| Titel: | R. H.Taunton's Verfahren zur Fabrication von Flacheisen für die Anfertigung von Dampfkessel-Röhren. |
| Fundstelle: | Band 190, Jahrgang 1868, Nr. LIX., S. 202 |
| Download: | XML |
LIX.
R. H.Taunton's Verfahren zur Fabrication von Flacheisen für die Anfertigung
von Dampfkessel-Röhren.
Aus dem Mechanics' Magazine, Juli 1868 S.
71.
Mit Abbildungen auf Tab.
III.
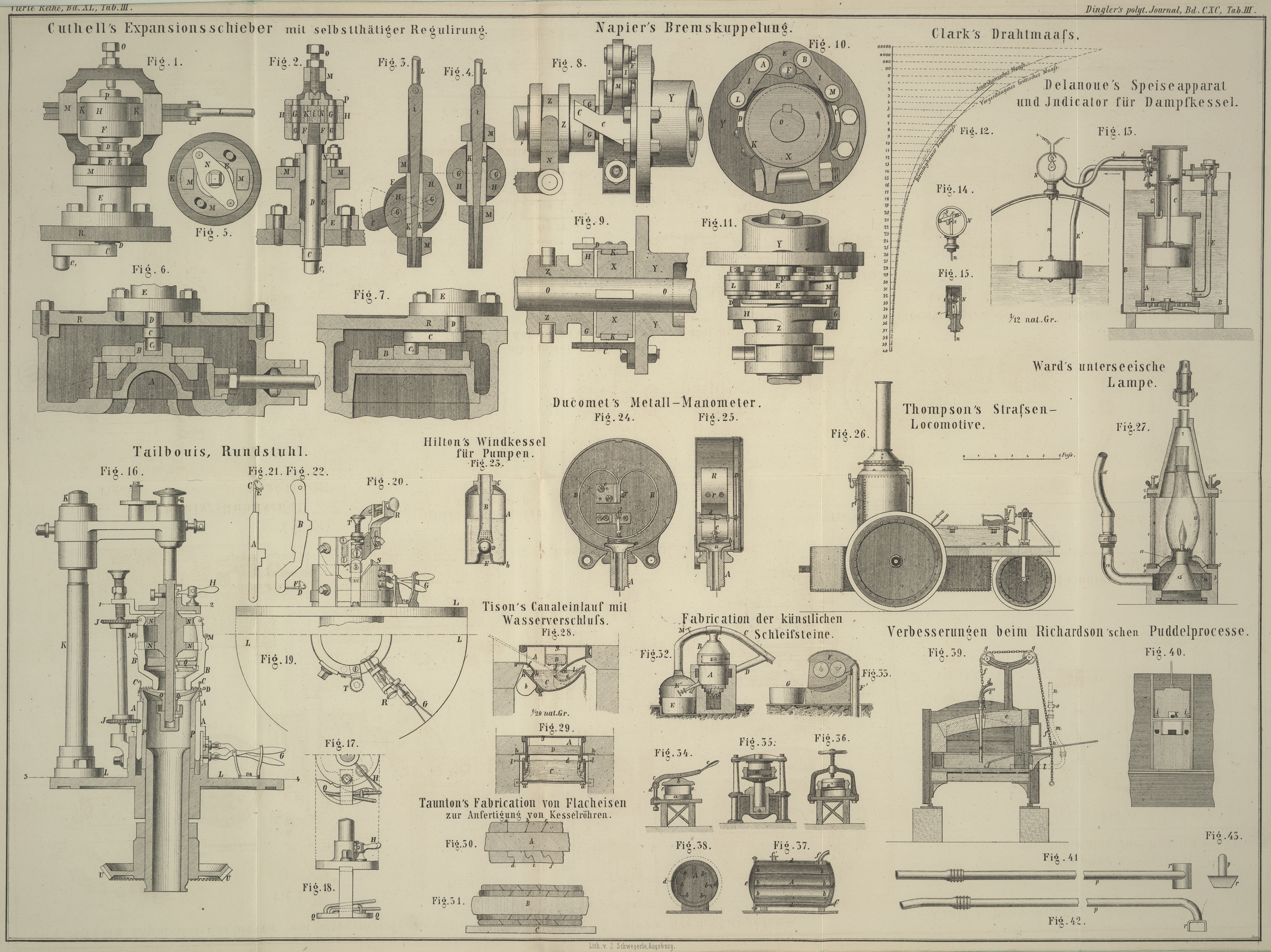
Taunton's Fabrication von Flacheisen für Kesselröhren.
Die Anfertigung von schmiedeeisernen Röhren für Locomotiv-, Schiffs-
und andere Röhrendampfkessel, welche sich zur Befestigung in den Kesseln an ihren
Enden zu Flanschen austreiben lassen müssen, ohne daß sie reißen, war bisher, selbst
bei Anwendung der ausgezeichnetsten Eisensorten, mit Schwierigkeiten verknüpft,
welche dadurch bedingt wurden, daß die Fäden des Eisens an den Außenseiten der zur
Anfertigung dieser Röhren dienenden Platten oder Schienen durchgängig der Längsachse
derselben parallel gelagert sind. Diesen Uebelstand zu vermeiden, bezweckt das im
Nachstehenden beschriebene Verfahren, welches kürzlich für R. H. Taunton, Theilhaber der Star Tube
Works in Birmingham, patentirt wurde. Zu diesem Zwecke wird das Packet, aus
welchem die Flacheisenschiene zwischen den Walzen ausgeschweißt und ausgereckt
werden soll, so zusammengesetzt und vorgerichtet, daß die Textur oder das Korn der
fertigen Röhre, anstatt durchgängig der Längsachse der letzteren parallel zu gehen,
auf beiden Seiten in genügendem Grade in einer queren oder mehr oder weniger
schiefen Richtung verläuft. Zum Zusammensetzen eines Eisenpacketes, welches zu einer
solchen Schiene ausgeschweißt und fertig gewalzt werden soll, dient für alle
gewöhnlichen Fälle folgendes Verfahren:
Zunächst nimmt man ein Stück Stabeisen von geeigneter Qualität, dessen Dimensionen
der Länge und Breite des anzufertigenden Packetes entsprechen, wie A in Fig. 30 im Querschnitte
zeigt; auf und unter dieses Stück legt man unter rechtem Winkel andere Stücke,
welche entweder rechteckige Form haben, wie a, oder mehr
oder weniger stark abgeschrägt sind, wie b und c, oder übereinander greifen, wie bei d; auch können diese Stücke in der Weise vorgerichtet
werden, daß sie, wie bei e und f, mit scharfen oder mehr oder weniger abgerundeten Kanten zackig in
einander greifen, was vorzuziehen seyn dürfte, weil auf diese Weise die einzelnen
Theile vor dem Zusammenschweißen fester mit einander verbunden werden.
Fig. 31 ist
die Seitenansicht eines Packetes, welches aus dem Haupt- oder Kernstücke B, mit einer auf und unter demselben liegenden
Doppelschicht von querlaufenden Stäben oder Schienen zusammengesetzt ist, wobei das äußere Stück über
die Fugen der inneren Schichten gelegt wird; das ganze Packet liegt auf der
Holzbohle C, auf welcher es bequem in den Schweißofen
gebracht werden kann, worin dann das Holz verbrennt.
Die Kanten der äußeren oder querliegenden Stäbe sind in der Abbildung so dargestellt,
als wenn sie beiläufig unter demselben Winkel wie bei c,
Fig. 30,
ausgewalzt werden sollten; sie können aber auch jeden anderen von den in dieser
Figur angedeuteten Querschnitten oder jede beliebige Form haben.
Das beschriebene Verfahren wird seit mehreren Monaten praktisch ausgeführt und hat
sich vollkommen bewährt, indem mit demselben die besten Resultate erzielt worden
sind.
Tafeln