| Titel: | Bessemer's verbessertes Verfahren zur Stahlfabrication. |
| Fundstelle: | Band 192, Jahrgang 1869, Nr. XXVII., S. 108 |
| Download: | XML |
XXVII.
Bessemer's verbessertes Verfahren zur Stahlfabrication.
Aus Engineering, November 1868, S.
473.
Mit Abbildungen auf Tab.
III.
Bessemer's Verfahren zur Stahlerzeugung.
Dieses Verfahren besteht in gewissen Abänderungen des gewöhnlichen
Bessemerverfahrens, deren Zweck ist, Gußstahl zu erzeugen, indem man den geringeren
Roheisensorten bessere Roheisensorten (wie dieselben jetzt zum Bessemern verwendet
werden) in flüssigem Zustande beimischt.
Bei der Ausführung dieser Verbesserungen wendet Bessemer
eine Birne (Converter) aus starkem Eisenblech an, deren beide die Zapfen tragenden
Seiten abgeplattet sind. Diese Zapfen bestehen aus Gußeisen und sind mit breiten,
gerippten Flantschen versehen, mittelst deren sie mit den Seiten der Birne fest
verbunden werden können. Die Birne hat ferner zwei Windkästen, welche um ungefähr
einen Viertelskreis von einander entfernt sind, so daß die Düsen, wenn sie in diesen
getrennten Windkästen auf einen mit den Zapfen der Birne zusammenfallenden Punkt
gerichtet werden, beinahe rechtwinkelig zu einander stehen. Der Theil der Birne, in
welchen die Düsen aus jedem Windkasten gerichtet werden, kann etwas ausgeweitet
seyn, so daß er eine Vertiefung oder einen Herd bildet; die beiden Vertiefungen oder
Herde, mit welchen die Birne versehen ist, werden durch einen aus Ganister
angefertigten niedrigen Damm von einander getrennt. Der bequemeren Unterscheidung
wegen wollen wir den ersten kleineren Herd mit A, den
zweiten größeren mit B bezeichnen. Der erste Herd kann
mit „Bulldogg“ oder Rotheisenstein gefüttert werden, wie dieß
bei Puddelöfen üblich ist; die übrigen Theile der Birne füttert man mit Ganister.
Die Birne wird, wie gewöhnlich, mit passenden Oeffnungen zum Einlegen von Düsen in
das Thonfutter versehen; ebenso mit Seitenöffnungen, durch die eine eiserne
Brechstange zur allenfallsigen Bearbeitung der Charge eingeführt werden kann.
Zuweilen bringt Bessemer noch andere Oeffnungen zum
Einlegen von Düsen an, durch welche letzteren gewisse flüchtige Substanzen in das
Metall eingespritzt werden. Endlich ist die Birne noch mit einer größeren Oeffnung
versehen, durch welche Metall und Brennmaterial eingetragen und wieder entfernt
werden können.
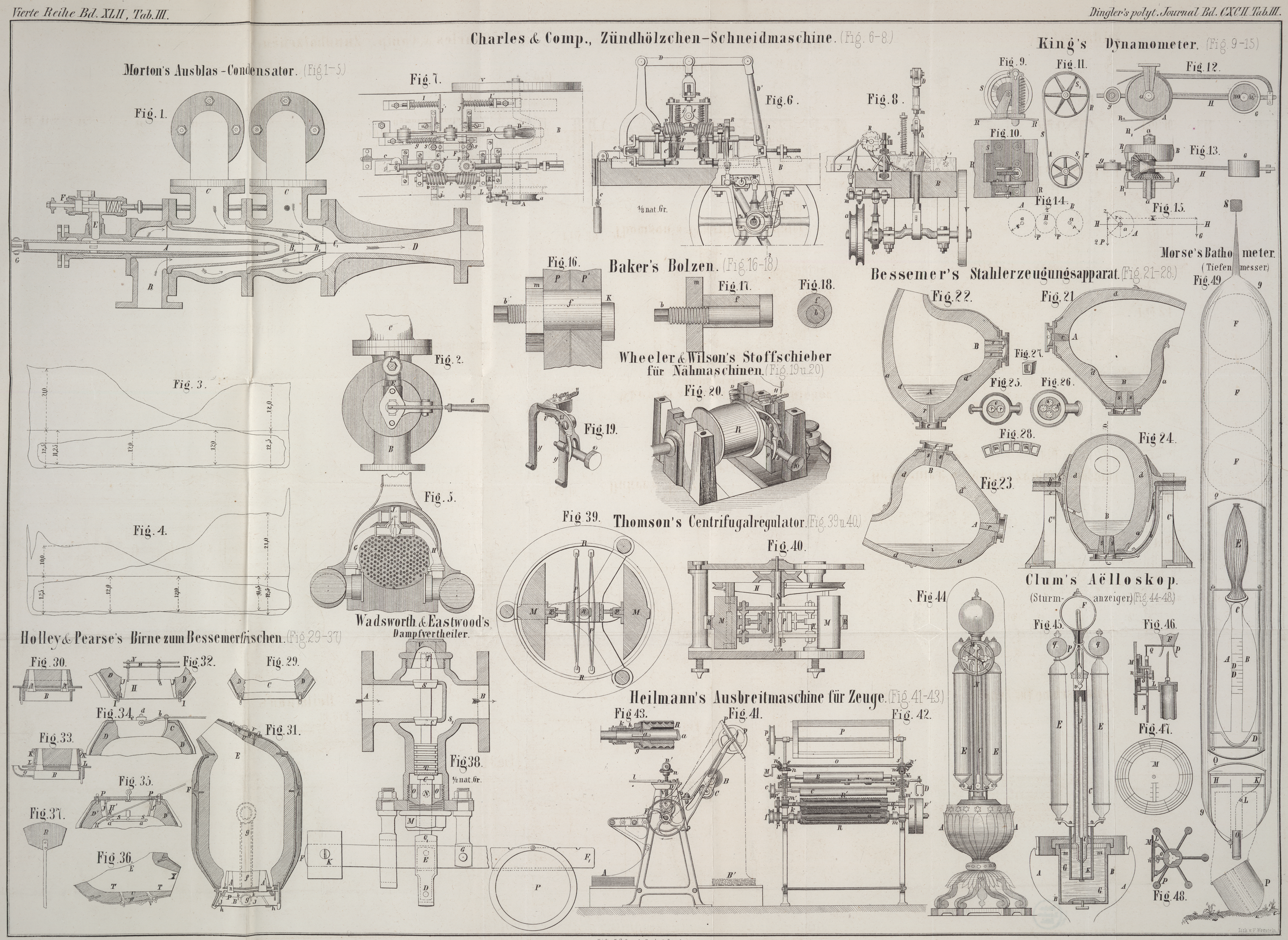
Unsere Abbildungen geben mehrere Ansichten von einem derartigen
Stahlerzeugungsapparat. Fig. 21, 22 und 23 sind verticale
Durchschnitte nach der Linie C, D) der Fig. 24, welche die Birne im Querschnitte darstellt.
In diesen verschiedenen Figuren bezeichnet a den aus
Schmiedeeisenplatten angefertigten äußeren Mantel; b,
b die gußeisernen gerippten Zapfenflantschen, welche
an den Seiten der Birne befestigt sind; der Theil b*
dieser Flantschen bildet eine hohle Achse oder einen hohlen Zapfen, welcher die
Birne trägt und in den auf Säulen C* angebrachten Lagern
c ruht; d ist das aus
Ganister bestehende Futter, welches auch zum Theil aus Rotheisenstein oder anderem
zu diesem Zwecke gebräuchlichen Material angefertigt werden kann. A und B sind die beiden
vorhin erwähnten Höhlungen oder Herde, bei d* durch
einen seichten Vorsprung des Futters getrennt; jede derselben hat einen Windkasten;
e ist der Windkasten für den Herd A und hat aus feuerfestem Thon bestehende Düsen r, r; f ist der mit eben solchen Düsen s, s versehene Windkasten für den Herd B; g und h sind die mit der hohlen Achse der Birne
communicirenden Windzuführungsröhren (die Verbindung wird durch gewöhnliche
Stopfbüchsen vermittelt, so daß das Gefäß um seine Achse bewegt werden kann, ohne
daß die Röhren in Unordnung gerathen). Die den Gebläsewind dem Windkasten e zuführende Röhre dient auch dazu, im erforderlichen
Falle Dampf zuzulassen, und zwar mittelst zweier Hähne, wovon der eine mit einem
Dampfkessel oder Dampfüberhitzer, der andere mit dem die gepreßte Luft enthaltenden
Reservoir communicirt,
so daß während des Processes entweder Luft oder Dampf oder ein Gemisch von beiden
eingeblasen werden kann.
Nachdem die Birne auf gewöhnliche Weise mittelst eines Kohksfeuers angewärmt und
Asche und Cinders aus ihr entfernt worden, wird sie in eine zur Aufnahme des
flüssigen Eisens geeignete Stellung gebracht. Dann beschickt man den Herd A mit etwas Glühspan, Hammerschlag, Rotheisenstein oder
anderem beim Puddeln gebräuchlichen Material, und sticht eine Charge von dem zu
verarbeitenden flüssigen Roheisen geringer Sorte in dieselbe ab. Die Birne hat in
diesem Zeitpunkte die in Fig. 23 angegebene
Stellung, wobei das Niveau des flüssigen Metalles (vor dem Beginn des Processes)
unterhalb der Düsen liegt. Hierauf wird ein Strom von Dampf oder gepreßtem Winde in
den kleinen Herd A eingeblasen und nun die Birne so
gekippt, daß das Eisen in jenen Herd fließt (wie in Fig. 22 ersichtlich), und
der Wind auf dasselbe einwirkt. Es muß bemerkt werden, daß die Düsen des kleineren
Herdes A kleinere Dimensionen haben und in geringerer
Anzahl vorhanden sind, als bei dem gewöhnlichen Bessemerprocesse.
Sobald das Eisen eine etwas höhere Temperatur angenommen hat, läßt der Arbeiter ein
Gemisch von gepreßter Luft und Dampf oder Dampf allein zutreten. In Folge der durch
die langsame Wirkung einer beschränkten Windführung verursachten theilweisen
Entkohlung des Eisens und der durch den Dampfstrom in Verbindung mit den Zuschlägen
hervorgebrachten Abkühlung verwandelt sich das Metall in eine teigige körnige, mit
flüssiger Schlacke mechanisch gemengte Masse, welche durch ihr andauerndes, ziemlich
heftiges, vom Wind- oder Dampfstrom bewirktes „Steigen“
das Bestreben erhält sich zu zertheilen und in mehr oder minder körniger Form in der
flüssigen Schlacke zu zerstreuen. Man kann nun Hammerschlag, Rotheisenstein,
Braunstein oder andere zur Erzeugung von Puddelschlacke geeignete Substanzen
zuschlagen und wenn die Masse zu steif werden sollte, so wird eine Brechstange durch
die oben erwähnte Oeffnung n eingeführt und das Metall
mit derselben gehörig durchgearbeitet; während dessen wird der Dampf abgestellt und
wieder Wind zugelassen, worauf die Temperatur rasch wieder auf die zur Fortsetzung
des Processes erforderliche Höhe steigt. Somit ist die Regulirung der Temperatur,
sowie der Wind- und Dampfführung dem Urtheile und der Erfahrung des Arbeiters
überlassen, welcher den jeweiligen Zustand des Metalles nach dem schweren, dumpfen
Tone, den der beim Steigen des Eisens entweichende Wind verursacht, sowie nach der
Beschaffenheit der aus der Mündung der Birne entweichenden Flamme und Funken zu
beurtheilen vermag.
Sobald der Arbeiter den Proceß weit genug gediehen erachtet, dreht er die Birne und
sticht aus einem danebenstehenden Ofen eine Charge flüssiges Eisen in sie ab; dieses
Roheisen muß von guter Qualität seyn, etwa ein gutes graues Hämatitroheisen oder
eine andere Sorte, vorzugsweise eine solche, welche etwas Mangan und genug
Kohlenstoff enthält. Dann wird die Birne so gedreht, daß beide Chargen in den
zweiten oder größeren Herd B fließen, welcher also die
in Fig. 21
angegebene Stellung erhält. Die Düsen dieses Herdes sind größer und zahlreicher, als
die des ersten, so daß ein kräftiger Windstrom durch die Metallmasse hindurchgepreßt
und die Temperatur so erhöht werden kann, daß die erste Charge vollständig
einschmilzt und sich mit der zweiten verbindet. Dann kann das in Stahl verwandelte
Metall sofort in eine Gießpfanne abgestochen werden; Bessemer zieht es indessen vor, die Doppelcharge vor dem Abstechen
vollständig zu entkohlen und ihr dann eine bestimmte Quantität von flüssigem
manganhaltigem Roheisen zuzusetzen, wie dieß bei seinem gewöhnlichen Verfahren
üblich ist.
Um die rasche Abnutzung der zum Einschmelzen von Stabeisen oder Stahl dienenden Oefen zu verhüten, empfiehlt Bessemer die Gewölbe und die anderen der Hitze am meisten ausgesetzten
Theile aus Hohlziegeln (oder aus Ziegeln mit Zwischencanälen) herzustellen, in denen
kalte Luft circulirt; letztere erhitzt sich dadurch und kann zur Speisung der Oefen
selbst benutzt werden.
Be ider Ausführung dieses Systemes verwendet Bessemer
vorzugsweise Ziegel von der in Fig. 27 angegebenen Form,
deren Seiten sich verjüngen, so daß sie zur Construction von Gewölben benutzt werden
können; ihre Verbindungsweise zu einem solchen ist in Fig. 28 angegeben. Sie
bilden mehrere Züge oder Luftcanäle m, m, welche sich von einem Ofenende bis zum anderen
erstrecken, so daß ein Luftstrom entweder durch sie hindurchgepreßt oder mittelst
einer Esse angesogen werden kann. Die Vorzüge einer solchen Einrichtung in Bezug auf
Haltbarkeit des Baumateriales sind einleuchtend.
Tafeln