| Titel: | Die Anfertigung geschweißter conischer Eisenblechrohre von W. Galloway und G. Plant in Manchester. |
| Fundstelle: | Band 188, Jahrgang 1868, Nr. LXIX., S. 270 |
| Download: | XML |
LXIX.
Die Anfertigung geschweißter conischer
Eisenblechrohre von W.
Galloway und G.
Plant in Manchester.
Aus Engineering, März 1868, S.
225.
Mit Abbildungen auf Tab.
V.
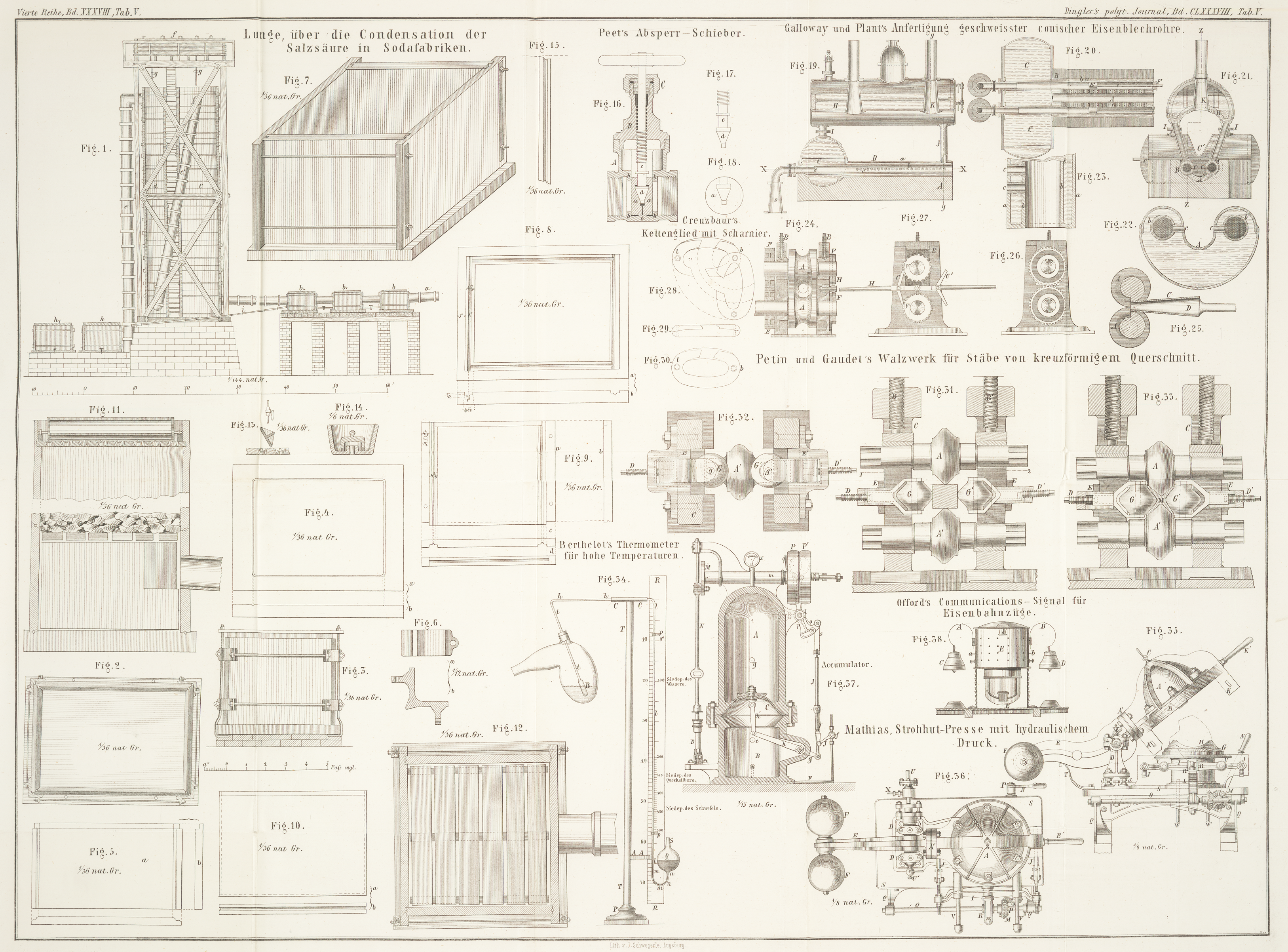
Galloway's Anfertigung geschweißter conischer
Eisenblechrohre.
Zur Vergrößerung der Heizfläche sind bekanntlich die Dampfkessel von GallowayMan s. über Galloway's Dampfkessel S. 178 im
vorhergehenden Heft dieses Journals. in ihrem Hauptfeuerrohre mit
conischen, verticalen, oben und unten offenen Röhren versehen, deren äußere Fläche
die Feuergase umspielen, während sie innen mit Wasser gefüllt sind. Zur Herstellung
dieser kurzen Röhren wurden von den Ingenieuren W. Galloway und G. Plant in Manchester
Einrichtungen erdacht, deren Princip auch bei Herstellung anderer
Schmiedeeisen-Arbeiten vortheilhafte Anwendung finden dürfte.
Die Figuren
19, 20,
21, 22 und 23 zeigen die
Einrichtung des Schmiedeherdes, in dessen Feuer die zusammengerollten Bleche erhitzt
werden, während die Figuren 24, 25, 26 und 27 das Walzwerk zum
Schweißen der Rohre darstellen.
Fig. 19 ist
ein Längenschnitt nach der Linie ZZ der Fig. 21; Fig. 20 ein
Horizontalschnitt nach der Linie XX der Fig. 19; Fig. 21 ein
Querschnitt nach der Linie yy der Fig. 19.
Die Haupttheile des Herdes sind das Feuerbett A und die
beiden mit je einer Reihe Düsen versehenen horizontalen Rohre B, B.
Letztere sind doppelt, d. h. sie bestehen aus dem äußeren Rohre a und dem inneren Rohre b
(Fig.
23), zwischen welchen ein mit Wasser gefüllter Raum bleibt. Die äußeren Rohre
a stehen mit dem Wasserbehälter C in Verbindung (Fig. 19 u. 20); die
inneren Rohre b sind die Gebläserohre und gehen durch
den Wasserbehälter C nach den zu dem Gebläse führenden
Rohren.
Die in den Röhren B reihenweise angebrachten Düsen c, c bestehen in kurzen
Rohrstückchen, welche in die beiden Rohre a und b eingeschraubt sind, wie aus der in größerem Maaßstabe
gezeichneten Fig.
23 ersichtlich ist. Durch das Wasser innerhalb der Röhren a werden diese und die Düsen beständig abgekühlt und so
vor der Einwirkung des Feuers geschützt. Der Feuerherd kann auch ganz aus Blech
hergestellt werden,
doch muß dafür gesorgt seyn, daß alle dem Feuer ausgesetzten Theile durch Wasser
gekühlt sind, wie bei der in Figur 22 abgebildeten
Einrichtung.
Die trichterförmig gebogenen Blechstücke werden so in den Herd eingelegt, daß die
nach unten gekehrte Schweißnaht zwischen den beiden Reihen von Düsen ganz
gleichförmige Schweißhitze erhält. Um bei den verschiedenen Längen der Röhren das
Feuer auf den nöthigen Raum beschränken zu können, sind in den Gebläserohren b Kolben E angebracht.
Dieselben sind durch Stangen e, welche durch den
Verschluß F gehen, verstellbar und lassen dem Gebläse
nur so viele Düsen offen, als die Länge des eingelegten Rohres erfordert.
Mit dieser Einrichtung kann nach Figur 19 und 21 ein
Dampfkessel verbunden werden, wodurch die Wärme des Herdes nutzbar gemacht und dem
Wasser eine bessere Circulation ertheilt wird. Der Dampfkessel liegt über dem Herde
und ist durch die Rohrstücke I, I und J nicht allein getragen, sondern auch
mit dem Wasserbehälter C und den Enden der horizontalen
Rohre B verbunden. In Figur 21 sieht man diesen
Kessel im Durchschnitt. Die den Kessel durchdringenden Rohre K mit ihren Verlängerungen dienen dem Rauche als Schornsteine. In Fig. 21 ist
auch der Einschnitt C′ in dem Wasserbehälter C ersichtlich, der angebracht ist, damit man auch von
dieser Seite bequem an das Feuer und die zu erhitzenden Rohre gelangen kann.
Hat die Schweißnaht den erforderlichen Hitzegrad erhalten, so wird das Rohr auf den
conischen Dorn D
Figur 25
geschoben, der genau die innere Gestalt des fertigen Rohres hat. Mit diesem Dorn
geht das Rohr durch ein in den Figuren 24, 25, 26 u. 27
abgebildetes Walzwerk, wobei es eine zuverlässige Schweißung und die richtige
Gestalt erhält.
Die Figuren 26
und 27 sind
Seitenansichten des Walzwerkes; Figur 24 ist ein Schnitt
durch die Mitte der Ständer, Fig. 25 ist ein
Querschnitt der Walzen.
Die Walzen A, A befinden sich
zwischen den Walzständern B, B; sie haben nach den Figuren 24 und 25 ein rundes
Kaliber, welches derart sich gleichförmig erweiternd eingearbeitet ist, daß seine
Abwickelung genau der äußeren conischen Gestalt entspricht, die das fertige Rohr
erhalten soll.
Durch den Eingriff der Zahnräder E behalten die Walzen
immer ihre gleiche gegenseitige Stellung.
Im Gegensatze zu anderen Walzwerken mit eingedrehten Kalibern, bei denen die
Eisenstücke während dem Gange eingeschoben werden, stehen hier die Walzen still, bis
das Stück mit dem Dorn eingeführt ist, und dann erst werden sie in drehende Bewegung versetzt. Je
nach der Länge der Rohre und deren kleinstem Durchmesser müssen die Walzen vor dem
Durchgänge so eingestellt werden, daß das an dem Zusammenstoß der Walzen gebildete
Kaliber dem kleinsten äußeren Durchmesser des Rohres entspricht. Zu diesem Zweck ist
jeder Walzenzapfen auf einer Seite der Ständer mit zwei in entgegengesetzter
Richtung gezahnten Schalträdern F versehen, welche durch
den Hebel H mit den Schalthaken C, C′ bewegt werden. Die Walzen werden
so lange umgedreht, bis der gewünschte Querschnitt in dem Zusammenstoß erreicht ist,
dann kann das Rohr eingeschoben werden.
Tafeln