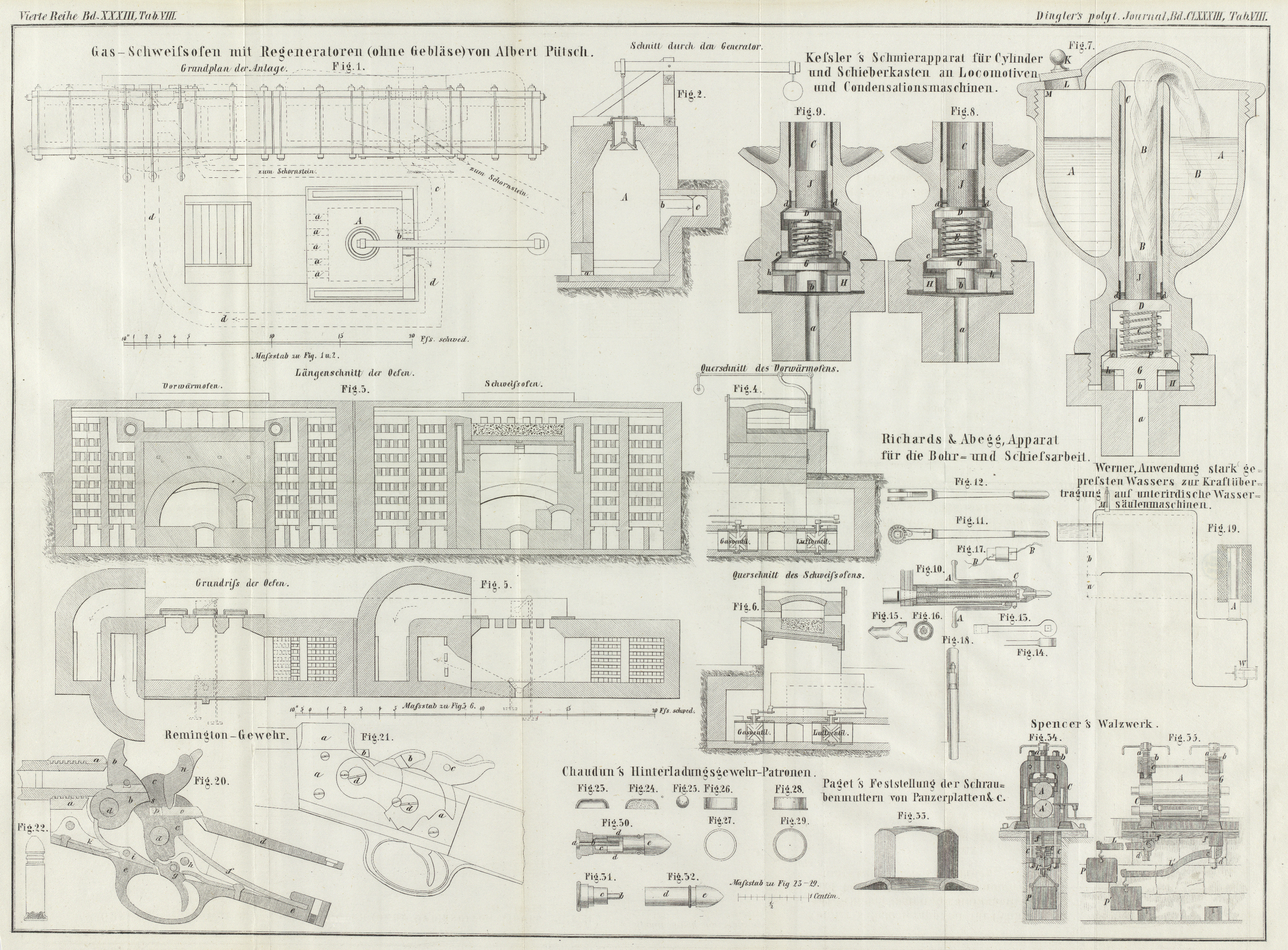
Auf Tab. VIII gibt Fig. 1 die Anlage im Grundriß, Fig. 3–6 den
Schweiß- und Vorwärmofen im Durchschnitt. Der Generator A ist aus Fig. 1 und Fig. 2 ersichtlich. Die
zur Gaserzeugung nöthige atmosphärische Luft tritt bei a
ein, und die gebildeten Gase verlassen den Generator bei b, um durch die Canäle c und d den Schweiß-, resp. Vorwärmofen zuzufließen.
Die Anordnung der Ventile sowie die Verbindung derselben mit den Regeneratoren und
dem Schornstein ist
genau ersichtlich, und ist für beide Oefen eine gemeinschaftliche Esse vorhanden.
Interessant dürfte dabei die Notiz seyn, daß dieser gemeinschaftliche Schornstein
von 45' Höhe von Grund aus ungebrannten Sägespänziegeln
erbaut, und nur von außen zum Schutz gegen Nässe mit Kalk berappt war.
Der Schweißofen hatte 6 Arbeitslöcher, während der Vorwärmofen mit 3 ordentlichen
Arbeitsthüren versehen war. Die Masseln wurden in dem Vorwärmofen auf Braunrothgluth
erhitzt und dann im Schweißofen auf Schweißhitze gebracht. Das verarbeitete Eisen
war das allen Hüttenleuten wohlbekannte Persbergseisen, welches zu den am schwersten
schweißbaren aller schwedischen Eisensorten gezählt wird. Sämmtliches Eisen wurde
zweimal geschweißt und ließ die Sauberkeit der Arbeit nichts zu wünschen übrig.
Der einzige Unterschied gegenüber der Construction von Hrn. Lundin, natürlich abgesehen vom Gebläse und Kondensator, liegt darin, daß
Hr. Lundin die Gas-Generatoren sowohl im
Schweiß- als Vorwärmofen weiter entfernt vom Arbeitsraum gelegt hat als die
Luft-Regeneratoren, sowie er denselben auch einen größeren Querschnitt als
den Luft-Regeneratoren gegeben hat. Hr. Lundin hat
den Grund dieser von ihm als Verbesserung bezeichneten Abweichung nicht näher
angegeben, und scheint von dem Gedanken ausgegangen zu seyn, eine energische
Mischung von Gas und Luft hervorzubringen, dadurch daß er das Gas hinter der Luft in
den Ofen treten läßt; doch würde dieser Zweck besser durch eine passend gewählte
Feuerbrücken-Construction erreicht werden. Bei der jetzt von ihm gewählten
Anordnung der Regeneratoren wird die Flamme um die ganze Breite des
Luft-Regenerators zu früh gebildet und somit dem Schweiß- resp.
Vorwärmherde entzogen.
Mein Vorwärmofen unterscheidet sich außerdem von dem auf Munkfors erbauten dadurch,
daß die Regeneratoren, um Platz zu gewinnen, theilweise unter den Ofen gelegt sind,
und sodann daß der Vorwärmherd aus solidem Mauerwerk besteht. Da im Vorwärmofen eine
Schlackenbildung nie eintreten kann, so ist eine Kühlung des Herdes durch Luft, wie
Hr. Lundin gethan, nach meiner Ansicht ein Fehler, indem
dadurch die Ausstrahlungsfläche unnöthig vergrößert wird.
Während der ersten Wochen leitete mein Bruder Hermann Putsch im Beiseyn des Ingenieurs Hrn. Lindegrén den Betrieb. Hr. Lindegrén war vom Jernkontor nach
Sälboda zur Ueberwachung resp. Berichterstattung deputirt worden, und gebe ich im
Folgenden die Resultate, wie sie in dem officiellen Organe des schwedischen
Hüttenwesens „Jernkontorets
Annaler“ veröffentlicht sind.
Zunächst enthalten die „Jernkonto rets
Annaler“ vom Jahr 1863 S. 245 folgende Notiz:
„Als Brennmaterial wurden sowohl Abschnitte und sonstige Abfälle der
Sägemühle, als auch lufttrockenes Stammholz (kleinere ungespaltene Stämmchen in
Stücken von 1 bis 1 1/2 Fuß Länge abgesägt) angewendet.“
„Sägabfall konnte jedoch nur höchstens zur Hälfte angewendet werden, da
sonst die Temperatur im Ofen sich merkbar senkte.“
„Der letzte dem Jernkontor eingesandte
Wochenbericht enthält die Resultate der ersten Woche des Novembers. In dieser
Woche wurden 841 Ctr. Masseln gereckt, aus welchen man 730,60 Ctr. Stangeneisen
erhielt und zwar mit einem Brennmaterialverbrauch von 832 Kubikfuß Abfallholz
und 1980 Kubikfuß Stammholz, alles mit Zwischenräumen gemessen.“
„Zu einem Centner Stangeneisen wurden also verbraucht 1,15 Ctr. Masseln
und 3,85 Kubikfuß Holz, welches auf Kohlen reducirt einem Kohlenverbrauch von
nicht mehr als 0,38 Tonnen entspricht.“
An diesen Bericht schließe ich die Resultate derjenigen Arbeitswochen, in welchen der
Ofen persönlich von meinem Bruder geleitet wurde:
1863.
11–17
October wurden gereckt 716,05 Ctr. Masseln, erhalten 621,85 Ctr. Eisen
mit2707 Kubikfuß Holz, Abbrand 13,15 Proc.
25–31
October wurden gereckt 781,95 Ctr. Masseln, erhalten 679,40 Ctr. Eisen
mit2879 Kubikfuß Holz, Abbrand 13,12 Proc.
1– 7
November wurden gereckt 841 Ctr. Masseln, erhalten 730,60 Ctr. Eisen
mit2812 Kubikfuß Holz, Abbrand 13,13 Proc.
Als Mittel stellt sich folgendes Resultat heraus:
Zu einem Centner doppelt geschweißten Eisens sind erforderlich bei einem Abbrand von
13,13 Proc. an Brennmaterial 4,13 Kubikfuß Holz oder auf Holzkohlen reducirt nur
0,40 Tonnen.
Aus diesen Betriebsresultaten ist ganz deutlich zu ersehen, daß die Production des
Ofens sich bei Verminderung des Brennmateriales erhöhte, trotz der Schwierigkeiten
welche sich sofort beim Betriebe zeigten.
Schon beim Anstecken des Ofens erwies es sich, daß die vorhandene 45' hohe Esse für
beide Oefen, d.h. Vorwärm- und Schweißofen nicht ausreichte, und dennoch
gelang es die Production bis auf eine Höhe von 730,60 Ctr. fertig gerecktes, doppelt
geschweißtes Eisen zu bringen, während die gewöhnlichen Schweißöfen nach Ekman'schem Princip, wie sie Hr. Lundin auf Munkfors betrieben hat (Jernkontorets
Annaler) 1866 S. 228), nur 530 Ctr. per Woche
liefern, so daß mein Regenerator-Gasofen 200 Ctr. Eisen oder 37 1/2 Proc.
mehr producirte als die Ekman'schen
Gas-Schweißöfen, ein jedenfalls höchst beachtenswerthes Resultat.
Der Abbrand von 13,12 Proc. erklärt sich aus der bedeutenden Temperatur des Ofens und
der Ungeübtheit der Arbeiter in Beurtheilung derselben. Dieselben ließen gewöhnlich
das Eisen zu lange im Ofen, so daß dasselbe mitunter fast breiig unter die Hämmer
kam.
Uebrigens ist dieser Abbrand doch nicht ungewöhnlich hoch. Hr. Tunner gibt in seinem Werke „das Eisenhüttenwesen in
Schweden“ S. 66 in der Anmerkung den Abbrand auf Lesjöfors zu 13,7
Procent an.
Anschließend hieran, gebe ich die Resultate, welche ich an anderen Orten mit
Regenerativ-Gas-Schweißöfen, ebenfalls ohne Gebläse und Condensation,
und zwar in Walzwerken erreicht habe.
Im Jahre 1860 baute ich für fremde Rechnung im Königreich Polen auf dem Eisenwerke
Dombrowa einen Gas-Schweißofen und es wurde in Gegenwart einer aus
Hüttenbesitzern und Ingenieuren bestehenden Commission unter dem Vorsitz des
damaligen Directors der kaiserlichen Bergwerke in Polen, Generalmajor v. Jossa, eine Reihe genau controllirter Versuche mit den
verschiedenartigsten Brennmaterialien angestellt, welche folgende Daten ergaben. Es
wurde geschweißt:
1 Pud Eisen mit 0,086 Korzec Steinkohlen,
1 Pud Eisen mit 0,12 Korzec Torf,
1 Pud Eisen mit 0,72 Kubikfuß Holz,
welches auf schwedisches Maaß und Gewicht reducirt,
ergibt:
1 Ctr. Eisen mit 0,60 Ctr. Steinkohlen,
1 Ctr. Eisen mit 1,56 Kubikfuß Torf,
1 Ctr. Eisen mit 2,02 Kubf. Holz oder 0,20 Tonnen Holzkohlen.
Holz sowohl wie Torf waren wochenlang vor den Versuchen den Einflüssen der Witterung
ausgesetzt gewesen. Analysen in Bezug auf Aschengehalt des Torfes, ordinärer
Stichtorf von mittlerer Qualität, wurden nicht angestellt, nur will ich ferner
hervorheben daß das dortige etwas rothbrüchige Eisen in der Regel zweimal geschweißt
werden mußte. Der Abbrand stellte sich auf circa 12
Proc.
Ferner gebe ich die Resultate einer späteren Betriebswoche, wo dieß Arbeiterpersonal
sich bereits an die Manipulation des Ofens gewöhnt hatte, sowie auch die Qualität
des zu schweißenden Eisens eine zweimalige Hitze weniger oft verlangte, und füge ich
zum Vergleich auch den Kohlenverbrauch des gleichzeitig mit meinem Ofen in Betrieb
befindlichen Schweißofens mit directer Feuerung bei.
Gas-Schweißofen
mitRegeneratoren.
Schweißofen mit
directerFeuerung.
Tagschichten.
Kohlenverbr.
Tagschichten.
Kohlenverbr.
Montag
239
Pud
25
Pfd. Eisen
10
Korzec
210
Pud
24
Pfd. Eisen
24
Korzec
Dienstag
250
„
25
„
„
15
„
250
„
–
„
„
24
„
Mittwoch
142
„
25
„
„
10
„
195
„
15
„
„
24
„
Donnerstag
183
„
–
„
„
11
„
256
„
11
„
„
24
„
Freitag
131
„
10
„
„
10
„
176
„
5
„
„
19
„
Nachtschichten.
Kohlenverbr.
Nachtschichten.
Kohlenverbr.
Montag
166
„
30
„
„
12
„
185
„
–
„
„
22
„
Dienstag
246
„
–
„
„
11
„
240
„
–
„
„
21
„
Mittwoch
226
„
5
„
„
10
„
210
„
–
„
„
22
„
Donnerstag
168
„
30
„
„
10
„
212
„
–
„
„
23
„
–––––––––––––––––––––––––––––––––
–––––––––––––––––––––––––––––––––
Summe derProduct.
1754
Pud
30
Pfd. Eisen
99
Korzec.
1935
Pud
15
Pfd. Eisen
203
Korzec.
Hieraus folgt bei 12 1/2 Proc. Abbrand ein Kohlenverbrauch:
im Schweißofen mit directer Feuerung per Ctr. Eisen 0,12 Korzec = 84 Pfd.
im Gas-Schweißofen mit Regeneratoren per Ctr. Eisen 0,065 Korzec = 45 1/2 Pfd.
Wie bekannt, sind, was die Materialien betrifft, die Verhältnisse der polnischen
Steinkohlenwerke fast identisch mit denen der Hütten in Oberschlesien.
Stellt man nun der leichteren Uebersicht wegen die oben angegebenen und auf
Holzkohlen reducirten Betriebsresultate nochmals zusammen, so ergibt sich
Folgendes:
Gas-Schweißofen mit Regeneratoren
ohne Gebläse u. Condensation, für
Walzwerkbetrieb zu Dombrowa
per 1 Ctr. Eisen 0,20 Tonnen Holzkohlen
Gas-Schweißofen mit Regeneratoren
ohne Gebläse und Condensation, für
Reckhämmer auf Sälboda
per 1 Ctr. Eisen 0,40 Tonnen Holzkohlen
Gas-Schweißofen von Hrn. Lundin mit Regeneratoren,
Gebläse und Condensation, zu
Munkfors
per 1 Ctr. Eisen 0,72 Tonnen Holzkohlen.
Es stellt sich also die Thatsache heraus, daß der Ofen des Hrn. Lundin zu Munkfors gut das 3fache des Ofens zu Dombrowa und das 1 3/4fache
des Ofens zu Sälboda gebraucht.
Daraus folgt, daß die von den Herren Lundin, Westman und
Rinman als ausgezeichnet aufgestellten Resultate der
Lundin'schen Construction trotz Gebläse und
Condensator nichts weniger als glänzend sind.
Der Unterschied zwischen den Oefen zu Sälboda und Dombrowa im Brennmaterialverbrauch
erklärt sich dadurch, daß der erstere für Hämmerbetrieb, der zweite für ein Walzwerk
arbeiten mußte.
Es drängt sich nun unwillkürlich die Frage auf, woher es kommt, daß der Ofen des Hrn.
Lundin, welcher doch auch ein Regenerativ-Ofen
ist, soweit hinter den übrigen zurückgeblieben ist, und liegt die Erklärung dieser
eigenthümlichen Erscheinung in Folgendem.
Zunächst ist es eine feststehende Thatsache, daß bei Gaserzeugung durch Gebläse stets
mehr Kohlensäure erzeugt wird als in solchen Generatoren, welche mit Schornsteinzug
arbeiten. Die größere Kohlensäurebildung ist aber von vornherein ein
Brennmaterialverlust.
Ein zweiter ebenso schädlich wirkender Umstand kommt gerade durch die Anwendung des
Kondensators zur Geltung, nämlich die Condensirung sämmtlicher bei der Gasbildung
erzeugten Theerdämpfe, welche bei einem ohne Condensator arbeitenden
Regenerativ-Ofen dem Ofen direct zu Gute kommen. Die Quantitäten
Brennmaterial, welche auf diese Weise verloren gehen, sind gar nicht unbedeutend,
und es läßt sich behaupten, daß der Lundin'sche Ofen nur
mit Kohlenoxydgas mit unbedeutenden Mengen von Grubengas vermischt arbeitet, und nur
in Folge der angebrachten Regeneratoren gegenüber den Holzkohlengas-Oefen von
Ekman einen kleinen ökonomischen Vortheil bietet.
Um Hrn. Lundin aber gerecht zu werden, muß man die
Verhältnisse seines Vaterlandes Schweden berücksichtigen, wo fast alle großen oder
kleinen Eisenwerke eine Sägemühle, wenn auch nur für eigenen Bedarf haben. Die
größeren Eisenwerke besitzen aber mitunter Sägewerke, welche so massenhaft Sägespäne
produciren, daß die Besitzer dieselben auf jede nur irgend mögliche Weise los zu
werden suchen, was gar nicht so leicht ist, da ihnen gesetzlich verboten ist, die
Sägespäne in das Wasser zu werfen. Ueber die colossalen Mengen von Sägespänen,
welche einige Sägemühlen liefern, macht Prof. Eggertz
folgende Mittheilung: Im Sägewerk Domnarf werden täglich zweitausend Tonnen
Sägespäne producirt und sind 10 bis 12 Personen ausschließlich mit dem
Beiseiteschaffen dieses Abfalles beschäftigt. Um diese Quantitäten los zu werden,
hat man dort einen besonderen Ofen erbaut, dessen Anlage 10000 Reichsthlr. (3700
Thlr. preutz. Cour.) kostete, und dessen Unterhaltung ausschließlich Bedienung auf
jährlich 200 preuß. Thaler veranschlagt werden muß. Dergleichen Sägewerke gibt es
aber zu Duzenden und ist auch Munkfors, wie mir aus persönlicher Anschauung bekannt,
mit einer ähnlichen Schneidmühle versehen.
Daß unter solchen Umständen eine Methode, welche überhaupt nur eine nützliche Verwendung eines
bisher nicht nur werthlosen, sondern sogar lästigen Abfalles gestattet, einen
gewissen Werth hat, ist wohl selbstredend, namentlich wenn die zu derselben
erforderlichen Wasserquantitäten überreichlich vorhanden sind. Munkfors z.B. liegt
am Claraelf, welcher dort einen von Touristen vielfach besuchten Wasserfall bildet,
von welchem nur ein kleiner Bruchtheil für die Werke zur Anwendung kommt; wenn daher
zur Condensation täglich mehrere Tausend Kubikfuß Wasser dem Flusse mehr entzogen
werden, so ist dieß von gar keiner Bedeutung.
Daß die Wasserconsumtion aber ein wohl zu berücksichtigender Factor ist, geht aus den
Angaben der Herren Rinman und Westman hervor.
Um den Theer für nur einen Schweißofen niederzuschlagen,
sind per Minute 2,7 Kubikfuß Wasser von 2° C.
erforderlich, oder in 24 Stunden das bedeutende Quantum von 3884 Kubikfuß, eine
Wassermasse welche genügt um eine Dampfmaschine von 200 Pferdekräften in Gang zu
erhalten. Dieß gilt jedoch nur für die kalten Jahreszeiten. Für den Sommer stellt
Hr. Professor Eggertz einen Wasserverbrauch von 0,1
Kubikfuß per Secunde in Aussicht (Jernkontorets Annaler, 1866 S. 222), was in 24 Stunden den enormen
Verbrauch von 8640 Kubikfuß Wasser für nur einen Schweißofen ergibt. Es folgt daraus
für viele, namentlich mit Dampf betriebene Eisenwerke die factische Unmöglichkeit,
abgesehen von anderen Umständen, mit Hrn. Lundin's
Condensator zu arbeiten.
Hr. Lundin und sämmtliche Herren Deputirten des Jernkontorets, welche über seine in vieler Hinsicht ganz
hübsche Zusammenstellung verschiedener Patente, sowohl
was Regeneration als Condensation betrifft, berichteten, haben sich auf einen kaum
haltbaren Standpunkt gestellt, indem sie nicht einfach dabei geblieben sind, daß es
sich um einen Sägespän-Ofen handelt. Als Sägespän-Ofen hat Lundin's Ofen eine gewisse nicht abzuläugnende
Berechtigung, aber nur als solcher. Sobald die Herren Lundin,
Westman, Rinman und Prof. Eggertz aber die Idee
verallgemeinern und für alle Brennmaterialien anwenden wollen, so kommen sie, wie
oben durch Erfahrungszahlen gezeigt wurde, auf nicht mehr ökonomische Resultate.
Mit einem Worte, Hrn. Lundin's Zusammenstellung hat nur
Werth für Schweden, und selbst da nur für Sägespäne. Wenn ferner Hr. Lundin die Möglichkeit in Aussicht stellt, mit Hülfe des
Condensators Stichtorf allein als Brennmaterial für Schweißöfen zu verwenden, so
ergibt sich aus dem früher Mitgetheilten, daß ich dieß bereits vor 7 Jahren
ausgeführt habe, und zwar ohne Condensation und Gebläse, und mache ich beiläufig darauf aufmerksam, daß
einige von meiner Firma erbaute Glashütten bereits mehrere Jahre hindurch
ausschließlich mit Stichtorf betrieben werden.
Im Obigen glaube ich durch factische Zahlen, mit Beiseitesetzung jeder theoretischen
Speculation, die ungünstigen Folgen der Anwendung von Gebläse und Condensator,
namentlich des letzteren, bei Regenerativ-Gasöfen gezeigt zu haben, und es
bleibt mir noch übrig, einige Worte über verschiedene Aeußerungen der Herren Rinman und Westman über
Regenerativ-Gasöfen im Allgemeinen hinzuzufügen.
Die genannten Herren sagen in ihrem Berichte Folgendes:
„Die Versuche, welche auf Sälboda mit diesen Regeneratoren gemacht wurden,
erwiesen bedeutende Schwierigkeiten in Bezug auf die Ventile, und kann man wohl
sagen, daß die Wärmeregeneratoren, oder wie man sich gewöhnt hat sie zu nennen,
die Siemens'schen Regeneratoren, erst durch Lundin's Condensator in Schweden Anwendbarkeit
gefunden haben.“
Ferner sagt Prof. Eggertz S. 225:
„An der Anwendbarkeit dieser Regeneratoren war man vorher fast
verzweifelt, in Folge der Schwierigkeiten, welche man mit dem Betriebe und der
Dauer dieser Ventile gehabt hat, indem dieselben theils durch die von den
Regeneratoren kommenden heißen Gase litten, theils in ihrer Beweglichkeit durch
Ruß, Theer etc. gehindert wurden.“ Ferner sagt er S. 213:
„daß man, um Kohlenersparniß zu erzielen, Regeneratoren beschaffen
müsse; um aber diese benutzen zu können, brauche man Ventile, und um mit diesen
arbeiten zu können, sey Lundin's Condensator
erforderlich.“
Zunächst drängt sich mir die Frage auf, woher es kommt daß bei dem von Hrn. Lundin erbauten Regenerativ-Gasofen die aus den
Regeneratoren den Ventilen zuströmenden Verbrennungsproducte eine geringere
Temperatur besitzen als bei den von mir erbauten, namentlich wenn man bedenkt, daß,
wie auch der Vergleich der Zeichnungen ergibt, die Höhenverhältnisse in beiden
dieselben sind und Hr. Lundin in den betreffenden Canälen
einen Condensator nicht eingeschaltet hat. Hr. Professor Eggertz ist die Erklärung dieser Thatsache schuldig geblieben. Doch
abgesehen hiervon verweise ich die Herren Berichterstatter auf Jernkontorets Annaler, 1864 S. 196, wo ihr College Hr.
Lindegrén in seinem Bericht ausdrücklich
sagt:
„Die Ventile zu den Luft- und Gascanälen wurden alle zehn Minuten
gewechselt, ohne andere Schwierigkeit als daß sie durch angesammelten Theer oder Ruß
mitunter schwer giengen, was jedoch ohne sonderliche
Störung für das Recken leicht zu beseitigen war.“
Selbst diese geringen Uebelstände der Ventile sind aber auch in demselben Jahre,
freilich nicht auf Sälboda, von mir verbessert worden, und zwar durch eine
veränderte Construction derselben. Allerdings habe ich diese
Constructionsveränderung dem Jernkontor nicht
mitgetheilt, und zwar aus Gründen, die zu erörtern hier nicht der Platz ist. Es
erscheint aber ganz klar, daß Hr. Lundin des Theeres
halber mit den Ventilen, wie sie Hr. Siemens zuerst
angegeben hat, nicht arbeiten konnte, und er statt rationelle Ventile zu
construiren, lieber den Theer aus den Gasen auswäscht, während der von mir
eingeschlagene andere Weg, den Theer zu benutzen und die Ventile der Natur der Gase
anzupassen, der richtigere zu seyn scheint.
Ferner trifft die Behauptung, daß erst der Condensator die Regenerativ-Gasöfen
in Schweden möglich gemacht hat, in keiner Weise zu, da seit 1861, also seit 6
Jahren, die von mir auf der Glashütte Eda in Wermland erbauten
Regenerativ-Gasöfen für Glasfabrication in ununterbrochenem guten Betrieb
sind.
Wenn man nun schließlich den Inhalt der Berichte der Herren Lundin, Westman, Rinman und Prof. Eggertz
betrachtet, sowie die Zeichnungen des Lundin'schen Ofens
mit denen von meinem Ofen vergleicht, so kommt man zu dem Resultat, daß jene Herren
insgesammt mit einem nationalen Enthusiasmus referirt haben, der ihnen nicht
gestattete, von früher in Schweden durch deutsche Ingenieure ausgeführten
Constructionen und erlangten Resultaten auch nur die geringste Notiz zu nehmen, ein
Ausdruck, der um so gerechtfertigter ist, da sämmtliche von mir mitgetheilte Zahlen
und Angaben, sowie die beigegebenen Zeichnungen in den Jernkontorets Annaler officiell veröffentlicht wurden.
Sieht man von der Anwendbarkeit der Lundin'schen Anordnung
für Sägespäne ab, so ist seinem Ofensystem in allen Ländern, wo keine schwedischen
Verhältnisse obwalten, nur eine sehr geringe Zukunft zu prophezeihen, da dasselbe
nur eine Methode ist, um auf künstlichem Wege durch kostspielige Apparate
Brennmaterial zu verschleudern.
Berlin, im Januar 1867.