| Titel: | Holley's Verfahren zum Gießen von Stahlzainen. |
| Fundstelle: | Band 188, Jahrgang 1868, Nr. CXIII., S. 470 |
| Download: | XML |
CXIII.
Holley's Verfahren zum Gießen von Stahlzainen.
Aus Engineering, Mai 1868, S.
436.
Mit einer Abbildung auf Tab. IX.
Holley's Verfahren zum Gießen von Stahlzainen.
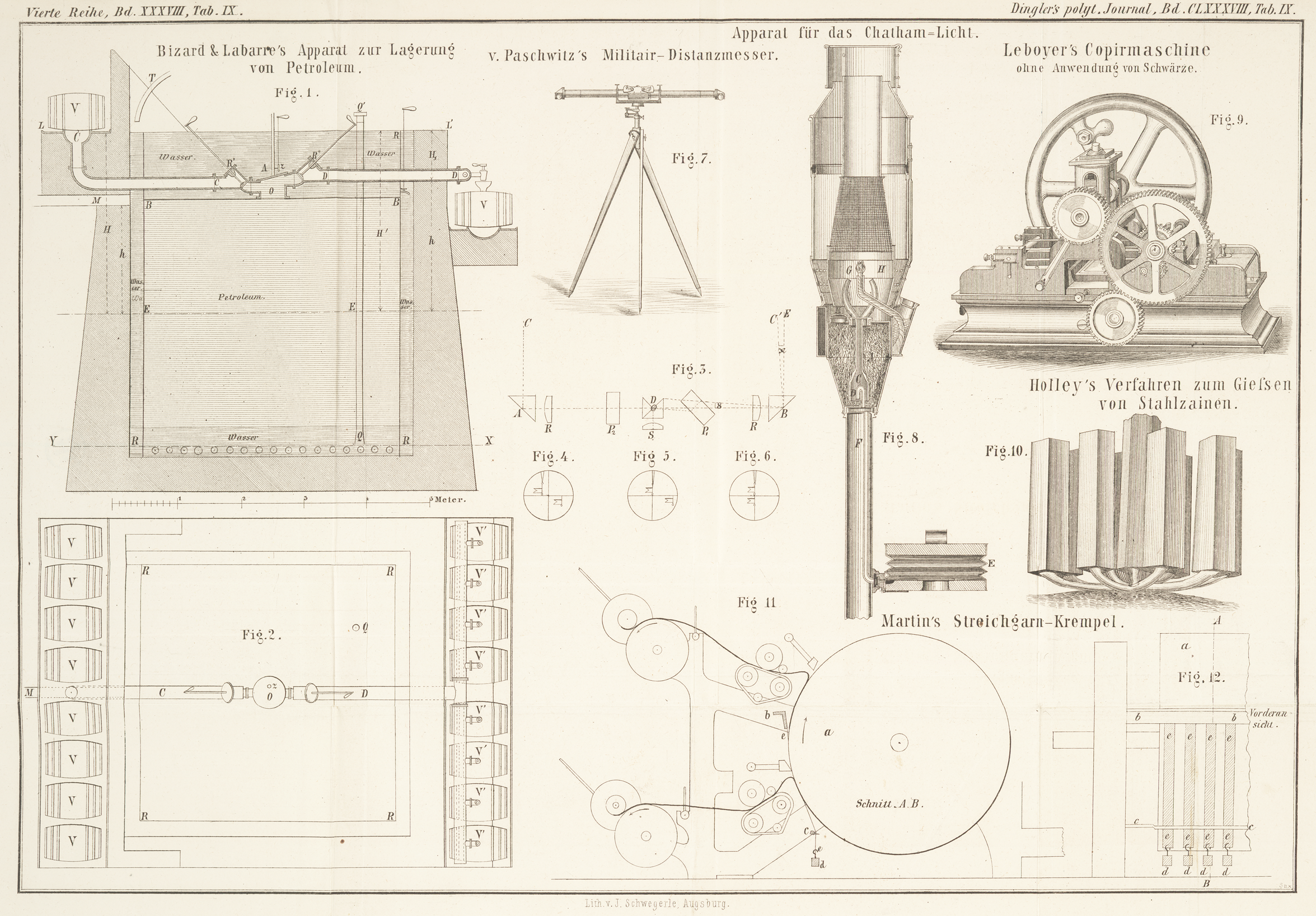
Die nach einer Photographie ausgeführte Abbildung, Fig. 10, zeigt eine
Gruppe von acht Schienenzainen von je 640 Pfd. Gewicht mit einem in der Mitte
befindlichen, für eine Welle bestimmten achtkantigen Zain von 12 Zoll Durchmesser.
Das Ganze wiegt 6320 Pfd. und wurde aus einem Stücke und in einem einzigen Gusse
nach A. L. Holley's Verfahren auf den Pennsylvania Steel Works (in den Vereinigten Staaten)
gegossen.
Seit der Einführung dieser Methode auf den genannten Werken sind über 5000 Zaine nach
derselben gegossen worden, und zwar zum größten Theile in Gruppen von sieben Stück.
Jetzt werden Vorrichtungen getroffen, die ganze 5 Tonnen schwere Charge auf einmal
zu einer Gruppe von dreizehn Zainen zu vergießen. Als Vortheile dieses Verfahrens
vor der gewöhnlichen Gießereimethode, bei welcher das Metall bekanntlich von oben in
die Formen einfließt, haben sich nachstehende herausgestellt:
1. Ersparung an Abfällen. — In Folge des Aufkochens
des Stahles in den Formen ist es unmöglich, bei Befolgung der gewöhnlichen Methoden
Zaine von gleichmäßiger Länge herzustellen; dieselben zeigen in ihrem Gewichte oft
Unterschiede von 20 bis 30 Pfd. und ihre oberen Enden sind nie ganz und von
regelmäßiger Form. Die vom Boden der Formaus, mit
Aufsteigen des Metalles (mit Steigrohr) gegossenen Zaine sind hingegen am oberen
Ende ebenso ganz und scharf vierkantig als am unteren und haben die ihnen bestimmte
Länge. Der Stahl steigt in der Form auf, bis er den vorher in beliebiger Höhe
angebrachten Stopfer erreicht. Bei Anwendung des älteren Verfahrens geht, während
die Gießpfanne von einer Form zur anderen geführt wird, mehr oder weniger Stahl
verloren und das zur Vermeidung des Ueberkochens des Metalles in der Form nöthige
öftere Schließen des Stopfers veranlaßt manchmal Beschädigungen des Ausgusses und
Bildung von einem Gießkopfe. Bei dem Bodenguß-Verfahren wird die Gießpfanne
durch zwei- oder dreimaliges Oeffnen eines großen Ausgusses (Abstiches)
gänzlich entleert.
2. Bessere Qualität der Zaine. — Vielfach
wiederholte Proben mit Zainen von einer und derselben Gießpfanne, welche sowohl von
der oberen Mündung, als vom Boden der Formen aus gegossen waren, liefern den Beweis,
daß die aufsteigend gegossenen Stücke unter dem Hammer und zwischen den Walzen sich
geschmeidiger zeigen und weniger reißen. Die Gründe dieser Erscheinung sind
einleuchtend. Bei dem ersteren Verfahren fällt der Metallstrom die ganze Länge der
Form hinab, spritzt an den beiden Seiten derselben hinauf und steigt oft in oder
durch den aufgelegten Sandstopfer. Der Zain fällt porös aus, die Blasen öffnen sich
durch die Haut des Zaines hindurch nach außen, oxydiren sich dann und lassen sich
zwischen den Walzen nicht schweißen, sondern bleiben als kleine Nisse zurück oder
werden zu Ausgangspunkten für größere Nisse. Im zweiten Falle dagegen steigt der
Stahl in der Form allmählich bis zu einem festen Stopfer auf und wird durch die in
der centralen oder Schlackenform mindestens einen Fuß hoch stehende Eisensäule fest
gegen den Stopfer angepreßt; in Folge dessen fällt der Zain weniger porös aus, die
Blasen platzen nicht, ihre Wandungen können sich somit nicht mit einer Oxydhaut
bedecken und lassen sich daher vollkommen zusammenschweißen. Das Aeußere des Zaines
ist ebenso geschmeidig wie sein Inneres.
3) Ersparung an Zainformen. — Manche der auf den
Pennsylvania Steel Works vorhandenen Zainformen
haben 400 Güsse ausgehalten. Wir kennen die durchschnittliche Dauer der bei dem
älteren Verfahren angewendeten Formen nicht genau, glauben aber, daß dieselben, wenn
sie ihren Dienst hundertmalig zu leisten im Stande sind, als ausgezeichnet gelten
können. Die Steigrohr- oder Bodenguß-Formen zerspringen und zerreißen
mit der Zeit in Folge der Einwirkung der intensiven Hitze zwar auch, aber sie werden
durch den aus der Gießpfanne in sie einströmenden Stahl niemals zum. Schmelzen
gebracht und durchbohrt.
4) Bequemere und weniger angreifende Arbeit. —
Obgleich die Arbeit der Former und Gießer durch das Trocknen der Formen und die
Aufstellung und weitere Vorbereitung der Formkästen vermehrt wird, so geben
dieselben dem neuen Verfahren doch den Vorzug vor der älteren Methode und darin
liegt gewiß ein zuverlässiger Beweis dafür, daß sie sich weniger anzustrengen
brauchen. Formkästen und Formen für vier — oder, wenn die Dammgrube geräumig
genug ist, für noch mehr — Güsse können in der Dammgrube vor Beginn der
Tagesschicht vorgerichtet werden, so daß die Arbeiter nicht nöthig haben, nach jedem
Gusse in der unmittelbaren Nähe von rothglühenden Formen und Zainen neue Formen oder
Kästen aufzustellen. Die mit Steigrohr gegossenen Zaine bleiben nur selten in den Formen
festsitzen, sondern lassen sich rasch und leicht aus denselben herausnehmen.
Die jetzt von Holley angewendeten verbesserten Formkästen
sind große gußeiserne Böden mit einem centralen Hohlraum, in welchen die
Verlängerung der centralen oder Schlackenform eingeformt wird und mit radialen
Canälen, die zum Einformen der aus der centralen Form zu den peripherisch gestellten
Zainformen führenden Steigrohre dienen. Diese Rohre sowohl als der centrale Hohlraum
werden auf die übliche Weise ½ bis 1 Zoll stark mit Nasse (aus alten
gemahlenen feuerfesten Backsteinen und Lehm bestehend) ausgeschlagen. Die Steigrohre
werden über eiserne, mit Lehm überzogene Kerne geformt. Das Einsetzen der Zainformen
in die Formkästen geschieht in der gewöhnlichen Weise. Der flüssige Stahl wird in
die centrale Form eingegossen und tritt aus derselben, wie schon angegeben wurde, in
den Boden der peripherisch stehenden Zainformen.
Tafeln