| Titel: | Beschreibung der von Tulpin d. ält. in Rouen construirten Appretur-Maschinen. |
| Fundstelle: | Band 191, Jahrgang 1869, Nr. LXXIX., S. 354 |
| Download: | XML |
LXXIX.
Beschreibung der von Tulpin d. ält. in Rouen construirten
Appretur-Maschinen.
Nach dem Bulletin de la Société d'Encouragement, November 1868 S. 650, und Armengaud's Publication industrielle des machines etc., vol. XVIII p. 105, bearbeitet von Johann Zeman, Assistent für mechanische Technologie am Polytechnicum in Prag.
Mit Abbildungen auf Tab.
VII.
Tulpin's Appretur-Maschinen.
Bekanntlich begreift die Zurichtung oder Appretur der von dem Webstuhl kommenden Stoffe jene
Operationen, welche denselben die ihnen als Handelswaare nöthige äußere Beschaffenheit –
ein mehr oder weniger vollkommenes Ansehen – ertheilen.
Je nach der Art der Zeuge und dem Material, aus welchem sie gewebt sind, wie
Baumwolle, Leinen, Wolle etc., ist die Appretur verschieden; sie verlangt nicht
allein eine besondere Sorgfalt, sondern auch die Verwendung möglichst vollkommen
construirter Maschinen, welche nach den verschiedenen zur Verarbeitung gelangenden
Rohmaterialen entsprechend modificirt, ziemlich nach denselben Grundsätzen gebaut
werden, um die Hauptoperationen der Appretur, wie das Sengen, Waschen und Färben,
Trocknen, Spannen, Scheren, Noppen oder Belesen, Pressen, Zusammenlegen oder Falten,
Messen etc. zu verrichten.
Tulpin d. ält. in Rouen,Adresse: M.
Tulpin aîné, constructeur de machines à Rouen. eine Specialität in diesem Fache, hatte auf der letzten Pariser
Welt-Ausstellung mehrere in dieses Gebiet einschlagende, von ihm erdachte
oder verbesserte Maschinen ausgestellt, von welchen namentlich seine
Gas-Sengmaschine, die Spann- und Trockenmaschine und sein
Farbenkochapparat sowohl der durchdachten Anordnung als der sauberen Ausführung
wegen die Aufmerksamkeit der Sachkenner erregten; die Jury gab ihrem günstigen
Urtheil durch Ertheilung von zwei silbernen Medaillen an Tulpin öffentlichen Ausdruck.
In dem nachstehenden Artikel sollen Tulpin's Maschinen,
nämlich der Reihe nach die Gas-Sengmaschine, die Spann- und
Trockenmaschine, eine Garnwaschmaschine, ferner der Farbenkochapparat und ein
praktischer Hülfsapparat zur Ableitung von Condensationswasser beschrieben
werden.
I. Die
Gas-Sengmaschine.
Zur Entfernung des rauhen, flaumigen Aussehens von Stoffen, eine Folge der von der
Zeugfläche hervorragenden Fäserchen, benutzt Tulpin das
Gas.
Die Wirkung der Gasflammen wird nach dem bekannten Mittel wesentlich verstärkt, daß
mit Hülfe eines Ventilators die Verbrennungsproducte rasch abgeleitet werden,
wodurch nicht allein jeder brandige Geruch beseitigt wird, sondern auch ein starker,
aber gleichmäßiger Zug und in Folge dessen ein ruhiges Brennen der Flammen eintritt;
ferner wird durch einen zweiten Ventilator dem Gase atmosphärische Luft in
genügender Menge zugeführt, welche sich mit jenem mischt; dadurch wird jedes Rußen
der Gasflammen und folglich jede Gefahr einer Schwärzung des Stoffes sicher
vermieden.
Hierin also bietet Tulpin's Maschine nichts Neues; aber
die Anordnung der
wirkenden Theile ist bemerkenswerth; sie gestattet, daß mit der größten Leichtigkeit
das Gewebe zweimal auf einer
oder zweimal auf beiden, oder
endlich viermal auf einer Seite bei einem Durchgang des Gewebes durch die Maschine, also ohne Vermehrung der Handarbeit und ohne
Vergrößerung des Zeitaufwandes gesengt werden kann.
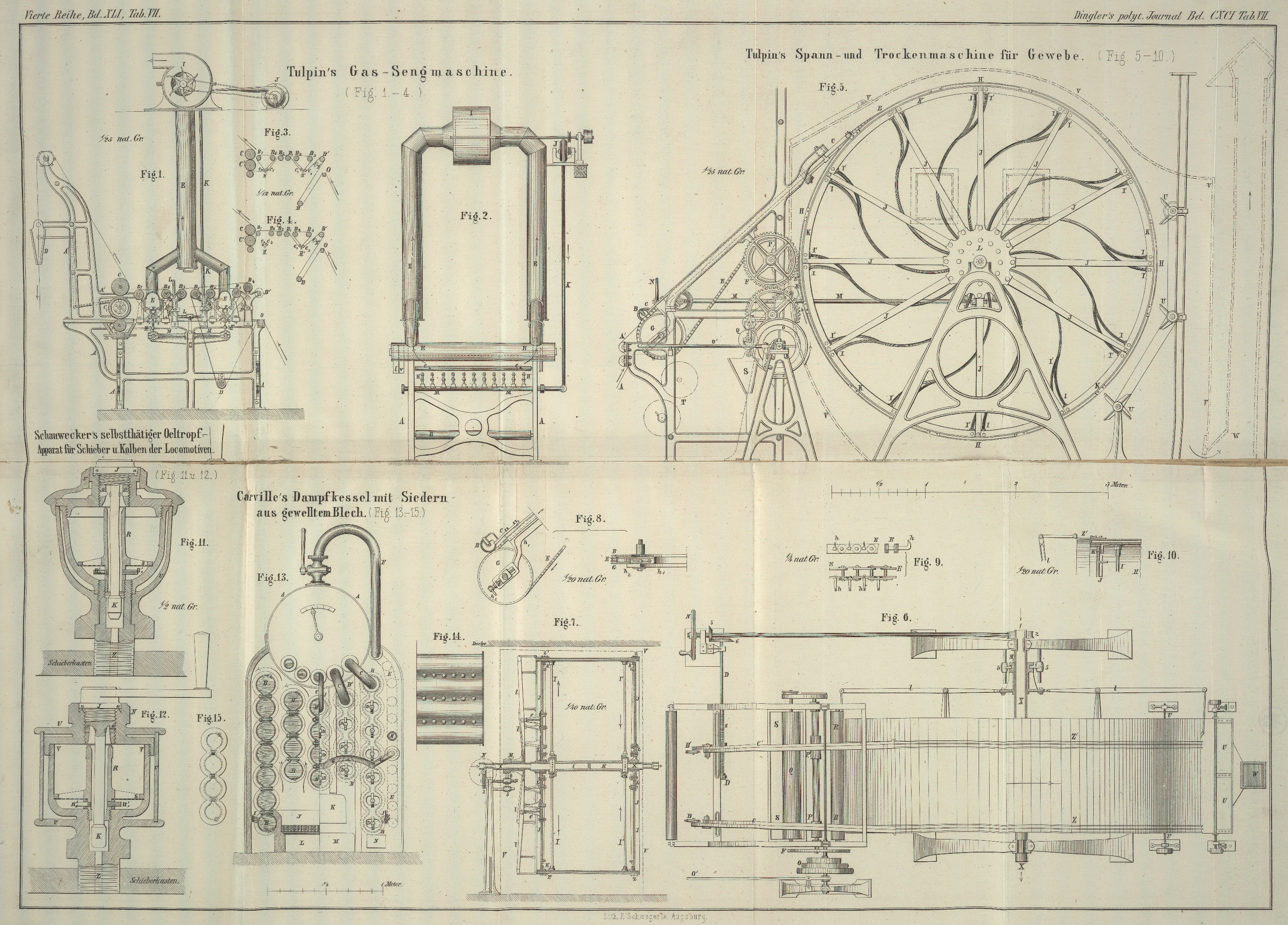
Fig. 1 stellt
diese Maschine in einem Verticalschnitte in 1/25 natürlicher Größe,
Fig. 2 die
Seitenansicht dar, welche trotz Hinweglassung einiger Theile die Hauptanordnung
ersehen läßt.
Fig. 3 und
4
skizziren den Lauf des Gewebes, je nachdem eine Seite viermal oder bloß zweimal
gesengt werden soll.
An der rechten Seite des Gestelles A liegt der Querbalken
O, über welchen der zu
„gasende“ Stoff eintritt und durch die Leitrollen B, B₁ zur ersten Sengvorrichtung geleitet
wird.
Diese besteht aus einer Reihe in einer geraden Linie nebeneinander befindlicher
Brenner H' resp. H –
in dieser Maschine sind zwei symmetrisch angeordnete Sengapparate, – welche
mit dem horizontalen Gasrohr M in Verbindung und in
einer solchen Entfernung von einander stehen, daß die entzündeten Gasströme eine
gerade zusammenhängende Flamme bilden, die sich quer von einer Seite zur anderen hin
erstreckt, an welcher Flammenfläche der Stoff, geleitet von der Metallwalze c₁, zur Leitrolle B₂ vorbeischießt und an einer Seite gesengt wird. Vor dieser Operation
gelangt die Bürste N zur Wirkung, welche die Faserenden
möglichst aufstellt.
Das Gas wird unter einem entsprechenden Druck durch das Gasleitungsrohr L nach M und von diesem zu
den einzelnen Brennern H und H' geführt; vorher findet aber die erwähnte Mischung mit atmosphärischer
Luft statt, welche mit Hülfe des Ventilators J durch das
Rohr K nach M getrieben
wird.
Die Verbrennungsproducte dagegen werden durch die Rauchabzugsröhren E, E in Folge der Wirkung des größeren Ventilators I, welcher 800 Umdrehungen per Minute macht, rasch abgeführt; mit G sind die Träger bezeichnet, welche den Schlott E unterstützen. Der Flammenspalter F bewirkt eine Theilung der Flamme, damit die Zeugfläche
links und rechts günstig bestrichen werde.
Verfolgt man den Gang des Gewebes von c₁ weiter,
so gleitet es mit der gesengten Seite an der unteren Leiste von E vorüber, um allenfalls weiter glimmende Fäserchen zu
ersticken, eine Vorsicht, welche auch später jedesmal geübt wird. Es gelangt das
Gewebe über die Leitrollen
B₂, B₃ und die
Metallwalze c₂ mit der bereits einmal gesengten
Seite abermals zur selben Brennerreihe H' und wird zum
zweitenmale gesengt. Ein drittes und viertes Sengen
derselben Zeugfläche erfolgt, wenn der in Fig. 1 dargestellte Lauf
des Gewebes verfolgt wird.
Sodann gelangt der gesengte Stoff zwischen die Druckwalzen C₂, C₁ und C, und weiter zum Legetrichter D, um hernach einer weiteren Appreturoperation unterzogen zu werden.
Die Abführwalze C₁ macht 60 Umdrehungen per Minute, was einer Ablieferung von durchschnittlich
2800 Meter per Stunde entspricht. Die Walze C₂ taucht in ein mit Wasser gefülltes Gefäß, um
jedes etwa nicht erstickte Fünkchen des Stoffes zu löschen.
Um bei verschiedener Zeugdicke ein gleich inniges Bestreichen der Zeugfläche seitens
der Flamme zu ermöglichen, sind die Metallwalzen c₁, c₂, c₃ und c₄ auf Platten so
gelagert, daß sie entsprechend der Zeugdicke gestellt werden können; die Verrückung
beträgt jedoch nur 2 bis 4 Millimeter.
In Fig. 1 ist
also der Lauf des Stoffes so angedeutet, daß ein viermaliges Sengen einer Seite
eintritt.
Wie dieser Lauf zu erfolgen hat, damit ein zweimaliges
Brennen beider Stoffseiten erfolgt, ist aus der Skizze
Fig. 3 zu
entnehmen, und endlich aus Fig. 4 die Anordnung für
ein zweimaliges Sengen einer
Gewebsseite bei einem Durchgang durch die Maschine. Die dabei in Gebrauch kommende
Leitrolle B' ist in Fig. 1 punktirt angegeben;
gleichzeitig ist zu ersehen, auf welche Stelle die Bürste N (nämlich nach N') gelangt.
Am Schlusse dürfte die Mittheilung einer Kostenberechnung dieses Verfahrens im
Vergleich mit dem älteren, der Cylinder-Sengerei, nicht uninteressant seyn.
Die betreffenden Daten sind einem Aufsatz von Schultz in
der Publication industrielle, vol. XVIII p. 130, entnommen.
In Wesserling bediente man sich der Cylinder-Sengerei und hatte je nach der
Qualität eine Production von 60 bis 75 Meter Zeug per
Minute.
Die Kosten hierfür berechneten sich:
Für das Anheizen
Kohle Holz
17 Kilogrm. à 3,05
Frc.
per 100 Kil. = 0,52 Frc. 7
Kilogrm. à 3,00 Frc.
per 100 Kil. = 0,21 „
Während der Arbeitszeit per Tag
KohleHolz
140
Kil.
= 4,27
„ wie
oben 33
„
= 1,00 „
Für Brennmaterial folglich
6,00 Frc.
Arbeitslohn für 3 Arbeiter und 4 Jungen per Tag
8,40 „
Abnutzung der eisernen Cylinder
4,50 „
––––––––
Summe
18,90 Frc.
Mit diesem Aufwand von 18,90 Frc. konnten ungefähr gesengt werden:
Per Stunde
Per Tag zu11
Arbeitsstunden.
Leinwand
Meter 2700
Meter 30000
Jaconet (feines Baumwollgewebe mit Kette von Nr.
80–150)
„
3200
„
35000
Es kostet somit das Sengen nach dieser Methode, wobei der Stoff nur auf einer Seite gesengt ist:
1) per 100 Meter Leinwand
nahezu
0,063 Frc.
2)
„ „ „
Jaconet
0,054 „
Dem stellt Schultz nachstehenden Kostenaufwand für das
„Gasen“ des Stoffes mit einer Tulpin'schen Maschine entgegen:
Die Flammenbreite beträgt 1,08 Met. Das Resultat war
gleichmäßiger und vollkommener als bei der Cylinder-Sengerei.
Den Preis eines Kubikmeter Gas mit 0,30 Frc.
angenommen, betrug:
für Leinwand
die Handarbeit
4,55 Frc.
49,60 Liter
Gasaufwand
14,90 „
––––––––
Summe
19,45 Frc.
und zwar für 33000 Meter Länge; somit
1) für 100 Meter gesengte Leinwand
0,059 Frc.
für Jaconet die Handarbeit
wie oben
4,55 Frc.
35000 Liter Gas
10,70 „
––––––––
Summe
15,25 Frc.
und zwar für 28000 Meter Länge, so daß
2) für 100 Meter gesengten Jaconet
0,054 Frc.
entfallen, also etwas weniger wie oben; aber das Gewebe war
auf beiden Seiten und besser gesengt.
Eine Reihe von Versuchen bei den HHrn. Steinbach, Köchlin
und Comp. in Mülhausen ergab nach J. Meyer folgendes Ergebniß:
Bei einer Maschine von 2 Meter Breite, auf welcher zwei gewöhnliche Stücke gleichzeitig eintreten konnten, betrug der Gasverbrauch
für 1000 Met. gesengten Perkal 1,331 Liter. Bei geschlossenen Hähnen war der
Gasdruck 10–12 Millimeter; die Geschwindigkeit des durchlaufenden Zeuges
betrug 36 Meter per Minute, somit die stündliche
Lieferung 4320 Meter gleichzeitig auf beiden Seiten
gesengten Perkal.
Meyer hebt folgende bei dem Gebrauche dieser Maschine
sehr vortheilhafte Umstände hervor: die günstige Mischung von Luft und Gas, die dem
zu gasenden Stoffe zu ertheilende Geschwindigkeit und endlich der möglichst große Contact
desselben mit der Gasflamme – Punkte, deren Wichtigkeit leicht einzusehen
ist.
II. Die Spann- und
Trockenmaschine.
Man bedient sich schon lange zum Spannen und Trocknen feuchter Gewebe ziemlich
zusammengesetzter Maschinen, welche aber durch die neuere, von Tulpin erdachte MaschineEine ältere Anordnung derselben ist beschrieben und dargestellt im Traité du travail des laines par M.
Alcan, Paris
1866, p. 332. pl.
LIV. hinsichtlich der Einfachheit und mehr noch durch die Billigkeit der
Verfahrungsweise übertroffen werden.
Ueber einer großen ringförmigen, mit Dampf geheizten Trommel bewegt sich das feuchte
Gewebe, indem es durch in die Leisten desselben eingreifende Häkchen (Claviere) in
der Breite gespannt erhalten wird, deren Entfernung an der Einführungsstelle
geringer gehalten ist und allmählich zunimmt, so daß der Stoff gespannt zum
Trockencylinder gelangt.
Die Spann- und Trockenmaschine ist in Fig. 5–10 dargestellt
und erfordert für ihre Aufstellung und ihren Betrieb ein Local von circa 7 Meter Länge, 3 1/2 Met. Breite und 4 1/2 Met.
Höhe.
Fig. 5 zeigt
die Seitenansicht, Fig. 6 den Grundriß in 1/25 wirklicher Größe; Fig. 7 ist ein
Verticalschnitt in 1/40 wirklicher Größe; endlich zeigen die Figuren 8–10 Details,
welche aus der Gesammtanordnung gar nicht oder nur undeutlich zu entnehmen sind.
Der Trockencylinder H besteht aus zwölf
aneinanderstoßenden Abtheilungen, aus Eisenblech hohl zusammengenietet, welche durch
den Ring K zusammengehalten, einen soliden Mantel
bilden; dieser ruht mit kräftigen Armen J und der Nabe
Z verbunden auf der hohlen gußeisernen Trommelwelle
X, welche in festen Lagerstühlen drehbar eingelagert
und durch eine Scheidewand in die Abtheilungen I und II (Fig. 7) getheilt ist. Der
äußere Durchmesser des ringförmigen Cylinders beträgt 3,87 Met., der innere 3,80
Met., so daß die vollkommen abgeschlossenen zwölf Abtheilungen des Mantels
Heizkammern von geringer lichter Höhe bilden. Die Breite der Trommel variirt von
1,23 bis 1,75 Met.
Zu jeder dieser Heizkammern führt ein Dampfzuleitungsrohr I, im Ganzen also 12, durch
welche Dampf von 2 bis 3 Atmosphären Druck aus der Achsenkammer I geleitet wird,
indem diese mit einem Dampfkessel in Verbindung steht. Dagegen führen ebensoviele
Röhren I' das Condensationswasser zur Kammer II; es wird
auf gewöhnliche Weise oder besser mit Hülfe des am Schluß dieser Mittheilung
beschriebenen Apparates
abgeleitet. Man versieht die Wasserableitungsröhren I'
an der Einmündungsstelle in die hohle Achse mit Klappen, damit das Wasser wohl
heraus-, aber nicht in die jeweilig nach abwärts laufenden Röhren einströmen
kann. Um der Wirkung der Ausdehnung bei den verschiedenen Temperaturgraden zu
widerstehen, sind die Kupferröhren I und I', wie aus Fig. 5 ersichtlich ist,
gekrümmt.
Auf dem Umfang der Trommel sind zwei entsprechend geformte Metallbahnen Z und Z' (Fig. 6, 7 und 10) angebracht, welche
zur Führung zweier endlosen Gliederketten E, E dienen;
an diesen befinden sich die zum Einhaken des Zeuges nöthigen eisernen Häkchen h, deren Verbindung mit den Kettengliedern ganz deutlich
in Fig. 9
dargestellt ist.
Da es nun nöthig ist, daß die Entfernung der beiden Gliederketten gemäß der Breite
des zu trocknenden Zeuges veränderlich ist, so ist die
rechts liegende Bahn Z
fix, die andere Z' aber
parallel zu sich verschiebbar. Diese genaue Verschiebung
erzielt Tulpin durch eine Anordnung, welche an das
Gestell eines Schirmes lebhaft erinnert.
Wie aus Fig. 7
und 10
ersichtlich ist, gehen von dem Gleitring, auf welchem die Bahn Z' ruht, zwölf gleichvertheilte Arme über den Rand des
Mantels und sind mit den Enden der zwölf doppelarmigen Hebel l verbunden, deren Drehungsachsen sich in den gußeisernen Lagerstühlen e befinden. Die Enden der kürzeren Hebelarme vereinigen
sich an dem auf der Achse verschiebbaren Ring M, durch
dessen Verstellung eine genau parallele Verschiebung der Bahn Z', der durch dieselbe geführten Gliederkette E sammt Häkchen h ermöglicht ist. Diese
Verschiebung des Ringes M, welcher mit der Mutter 4
einer Schraube 3 in fester Verbindung steht, erfolgt von dem Kurbelrädchen N (ersichtlich in Fig. 5 und 6); an dem Ende der Welle
M befindet sich eine Schraube ohne Ende 1, welche
das Schraubenrad 2 in Bewegung setzt, so daß in Folge dessen, bei der drehenden
Bewegung der mit 2 verbundenen Schraube 3, die Mutter 4, endlich der Ring M₁ die erforderliche Verrückung erhält, welche
sich auf den Hebelmechanismus I überträgt.
Dieselbe Verschiebung wie die Bahn Z' erfährt die in Fig. 6
sichtbare Leitschiene C', indem diese mit dem oberen
Ende (dieß gilt auch von der fixen Schiene C) mit einer
Laufrolle in die äußere Nuth der Bahn Z' resp. Z eingreift, mit dem unteren Ende aber mit der Schraube
s an der Welle D so in
Verbindung steht, daß die von N durch die Kegelräder 5,
6 übertragene Drehung der Welle D resp. der Schraube s die nöthige Verschiebung bewirkt.
Die so eben erwähnten Leitschienen C und C' (Fig. 5 und 6, und im Detail in Fig. 8) dienen
zur Führung der Gliederketten E von der Leitrolle G bis zur Trommel H. Die Leitschiene C ist oben durch die Führung in der Bahn Z unbeweglich; der untere Theil aber läßt sich mit Allem
was damit zusammenhängt (der Spannrolle G, der Bürste
B etc.), etwas verschieben; es kann somit die
Eintrittsstelle des Zeuges, welcher von den Walzen A und
A' kommt, so gerichtet werden, daß das Einhaken
seitens der Arbeiter ohne Mühe erfolgt. Dabei drücken die Bürsten B und B' die einfach in die
Häkchen eingelegten Zeugleisten auf die gehörige Tiefe ein. Bei dem langsamen
Aufsteigen des aufgehäkelten Stoffes erfährt dieser eine um so größere Spannung, je
mehr die Divergenz der Schienen C und C' beträgt; die gleichweite Entfernung der Gliederketten
auf dem Trommelumfang ist so groß, daß die erforderliche Breite des zu spannenden
Zeuges erreicht wird.
Was die Bewegung des Ganzen betrifft, so geht diese von der Stufenscheibe O aus, deren Achse bei entsprechender Stellung des
Ausruckhebels O' durch Zwischenräder das Zahnrad F bewegt, auf dessen Achse die Kettenscheiben P, P sitzen. Am anderen Ende derselben ist eine
Riemenscheibe, welche die Drehung auf die Druckwalze Q
überträgt, von welcher aus vermittelst einer Kurbel der Legetrichter D eine schwingende Bewegung erhält. Die Trommel H wird nur durch die bewegten Ketten E, E mitgenommen.
Zur Unterstützung des Trocknens dienen noch die drei Ventilatoren U, welche je 500 Umdrehungen per Minute machen; endlich ist zur Verhinderung von Verlusten durch
strahlende Wärme der ganze Trockencylinder von einem hölzernen Gehäuse V umschlossen, welches in Fig. 5 und 7 mit unterbrochenen
Linien angedeutet wurde. Der durch das Trocknen des Stoffes entstehende Dunst wird
durch den Schornstein W abgeleitet.
Zur Bedienung der Maschine genügt ein Arbeiter und ein Junge; diese legen, jeder an
einer Seite, die Leisten des von einer vorgelegten Walze kommenden Stoffes vor den
Bürsten in die Häkchen. Das eingehäkelte feuchte Gewebe wird von den direct
gleichmäßig bewegten Gliederketten parallel mitgenommen und erfährt, da die
Entfernung der Führungsschienen größer wird, eine Spannung, welche ihr Maximum
erreicht, sobald der Stoff zum Trockencylinder gelangt. Nach fast einem Umgang wird
der trockene und gespannte
Zeug von der Walze R abgenommen, zu den
Abzugswalzen Q geleitet und von da aus entweder durch
den Legetrichter gefaltet oder auf die Trommel T (Fig. 5)
aufgewickelt.
Der bereits citirten Zeitschrift von Armengaud sind noch
nachfolgende Daten und eine Kostenberechnung dieser Verfahrungsweise entnommen, welche sich auch in dem
in der Anmerkung S. 359 erwähnten Werke Alcan's
finden.
Es stellte sich bei einer Tulpin'schen Maschine, welche
nur eine etwas verschiedene Zuführung hatte, die durchschnittliche Production von
(je nach der Jahreszeit) 720 resp. 1440 Meter gespannten und getrockneten Stoffes
per Tag ein, wenn der Heizdampf eine Spannung von
zwei Atmosphären hatte.
Die Kosten berechnen sich somit aus dem Werthe des verbrauchten Brennmaterials, der
Handarbeit und der in Anschlag zu bringenden Verinteressirung und Amortisation des
Werthes der mit 6000 Frcs. veranschlagten Maschine.
Kostenberechnung.
Bei der angegebenen Production waren erforderlich:
264 Kilogrm. Kohle; 100 Kil.
à 26 Frc. gibt per Tag
6,86 Frc.
Bedienung der Maschine per Tag
5,00 „
10 Proc. Interessen und
Amortisation gibt per Tag
1,67 „
––––––––
Summa per
Tag
13,53 Frc.
Die Production per Tag im Winter
betrug
720 Met.
dagegen im Sommer
1440 „
Somit stellen sich die Selbstkostenpreise für das Trocknen
von 100 Meter im Winter auf
1,87 Frc.
„
„ „ „ Sommer
auf
0,94 „
In Trockenanstalten zahlt man wohl mehr als das Doppelte, da diese auch jene Verluste
in Anschlag bringen müssen, welche sie in Folge von unfreiwilligem Feiern
erleiden.
Indessen lassen sich die obigen Einheitspreise dadurch herabdrücken, daß man Dampf
mit drei Atmosphären Druck zum Heizen verwendet, indem hierdurch zwar die Kosten für
die Kohlen erhöht werden, aber die Production erheblich
zunimmt bei gleichbleibendem Arbeitslohn.
Die Grenzen dieses Artikels gestatten es nicht, noch auf einen interessanten Aufsatz
von W. Grosseteste einzugehen, nämlich auf dessen „Essais pour déterminer les prix comparés du
séchage à l'etendage et sur les maschines à
sécher, et de la durée maxima de l'essorage“, in der Publication industrielle des machines etc.
par
Armengaud aîné, vol. XVIII p. 118, auf
welchen ziemlich eingehenden Aufsatz aber hiermit aufmerksam gemacht wird.
(Der Schluß folgt im nächsten Heft.)
Tafeln