| Titel: | Kühlofen für Tafel- oder Scheibenglas, von D. Bievez zu Haine-Saint-Pierre (Belgien). |
| Fundstelle: | Band 189, Jahrgang 1868, Nr. LXXVII., S. 313 |
| Download: | XML |
LXXVII.
Kühlofen für Tafel- oder Scheibenglas, von
D. Bievez zu
Haine-Saint-Pierre (Belgien).
Aus dem Bulletin de la Société d'Encouragement, April
1868, S. 207.
Mit Abbildungen auf Tab.
IV.
Bievez's Kühlofen für Scheibenglas.
Der nach einem neuen System von D. Bievez construirte
Kühlofen für Scheibenglas, von welchem sich ein Modell auf der letzten Pariser
Welt-Ausstellung befand, dürfte zur allgemeinen Einführung zu empfehlen seyn,
nachdem sich dessen Vorzüge durch die mit ihm erzielten günstigen Erfolge so
unzweideutig herausgestellt haben.
Bei den bisher üblichen Kühlöfen hat jede Scheibe einen zweimaligen Transport
auszuhalten, in Folge dessen das Glas mehr oder weniger seine Form verliert und nur
selten eine ganz ebene und glatte Oberfläche wieder annimmt. Dieser Uebelstand ist
bei Bievez's Ofen beseitigt.
Sein Apparat besteht aus dem eigentlichen Ofen und einer Reihe senkrechter, in einer
Verticalebene beweglicher Rahmen, die von gußeisernen Coulissen oder Rinnen geführt
werden, welche an beiden Enden in dem Mauerwerke des Ofens befestigt sind. Die
oberen, über das Gewölbe hervorragenden Ränder der Rahmen sind durch einen
longitudinalen Stab mit einander verbunden, und die Rahmen selbst sind mit
Gegengewichten versehen, so daß eine nur geringe Kraftanstrengung erforderlich ist,
um sie in Bewegung zu setzen.
An den unteren Rändern der Rahmen sind Rollen angebracht, in deren Rinnen oder
Hohlkehlen schmiedeeiserne, unter einander parallele Stangen ruhen, deren Enden bis
zur Oeffnung des Ofens reichen, wo sie durch eine Querschiene so miteinander
verbunden sind, daß man sie durch bloßes Ziehen an der letzteren sämmtlich zu gleicher Zeit in
horizontaler Richtung in Bewegung setzen kann; im Ruhezustande liegen die Stangen
sowohl als die Rollen in Vertiefungen oder Falzen, welche in der Sohle des Ofens
angebracht sind.
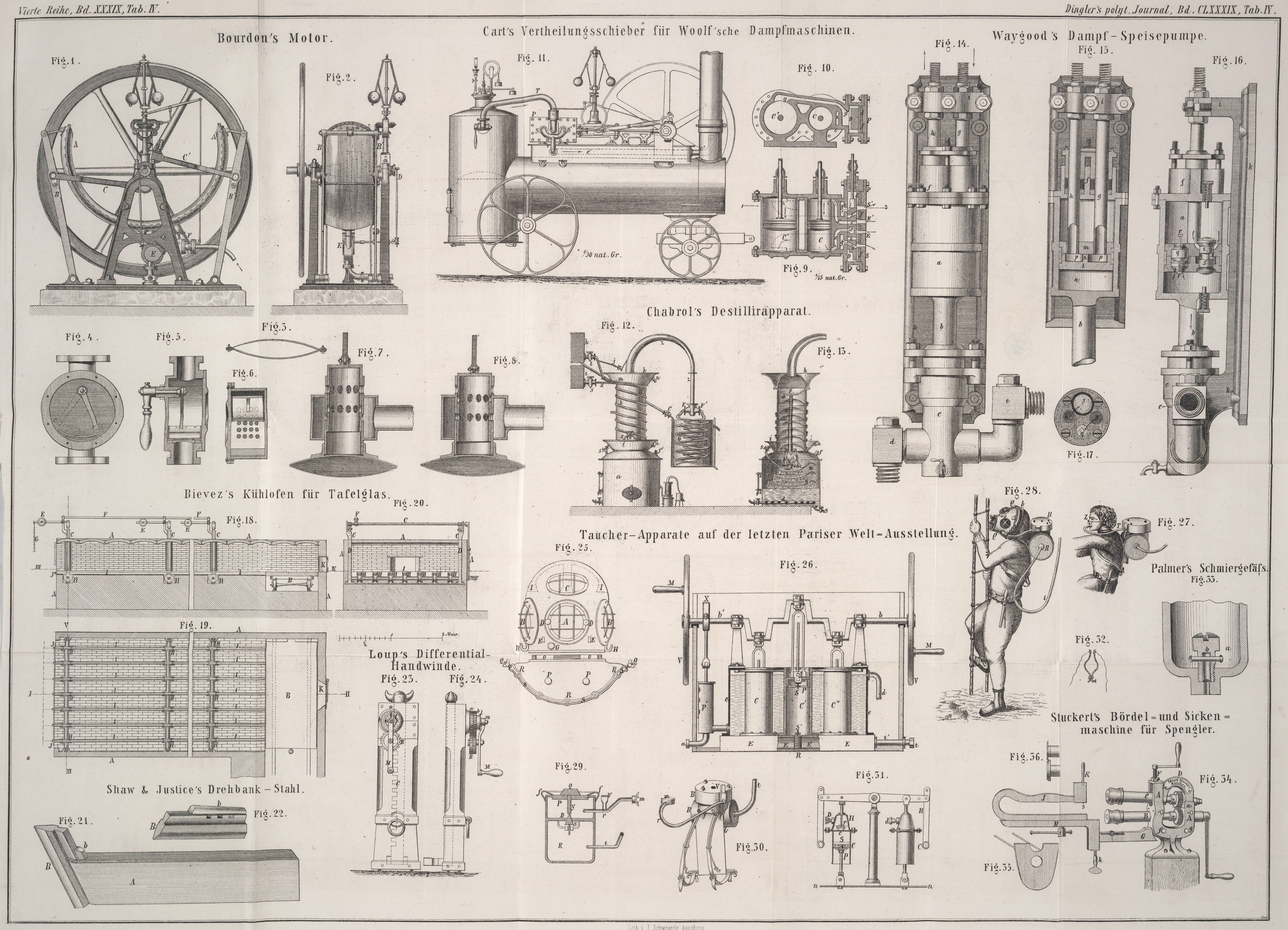
Fig. 18 ist
ein theilweiser Längenschnitt des neuen Kühlofens nach der Linie I–II der Fig. 19;
Fig. 19 ein
Horizontalschnitt desselben nach der Linie III–IV der Fig. 18;
Fig. 20 ein
Querschnitt nach der Linie V–VI der Fig. 19.
A Kühlofen; B auf Schienen
laufender, zur Aufnahme der zu kühlenden Glastafeln dienender Wagen; C, C bewegliche, senkrecht
auf die große Achse des Ofens angeordnete Rahmen; D, D Coulissen, in denen sich die Pfeiler der Rahmen C, C bewegen; E, E Gegengewichte zum
Ausbalanciren der Rahmen C, C.
F longitudinale Stange, welche die oberen Theile
sämmtlicher Rahmen mit einander verbindet; G Kette,
mittelst welcher sich alle Rahmen gleichzeitig heben lassen; H, H Rollen, welche an den unteren Rändern der
Rahmen befestigt sind; I, I
parallele Stangen aus Schmiedeeisen, welche in den Rinnen der Rollen H, H ruhen und sich in die
auf der Ofensohle angebrachten Falze legen; J, J Querschiene, durch welche außerhalb des Ofens die
sämmtlichen parallelen Stangen I, I unter einander verbunden sind und die dazu dient, dieselben alle auf
einmal nach vorn zu ziehen, wie dieß durch die punktirten Linien in Fig. 19 angedeutet ist.
K Oeffnung zum Ein- und Austragen der
Glastafeln.
Nachdem eine erste Glasscheibe auf dem Wagen B zum Ofen
transportirt worden ist, tritt der Arbeiter (Strecker) an die Oeffnung K und schiebt die Tafel mittelst einer kurzen Gabel auf
die Sohle des Ofens und zwar an den ersten von den neun Plätzen, die sie hintereinander zu passiren hat.
Sobald der Wagen eine zweite Scheibe zuführt, hebt ein Gehülfe durch Ziehen an der
Kette G gleichzeitig sämmtliche Rahmen nebst den Stangen
I, I; in Folge dieser
Bewegung wird die erste Glasscheibe emporgehoben und durch den Rost, den die Stangen
I, I bilden, in dieser
Stellung erhalten. Inzwischen ertheilt der Arbeiter mittelst der Querschiene J den Stangen eine ziehende Bewegung, indem er sie auf
den Rollen H so vorwärts gleiten läßt, daß die
Glasscheibe um einen Raum vorrückt, welcher etwas größer ist als ihre Breite; dann
läßt er die Zugkette G ganz allmählich nach, so daß das
ganze System langsam auf die Ofensohle zurücksinkt, worauf er nur noch die Stangen
zurückzuschieben braucht, welche sich dann wieder in die Falze legen und somit an
ihren früheren Platz gelangen, ohne die Glastafel mitzunehmen, welche sich nunmehr
in der zweiten der neun
Stellungen befindet,
welche sie durchmachen muß, um vollständig gekühlt zu werden. Jetzt ist Platz für
die zweite Glastafel vorhanden, und der Strecker kann dieselbe nun vom Wagen auf die
Ofensohle schieben. Sobald dieß geschehen ist, wiederholt er das Verfahren, wie
vorher, d. h. er bewegt die beiden ersten Tafeln vorwärts und gewinnt dadurch Raum
für die dritte. In dieser Art fährt er weiter fort, so daß jede Glasscheibe
nacheinander um etwas mehr als ihre Breite vorwärts gelangt und somit in neun Malen
den Ofen in seiner ganzen Länge durchwandert und allmählich erkaltet, worauf sie
ausgetragen wird.
Bei Anwendung dieses Systemes wird jede Scheibe binnen fünfundzwanzig bis dreißig
Minuten vollständig gekühlt, während dazu bei dem bisherigen Verfahren sieben bis
acht Stunden erforderlich sind. Dabei läßt sich das auf diese Weise gekühlte Glas
weit leichter und regelmäßiger schneiden, eine Erscheinung, welche ihren Grund ohne
Zweifel darin hat, daß bei dem aufeinander folgenden Emporheben einer jeden
Glastafel beide Flächen derselben in fast ganz gleichmäßiger Weise gekühlt
werden.
Der hier beschriebene Apparat ist bereits auf verschiedenen Werken eingeführt worden,
nämlich in Belgien auf den Glashütten zu Marimont und Jumet (anonyme Gesellschaft
für Spiegelfabrication in Brüssel); in dem Etablissement von Léon Hutart und Comp. zu la
Louvière, sowie in demjenigen von Daubresre daselbst;
ferner bei Laurent Duvergnies und Comp. zu Binche und bei Crets-Gérard zu Jemappes; in Frankreich auf dem Werke der
Gebrüder Renard zu Fresne.
Tafeln