| Titel: | Ueber Fabrication von Gußstahl, unmittelbar aus Eisenerzen, mittelst Regenerativ-Gasöfen; von C. Wilhelm Siemens in London. |
| Fundstelle: | Band 189, Jahrgang 1868, Nr. LII., S. 227 |
| Download: | XML |
LII.
Ueber Fabrication von Gußstahl, unmittelbar aus
Eisenerzen, mittelst Regenerativ-Gasöfen; von C. Wilhelm Siemens in
London.
Aus Les Mondes, t. XVII p. 222 und dem
Engineer vom
10. Juli 1868, S. 30.
Mit Abbildungen auf Tab.
III.
Siemens, über Gußstahlfabrication mittelst
Regenerativ-Gasöfen.
Hr. C. Wilhelm Siemens in London hielt am 7. Mai d. I. vor
den Mitgliedern der Chemical Society einen Vortrag über
die Anwendung der von ihm und seinem Bruder Friedrich Siemens in Berlin erfundenen Regenerativ-Gasöfen zur
Gußstahlfabrication. Als Einleitung gab er eine Skizze der Eigenschaften des
Gußstahles und der verschiedenen Methoden seiner Darstellung. Er definirte dieses
Product als „eine Verbindung von Eisen und Kohlenstoff, welche die
merkwürdige Eigenschaft besitzt, durch Erhitzen und darauf folgendes plötzliches
Abkühlen außerordentlich hart zu werden.“ Der Härtegrad, dessen ein
Stahl fähig ist, wird durch seinen Gehalt an Kohlenstoff bedingt; die nachstehende
kleine Tabelle gibt eine Uebersicht des durchschnittlichen Kohlenstoffgehaltes von
Stahlsorten für verschiedene Zwecke. (Die Analysen von A. Willis wurden im Siemens'schen Laboratorium in
London ausgeführt.)
Bezeichnung der Stahlsorten.
Kohlenstoffgehalt.
Untersucht von:
Wootz
1,34 Proc.
T H. Henry
Stahl für flache Feilen
1,20 Proc.
Willis.
Stahl für Dreheisen
1,00 Proc.
Willis.
Huntsman-Stahl für
Schneidwerkzeuge
1,00 Proc.
Willis
Gewöhnl. Stahl für Schneidwerkzeuge
0,90 Proc.
Willis.
Stahl für Meißel
0,75 Proc.
Willis.
Stahl für Prägstempel (zum Schweißen)
0,74 Proc.
Willis.
Zweimal raffinirter Gerbstahl
0,70 Proc.
Willis.
Stahl zum Schweißen
0,68 Proc.
Willis.
Stahl zu Bohrern für Steinbrüche
0,64 Proc.
Willis.
Stahl zu Maurerwerkzeug u. Rammen
0,60 Proc.
Willis.
Gewöhnlicher Stahl zum Stanzen
0,42 Proc.
Willis.
Stahl für Spaten und Hämmer
0,30 bis 0,32 Proc.
Willis.
Bessemerstahl zu Schienen
0,25 bis 0,30 Proc.
Verschiedene.
Homogenes Metall (Panzerplatten)
0,23 Proc.
Percy.
Wenig gestahltes Eisen aus dem offenen Herde
0,18 Proc.
Willis.
Vor dem Zusatze von Spiegeleisen genommene Probe
0,05 Proc.
Willis.
Bessemereisen (rein)
Spur
Abel.
Stahl mit 1,40 Proc. Kohlenstoffgehalt steht dem weißen Roheisen nahe; bei einem
Kohlenstoffgehalte unter 0,3 Proc. läßt sich das Metall nicht mehr härten (und ist
als homogenes oder geschmolzenes Eisen zu betrachten). Die Gegenwart von Schwefel und Phosphor ist
sicherlich schädlich, wenn dieselben in etwas beträchtlicher Menge vorhanden sind;
nach der Ansicht des Vortragenden können indessen Spuren dieser Elemente zuweilen
nützlich wirken, indem sie die Flüssigkeit und Zähigkeit des Gußstahles vermehren.
— Die Anwendung manganhaltiger Zuschläge nach dem Patente von Heath (1839) ermöglicht guten Stahl aus gewöhnlichen
Sorten von englischem Puddeleisen darzustellen, und Mushet's Entdeckung der wichtigen Vortheile, welche man aus dem Zuschlag
von manganhaltigem Roheisen (Spiegeleisen) ziehen kann, hat den von Bessemer errungenen Triumphen den Weg geöffnet. Nach Siemen's Ansicht hat das Mangan, neben seiner Eigenschaft
den Schwefel und andere Verunreinigungen zu entfernen, auch die Wirkung die Qualität
des Stahles zu verbessern. Silicium, sofern dessen Menge
0,5 Proc. beträgt, macht den Stahl unfähig zu Zainen vergossen zu werden;
andererseits wirken geringe Mengen dieses Körpers vortheilhaft, indem sie die
heftige Entwickelung von Gasen in der Zeit zwischen dem Schmelzen und dem Erstarren
des Stahles verhindern. Ueber die Einwirkung des Titans,
des Zinnes und des Arsens ist
nichts Bestimmtes bekannt; Dr. Werner Siemens hat aber im Jahre 1853 nachgewiesen, daß das Wolframmetall auf den Stahl eine merkwürdige Wirkung hat,
indem es dessen Eigenschaft erhöht, in gehärtetem Zustande den ihm mitgetheilten
Magnetismus beizubehalten. Diese Eigenschaft wies der Vortragende mit Hülfe eines
permanenten Hufeisenmagnetes nach, welcher mit Einschluß seines Ankers das
Zwanzigfache seines eigenen Gewichtes trug; wogegen der berühmte Harlemer Magnet
nicht mehr als das Dreizehnfache seines Gewichtes zu tragen im Stande ist. Der
Stahl, aus welchem der Siemens'sche Magnet angefertigt
ist, enthält ungefähr 2 Proc. Wolfram und 0,4 Proc. Kohlenstoff.
Der Vortragende gieng hierauf zur Beschreibung verschiedener Methoden der
Stahlbereitung über, deren wichtigste die folgenden sind: der directe Proceß in
catalonischen Feuern; die Cementation; das Entkohlungsverfahren oder Stahlpuddeln;
der Bessemerproceß; endlich andere Methoden, bei denen durch Einschmelzen von
hämmerbarem Eisen (oder von Substanzen, welche Stabeisen geben) mit Roheisen,
Spiegeleisen oder anderen kohlenstoffreichen Verbindungen Gußstahl erzeugt wird, wie
bei den Methoden von Uchatius, Price und Nicholson, G. Brown, Attwood und Anderen.
Versuche über die unmittelbare Darstellung von Stahl mittelst eines Gebläses in einem
offenen Herde nach dem Verfahren von Sudre wurden unter
der Leitung von Sainte-Claire Deville und zwei
anderen Mitgliedern der französischen Akademie abgeführt; allein die rasche
Zerstörung des Ofens, in Verbindung mit dem großen Brennmaterialaufwande, hat den
Erfolg dieses Verfahrens zweifelhaft gemacht. — Die Möglichkeit der Anwendung
von Regenerativ-Gasöfen zum Schmelzen des Stahles und anderer metallurgischer
Producte wurde schon im Jahre 1862 durch die Versuche von C. Attwood in England und ein Jahr später durch diejenigen von Lechatelier zu Montluçon in Frankreich erwiesen;
letzterer schmolz auf einer aus Bauxit (dem zur Darstellung von Aluminium
angewendeten thonerdehaltigen Minerale) bestehenden und dann zweckmäßiger auf einer
aus gewöhnlichem weißem Sande geschlagenen Sohle Luppen von Puddeleisen mit Roheisen
zusammen. Später schmolzen E. und P. Martin auf den
Sireuil-Werken Stahl im Tiegel und auf einem offenen Herde mit Benutzung der
brennbaren Gase des Regenerativ-Ofens; ihren aus verschiedenen Stahlsorten
bestehenden Producten wurde auf der vorjährigen Pariser Welt-Ausstellung eine
goldene Medaille zu Theil. — Zur Abführung eigener Versuche baute der
Vortragende in Birmingham zwei Regenerativ-Oefen und es ist ihm gelungen,
Stahl von guter Qualität in seinem Ofensysteme zu erzeugen, indem das Erz
unmittelbar verwendet wird. Der Vortragende erklärte die Einrichtung dieser Oefen
mit Hülfe von Abbildungen im großen Maaßstabe und von Durchschnittsmodellen.
Darstellung von Gußstahl unmittelbar aus dem Erze.
— Meine Versuche, sagt Siemens, einen Gußstahl von
vorzüglicher Qualität direct aus den besseren Eisenerzen mit geringen Kosten
darzustellen, habe ich mehrere Jahre fortgesetzt und im letzten Jahre sandte ich
einige Stangen aus Rotheisenstein erzeugten Stahles auf die Pariser
Welt-Ausstellung, wo mir die goldene Medaille für diese und andere
Anwendungen der Regenerativ-Gasöfen zuerkannt wurde.
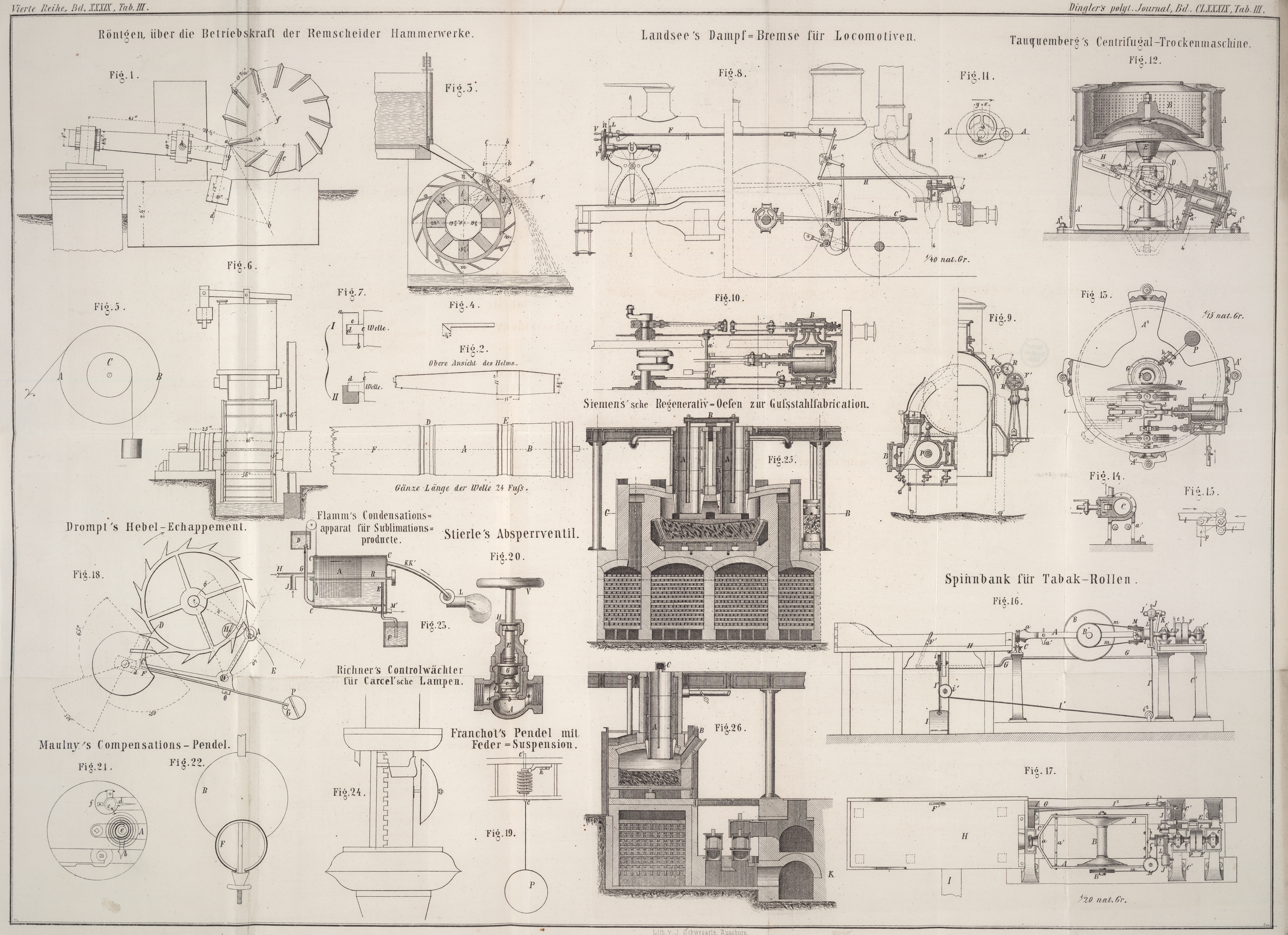
Der zu dieser Stahlerzeugung dienende Ofen (deren mehrere zu einem System verbunden
werden) hat in der Gestalt mit einem Schweiß- oder Puddelofen Aehnlichkeit
und ist in Fig.
25 und 26 dargestellt. Die Richtung der Flamme ist von Ende zu Ende und die
Regeneratoren sind in der Querachse, unter der Sohle angebracht, welche auf eisernen
Platten ruht, die durch einen Luftstrom kühl erhalten werden. Die Luft tritt unter
den Sohlplatten an der Vorderseite ein und entweicht durch zwei Abzugscanäle an der
Hinterseite des Ofens. Das Abkühlen der Sohle ist sehr nothwendig, damit nicht
Schlacke oder geschmolzenes Metall durch sie in die Regeneratoren-Kammern
hinabdringen kann. Der obere Theil des Ofens ist gänzlich aus Dinassteinen gebaut,
welche bekanntlich aus fast reiner Kieselerde bestehen. In der Vorderseite des Ofens
sind drei Thüren angebracht, eine in der Mitte unmittelbar über der Abstichöffnung
und zwei in der Nähe der Brücken, um nöthigenfalls die Sohle ausbessern zu
können.
Die Sohle des Ofens wird aus Quarzsand hergestellt, welcher außerordentlich gut
entspricht, wenn er gehörig ausgewählt und behandelt wird.Anstatt, wie gebräuchlich, zur Herstellung der Sohle feuchten Sand in den
kalten Schmelzofen zu bringen, trocknet Siemens
den Sand und führt ihn in den heißen Ofen ein, in Schichten von beiläusig 1
Zoll Dicke. Die Hitze des Ofens muß so stark seyn, daß die Oberfläche jeder
Schicht schmilzt; man beginnt also mindestens mit Schweißhitze und steigert
dieselbe am Ende der Operation zur vollen Stahlschmelzhitze, um den obersten
Schichten noch mehr Festigkeit zu ertheilen. (Die Oberfläche der Sohle soll
die Form einer flachen Schale annehmen, welche in der Nähe der
Abstichöffnung am tiefsten ist.) Mancher weiße Sand bildet unter diesen
Umständen eine harte undurchdringliche Kruste, welche 20–30
Beschickungen von flüssigem Stahl aushält, ohne einer wesentlichen
Ausbesserung zu bedürfen. (Geringere Sorten von weißem Sande vermischt man
innig mit beiläufig 25 Proc. gewöhnlichem rothem Sande, um dieselben
Resultate zu erhalten.)Beim Abstechen des Ofens wird der lockere Sand in
der Nähe der Abstichöffnung entfernt, bis man die untere Oberfläche der
harten Kruste erreicht. Die tiefste Stelle dieser Oberfläche wird hernach
mittelst einer zugespitzten Stange durchstochen, nach deren Wegziehen das
flüssige Metall aus dem heißesten und tiefsten Theile der Sohle in die
Gießpfanne vor dem Ofen ablauft.
Die Charge wird in einen cylindrischen Trichter oder Rumpf gefüllt, welcher über der
Mitte der Sohle angebracht ist. Ein solcher verticaler Rumpf besteht aus einem
gußeisernen Rohr, welches ein Thonrohr trägt; letzteres ist daran mittelst eines
Bajonnetscharniers befestigt und reicht in den Ofen hinab, während das gußeiserne
Rohr mit seiner Flansche auf der die Beschickung enthaltenden Plattform
aufliegt.
Den Rumpf A umgibt ein Feuerraum, durch welchen die
Flamme vom Ofen aufsteigt; man läßt dieselbe in regulirten Mengen nahe am oberen
Ende des Rumpfes entweichen, da man den letzteren und das in ihm enthaltene Erz zum
Rothglühen zu erhitzen bezweckt. In den Rumpf reicht ein schmiedeeisernes Rohr
hinab, um einen Strom von reducirendem Generatorgas in das erhitzte Erz treiben zu
können, was sich leicht dadurch bewerkstelligen läßt, daß man einen Dampfstrahl in
das vom Hauptgascanal nach dem oberen Theil des Ofens sich abzweigende Gasrohr
leitet (hierbei muß man aber für eine vollständige Condensation des Dampfes sorgen,
indem man das Gas zuletzt einen kleinen Scrubber passiren läßt, in welchem Wasser
über Kohksstücke tröpfelt, wobei das Gas zugleich von schwefliger Säure gereinigt wird, deren
Schwefel sich sonst mit dem reducirten Erz verbinden könnte).
Der Ofen wird in folgender Weise beschickt.
Nachdem Rumpf und Gasrohr sich in der gehörigen Stellung befinden, wird beiläufig
¼ Ctr. Holzkohle durch den Rumpf chargirt, um eine Basis für das Erz zu
bilden, mit welchem derselbe hernach gefüllt wird.
Dann werden beiläufig 10 Ctr. Roheisen durch die Thüren in der Vorder- oder
Hinterseite des Ofens eingetragen, welcher, nachdem es geschmolzen ist, ein
Metallbad unter dem Rumpf bildet. Unterdessen hat sich das Erz im unteren Theile des
Rumpfes, welches in einer Atmosphäre von reducirendem Gase erhitzt wird, theilweise
zu Metallschwamm reducirt, welcher, wenn er das Metallbad erreicht, sich schnell in
demselben auflöst und so für das Niedergehen des überliegenden Erzes Platz macht,
welches gleichfalls auf seinem Wege reducirt und dann im Bade aufgelöst wird;
selbstverständlich beschickt man hierzu die Plattform continuirlich mit frischem
Erze. Das Auflösen des reducirten Erzes erfolgt außerordentlich schnell, in der
Praxis wird es aber durch die Zeit begrenzt, welche für die Reduction des Erzes im
Rumpfe erforderlich ist und mehrere Stunden beträgt. Es ist jedoch nicht wesentlich,
daß das Erz vollständig reducirt wurde bevor es das Bad erreicht, weil der im
Roheisen enthaltene Kohlenstoff zur Vervollständigung der Operation dient.
Am besten wendet man ein Gemenge von Roth- und Spatheisenstein an, welches die
Elemente zur Bildung einer schmelzbaren Schlacke enthält, die sich auf der
Oberfläche des Metallbades anhäuft und von Zeit zu Zeit durch die Thür in der Mitte
des Ofens abgezogen wird. Enthält das Erz Kieselerde, so muß man etwas Kalk
zuschlagen; man soll jedoch nur Erze mit wenig Gangart anwenden, um den Ofen nicht
mit Schlacke zu überladen. Ferner soll das Erz in Stücken von der Größe einer Erbse
bis zu der einer Wallnuß seyn, damit es von den reducirenden Gasen leicht
durchdrungen werden kann. Will man pulverförmige Erze anwenden, so muß man sie mit
beiläufig 10 Proc. ihres Gewichtes leichter kohlenstoffhaltiger Materialien (wie
trockener Lohe, Holz oder Holzkohle) mischen.
Nachdem sich das Metallbad im Verlaufe von drei bis vier Stunden hinreichend
vergrößert hat, unterbricht man das Beschicken mit Erz und läßt das im Rumpfe
enthaltene sinken. Bevor der Rumpf leer geworden ist, wird in denselben ein an
seiner unteren Seite mit Thon gefütterter falscher Deckel von Gußeisen mittelst
eines starken Drahtes, woran er befestigt ist, von oben eingeführt, um den Zutritt
der Flamme zum Inneren
des Rumpfes zu verhüten. Holzkohle und Erz werden auf die obere Seite dieses
falschen Deckels eingefüllt und bilden, wenn man den Draht durchschneidet, den
Anfang der nachfolgenden Charge.
Wenn alles Erz verschwunden ist, probirt man das Metallbad mittelst Einführens einer
Stange durch eine der Vorderthüren des Ofens; sollte das Bad theilweise erstarrt
seyn, so setzt man (durch die Seitenöffnung B, Fig. 26, auf
der Bank des Ofens) Gußeisen zu, um es wieder vollständig flüssig zu machen; enthält
hingegen das Bad einen Ueberschuß von Kohlenstoff, so setzt man oxydirende Agentien
(Braunstein, oder Bleiglätte in Verbindung mit Natronsalpeter) im erforderlichen
Verhältniß zu. Alsdann werden 5 bis 8 Proc. Spiegeleisen (welches nicht weniger als
9 Proc. Mangan enthält) zugesetzt, welches man im Bade niederschmelzen läßt, das
dann umgerührt wird und endlich abgestochen werden kann.
Die Zusammensetzung der anzuwendenden Eisenerze ist ziemlich gleichgültig, wenn
dieselben verhältnißmäßig frei von Gangart, sowie insbesondere von Schwefel und
Phosphor sind, weil die Hitze jedenfalls zum Schmelzen derselben ausreichend ist.
Siemens bemerkt jedoch, daß seine Erfahrung sich bis
jetzt auf bloße Versuche beschränkt.
Tafeln