| Titel: | Ueber zwei zur Metallbearbeitung dienende neue Werkzeugformen; von Dr. Robert Schmidt, Civilingenieur in Berlin. |
| Autor: | Robert Schmidt |
| Fundstelle: | Band 187, Jahrgang 1868, Nr. LXV., S. 286 |
| Download: | XML |
LXV.
Ueber zwei zur Metallbearbeitung dienende neue
Werkzeugformen; von Dr. Robert
Schmidt, Civilingenieur in Berlin.
Mit Abbildungen auf Tab.
IV.
Schmidt, über zwei neue Werkzeugformen zur
Metallbearbeitung.
Die zwei neuen Werkzeugformen, welche wir hier beschreiben wollen, sind dem
technischen Publicum zuerst auf der Pariser Weltausstellung von 1867 zur Anschauung
gebracht worden. Indem wir uns erlauben, in detaillirter Weise auf dieselben
einzugehen, glauben wir sowohl denjenigen zu dienen, welche nicht Gelegenheit hatten solche auf der
Ausstellung zu besichtigen, als auch einen nicht unwichtigen Beitrag zur Literatur
des Maschinenbaues zu liefern. Die in Rede stehenden Werkzeuge beziehen sich
einerseits auf eine neue Stichelform mit Halter zum
Gebrauch für Drehbank und Hobelmaschine, und andererseits auf eine neue Bohrform für Maschinengebrauch. Die neue Stichelform war
von der Zimmermann'schen Maschinenfabrik in Chemnitz
ausgestellt, und ihre Construction rührt unseres Wissens von dieser Fabrik her; die
neue Bohrform ist amerikanischen Ursprungs, und waren derartige Bohrer in den
verschiedensten Dimensionen von einer englischen Fabrik ausgestellt, werden jetzt
aber von einer deutschen Fabrik hergestellt.
1. Die Zimmermann'sche
Stichelform.
Die bisher in der Praxis übliche Methode die Stichel für Drehbank und Hobelmaschine
aus einem Stück Gußstahl herzustellen, ist nicht nur kostspielig, sondern es ist
auch zur Aufbewahrung derselben in größeren Fabriken ein beträchtlicher Raum
erforderlich, und wenn man im Allgemeinen die zur Zeit bekannteren Meißelhalter
nicht oft eingefühlt findet, so hat dieß wohl seinen Grund darin, daß dieselben
bisher von ziemlich complicirter Construction waren.Man sehe z.B. über einige derartige Constructionen: Prechtl's Encyklopädie, Supplementband II S. 574. Die Zimmerman'sche Stichelconstruction basirt
ebenfalls auf der Anwendung eines Meißelhalters, zeichnet sich aber vor allen
bisherigen derartigen Constructionen dadurch vortheilhaft aus: daß sowohl der
Stichelhalter wie auch der Stichel selbst sehr einfache Formen haben, und auch das
Anschleifen des letzteren von einem wenig geübten Arbeiter mit großer Genauigkeit
erfolgen kann.
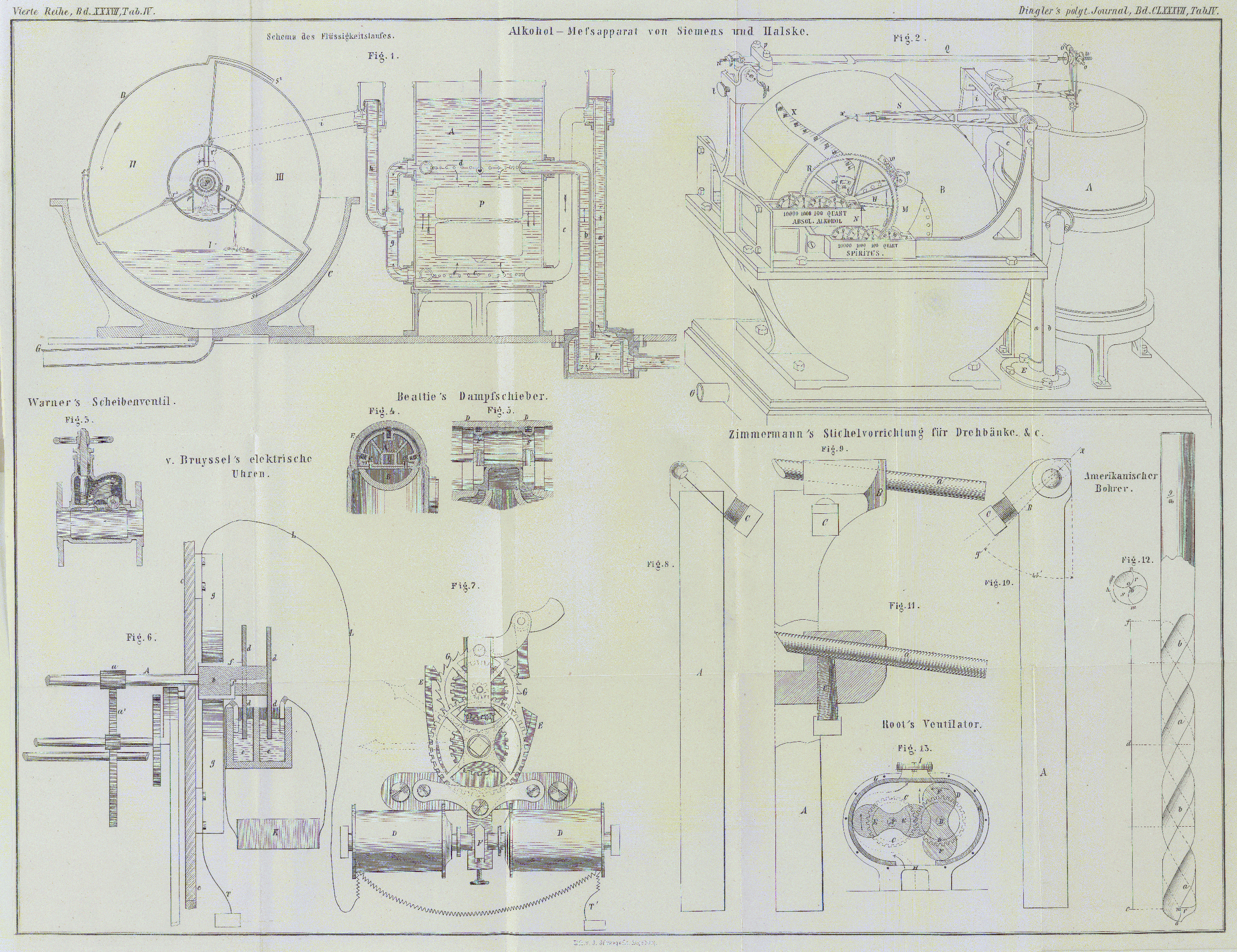
Wir haben in Fig.
8 – 11 eine solche Stichelvorrichtung für eine Dreh- oder
Hobelmaschine mittlerer Größe dargestellt, und bemerken sogleich, daß dieselbe für
den Gang des Stichels nach links (Fig. 8) dient, wogegen für
den Gang desselben nach rechts der Stichelhalter in umgekehrter Weise zu gestalten
ist. Fig. 8
ist eine obere Ansicht, Fig. 9 eine Ansicht der
rechten Seite, Fig.
10 eine untere Ansicht, und Fig. 11 ein Durchschnitt
der Vorrichtung nach der Linie xy der Fig. 10.
A ist der Stichelhalter, welcher bei größeren Sticheln
aus Eisen gefertigt seyn kann, und ist derselbe zur Aufnahme des Stichels an seinem
vorderen Ende mit einem consolförmigen Theil B versehen.
Dieser enthält die cylindrische Bohrung für den Stichel a, der einfach aus einem Stück Rundstahl gebildet ist. Die Richtung dieser Bohrung
zur Verticalen läßt die Fig. 10, und die zur
Horizontalen die Fig. 11 erkennen; auch zeigt letztere Figur den Winkel, unter dem der
Stichel angeschliffen ist, wozu wir übrigens noch bemerken, daß dieser, je nach dem
zu bearbeitenden Material, verschiedene Größe hat. Die Schraube C dient zum Einklemmen des Stichels, und sind bei
größeren Dimensionen deren zwei anzuordnen.
Zum bequemen Anschleifen der Stichel hat Zimmermann an
seinen Schleifsteinen eine supportartige Vorrichtung angebracht, in welche der
Stichel gespannt werden kann.
2. Der amerikanische Bohrer.
In Fig. 12
haben wir zwei Ansichten eines solchen Bohrers, der einen Durchmesser von 9/16 Zoll
engl. hat, dargestellt. Er besteht darnach aus einem genau cylindrischen Körper, und
der Durchmesser desselben entspricht genau dem des zu bohrenden Loches. In diesem
cylindrischen Körper sind zwei Nuthen a und b eingefräst, deren Lauf in stark ansteigenden
Schraubenlinien besteht, weßhalb diese Bohrer auch häufig Spiralbohrer (twist drills) genannt werden. Die Steigung eines solchen
Schraubenganges, cd, beträgt beiläufig fünf
Durchmesser, und jede Nuth setzt sich auf etwa 1 3/4 solcher Steigungen, cf, fort, wodurch die brauchbare Länge des Bohrers
bestimmt ist. Die Nuthen, welche beinahe cylindrische Form haben, sind so tief
eingefräst, daß etwa 1/8 bis 1/10 des Durchmessers in der Mitte des Bohrers als
Metallstärke stehen bleibt, und sie haben eine solche Breite, daß, auf einer
Peripherie des Bohrers gemessen, dieselbe gerade 1/4 derselben beträgt. Die zwei
Schneiden des Bohrers, on und om, werden dadurch gebildet, daß man die zwei
übrig gebliebenen Metalltheile r und s kegelförmig zuschleift.
Beim Gebrauch des Bohrers, bei welchem derselbe in der Richtung des Pfeiles h gedreht wird, werden die Bohrspäne selbstthätig durch
die Nuthen nach oben geführt, worin der nächste Vortheil des Bohrers besteht.
Weitere Vortheile bestehen darin, daß ein und derselbe Bohrer stets Löcher von
derselben Dimension bohrt, wenn derselbe auch immer weiter abgeschliffen wird, was
bis zu den letzten Theilen der Nuthen stattfinden kann.
Diese Bohrer werden, wie bereits angedeutet, gegenwärtig auch in Deutschland in allen
Dimensionen fabrikmäßig angefertigt, und zwar ist es die durch ihre
Schraubenschneid-Werkzeuge bekannte Fabrik von C. H. Bernhardt in Döbeln (Sachsen), welche sich
hierauf eingerichtet hat; nach einem uns vorliegenden Exemplar dieser Fabrik haben
wir auch unsere
Zeichnung hergestellt, und bemerken wir beiläufig gern, daß uns die Arbeit daran
exacter als bei den englischen Bohrern erschien. Die Bohrer werden von dieser Fabrik
in 36 verschiedenen Dimensionen, von 1/16 bis 1 1/4 Zoll engl. geliefert und
variiren den Durchmessern entsprechend in ihren Längen. Der Vollständigkeit wegen
theilen wir einige dieser Dimensionen und Preise von Bohrern nachstehend mit:
Durchmesser
Länge
Preise.
in engl. Zollen.
in engl. Zollen.
Thlr.
Slgr.
1/16
2 1/4
–
6
1/8
2 5/8
–
9
1/4
3 5/8
–
14
3/8
4 3/4
–
28
1/2
6
1
10
5/8
9
2
15
3/4
10
3
20
1
11
5
25
1 1/4
12 1/2
8
20
Da für die exacte Herstellung jedes Bohrers von bestimmter Dimension eine besondere
Fräse nothwendig ist, so zeigt sich dabei wiederum die Anwendung verschiedener
Maaßeinheiten in Deutschland in recht ungünstiger Weise, zumal da wegen bekannter
Eisenbahnverhältnisse hier auch noch das englische Maaß nothwendig Berichtigung
finden muß.
Tafeln