| Titel: | Skizzen neuerer Holzbearbeitungsmaschinen; von Dr. Rob. Schmidt, Civilingenieur in Berlin. |
| Autor: | Robert Schmidt |
| Fundstelle: | Band 193, Jahrgang 1869, Nr. XLI., S. 177 |
| Download: | XML |
XLI.
Skizzen neuerer Holzbearbeitungsmaschinen; von
Dr. Rob. Schmidt, Civilingenieur in Berlin.
(Schluß von S. 116 des vorhergehenden
Heftes.)
Mit Abbildungen auf Tab.
III.
Schmidt, Skizzen neuer Holzbearbeitungsmaschinen.
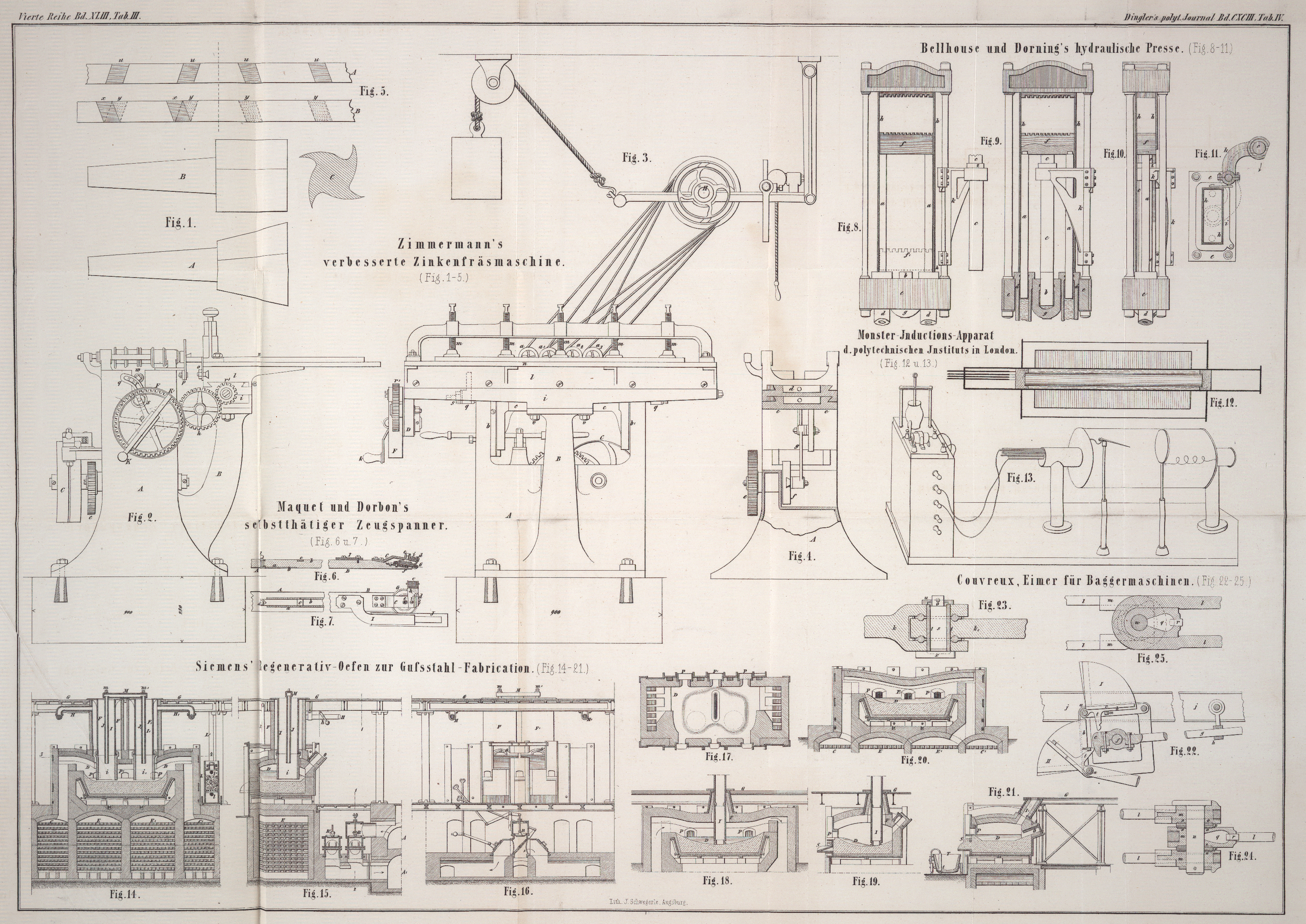
V. Die verbesserte Zinkenfräsmaschine
von Joh. Zimmermann in Chemnitz.
Wir haben bereits in diesem Journal Bd. CLXXXVIII S. 169 (erstes Maiheft 1868) die
Zimmermann'sche Zinkenfräsmaschine beschrieben, wie
solche auf der letzten Welt-Ausstellung zu Paris i. J. 1867 sich befand.
Mehrere Umstände mögen veranlaßt haben, daß genannte Fabrik nach jener Zeit mit
besonderer Energie bemüht war, diese Maschine in allen ihren Theilen wesentlich zu
verbessern, sie zu der besten jetzt bestehenden Maschine zur Herstellung der
Zinkenverbindung auszubilden. Die vorgenommenen Veränderungen erstrebten im
Allgemeinen das Ziel: die Maschine einerseits productionsfähiger und andererseits
die Hantirung derselben, besonders für das Fräsen der Zinkenzapfen, einfacher zu
machen. Productionsfähiger wurde die Maschine durch mehrere Veränderungen gemacht:
die Fräser erhielten zunächst statt zweier Schneiden deren vier; ferner wurde die
Anzahl der gleichzeitig arbeitenden Fräser, welche früher drei betrug, um einen
vermehrt, so daß jetzt gleichzeitig immer vier Fräser arbeiten; die geradlinige
Bewegung der Fräser in verticaler Richtung endlich, welche früher durch Handrad
ausgeführt wurde, wird jetzt selbstthätig durch die Maschine bewirkt, so zwar, daß
die Fräser sowohl beim Abwärts- als beim Aufwärtsgang arbeiten. – Für
das Fräsen der Zinkenzapfen mußte bei der älteren Construction der Arbeitstisch in
zwei verschieden geneigte Lagen gebracht werden, was in mehrfacher Beziehung mit
Unbequemlichkeit verbunden war. Bei der neueren Construction behält der Tisch dazu
dieselbe horizontale Lage, welche er auch zum Fräsen der Zinkenschlitze einnimmt.
Die zum Fräsen der Zinkenzapfen dienenden cylindrischen Fräser werden dazu aber so
geführt, daß ihre Achsen geneigte Ebenen durchlaufen.
Nach Darlegung der im Allgemeinen getroffenen Veränderungen wollen wir im
Nachfolgenden näher auf die Construction der verbesserten Maschine eingehen, wozu
die Figuren
1–5 dienen mögen. Fig. 1 stellt bei A und B die Ansichten zweier
Fräser dar; A solche für das Fräsen der Zinkenschlitze
und B solche für das Fräsen der Zinkenzapfen; C gibt eine gemeinschaftliche zweite Ansicht für beide.
Fig. 2 und
3 sind
zwei verschiedene verticale Projectionen und Fig. 4 ist ein verticaler
Durchschnitt der Maschine.
Der Träger der Maschinentheile, in einem Stück gegossen, besteht aus den beiden
Theilen A und B; ersterer
trägt die Fräsen, letzterer den Tisch. Der oben gabelförmig gestaltete Theil A ist bei b und b₁ mit verticalen supportartigen Führungen
versehen, zwischen welchen der Eförmige Körper c bewegbar ist. Die obere Begrenzung desselben ist
durchgängig schwalbenschwanzförmig gestaltet (Fig. 4), und auf dieser
befinden sich zwei Schlitten d, von welchen der eine die
Spindelstöckchen für die Fräserwellen a und a₁ (Fig. 3), der andere die
der Fräserwellen a₃ und a₂ trägt. Die Spindelstöckchen der Fräser a₁ und a₂ sind mit je einem der
Schlitten d fest verbunden, und jeder der letzteren kann
durch eine Schraube r auf c
verschoben, diese Spindelstöckchen selbst also auch in verschiedene Entfernungen zu
einander gebracht werden. Die obere Begrenzung der Schlitten d ist aber selbst wieder schwalbenschwanzförmig gestaltet und es sind
hierauf die Spindelstöckchen der äußeren Fräser a und
a₃ verschiebbar, und kann eine VeränderungVeränderuug der Lage der Fräser a und a₃ beziehlich zu a₁ und a₂ durch je eine Schraube w bewerkstelligt werden. Die beschriebene Einrichtung
dient, um die Fräser für verschiedene Zinkentheilungen in bestimmte Entfernungen
bringen zu können; in der Praxis wird solche Einstellung einfach jedesmal durch eine
Lehre erreicht, die man auf die Spindelköpfe der Fräser aufsetzt. Die zwei erwähnten
Schrauben r haben, wie wir später zeigen werden,
übrigens auch noch eine andere Function, nämlich die, für das Schneiden der
Zinkenzapfen die Achsen der Fräserwellen in schiefen Ebenen zu bewegen.
Die Fräserwellen sind unter allen Umständen beim Arbeiten ab- und aufwärts zu
bewegen, und diese Bewegung, welche mit dem Eförmigen
Theile c ausgeführt wird, wird in folgender Weise
bewerkstelligt: Mit dem Theile A des Maschinenträgers
ist eine Riemenscheibe C verbunden, welche von der
Transmission bewegt wird. Die Welle derselben trägt ein Stirnrädchen und dieses
greift in das größere Stirnrad e, dessen Welle die
Krummzapfenscheibe f trägt. Durch diese und die damit
verbundene Lenkstange g, welche wiederum mit c verbunden ist, wird c
selbst ab- und aufwärts bewegt. Der Zapfen der Scheibe f ist verstellbar angeordnet, und hierdurch kann die Länge des Weges von c so bemessen werden, daß die Fräser oberhalb und
unterhalb des zu fräsenden Bretes eine Zeitlang nicht arbeiten: diese Zeit wird dazu
benutzt, um den Arbeitstisch, auf dem das Bret liegt, ein entsprechendes Stück
fortzubewegen.
Der Theil B des Maschinengestelles trägt, wie schon
erwähnt, den Tisch, auf welchen die zu bearbeitenden Breter aufzuspannen sind. Die
demselben zugehörigen Theile sind zunächst das mit schwalbenschwanzförmiger Führung
versehene Stück i, auf welchem der eigentliche darauf
verschiebbare Tisch l sich befindet. Derselbe ist auf
seiner Oberfläche mit Holz bekleidet, und trägt einen Bügel mit den Preßschrauben
m, durch welche das zu bearbeitende Holz n auf demselben gespannt werden kann. Die nothwendige
Verschiebung des Tisches muß für jede Zinkentheilung mit Genauigkeit und schnell
vollzogen werden können, und dazu dient folgende Anordnung: An dem Theile i ist ein Arm D angegossen,
mit welchem zunächst die hohle cylindrische Theilscheibe F fest verbunden ist. In derselben und centrisch mit ihr ist ein Stirnrad
angeordnet, und dieses kann durch die Kurbel k gedreht
werden. Das Ende K der Kurbel wird durch eine
Spiralfeder beständig nach auswärts, das Ende K' dagegen
nach innen gedrückt, und es findet sich bei K' eine
Vertiefung in der Scheibe: sobald das Ende K' diese
Vertiefung passirt, wird ein Schlag hörbar, und dadurch jede Umdrehung angezeigt.
Das erwähnte Stirnrad greift in das Wechselrad h, und
dieses in das Stirnrädchen r' welches sich auf der
Schraubenspindel befindet, deren Muttergewinde an dem eigentlichen Tisch l befestigt ist. Durch eine bestimmte Anzahl Umdrehungen
der Kurbel k wird demnach auch der Tisch um ein
bestimmtes Stück fortgerückt. Jeder Maschine wird eine Tabelle beigegeben, welche
für die verschiedenen Zinkentheilungen die Anzahl von Umdrehungen der Kurbel k angibt, welche zu machen sind, um nach jedesmaligem
Fräsen den Tisch das nöthige Stück fortzurücken.
Für die nächstfolgende Beschreibung der Manipulationen beim Arbeiten selbst wird
Massenproduction angenommen. Man fräst zunächst alle Schlitze der Breter, welche
gleiche Zinkentheilung erhalten sollen, und dann die Zapfen der dazu gehörenden
Breter. Für das richtige und schnelle Aufbringen der Breter ist die Maschine noch
mit einigen Anschlägen versehen, welche beim jedesmaligen ersten Bret festzustellen
sind. Zwei solche p, an den Enden des Bockes A befindlich, dienen dazu, die Breter in richtiger Lage
in die Richtung der Fräserachsen zu bringen, und zwei andere o, die Schlitze oder Zapfen an richtigen Punkten der Bretenden beginnen zu
können. Zu bemerken ist noch, daß die Bewegung der Fräser von einer besonderen Vorgelegewelle
H ausgeht, welche mit der Transmission leicht in und
außer Betrieb gebracht werden kann.
Beim Fräsen von Zinkenschlitzen, welche die Theilung t haben mögen (unter Theilung die Entfernung der Mitten
zweier benachbarten Schlitze verstanden), befinden sich die Fräserachsen a, a₁, a₂, a₃ in der Entfernung t von einander, welche leicht durch die entsprechende Lehre und durch die
Schrauben r und w erreicht
werden kann. Man läßt den Schlitten c mit den Fräsern
zuerst beim Abwärtsgang arbeiten, und benutzt die Zeit wo die Fräser in den tiefsten
Punkten ihrer Bahn leer gehen, den Arbeitstisch das entsprechende Stück, hier = 4
t, fortzurücken, um die Fräser nun beim Aufwärtsgang
des Schlittens arbeiten zu lassen. Dann wird im passenden Momente der Tisch wieder
um 4 t fortgerückt, und so weiter fortgefahren.
Für das Fräsen der Zinkenzapfen gilt die letzterwähnte
Manipulation beim Arbeiten ebenfalls; es ist jedoch zuvor (bei derselben Theilung
t der Zinkenzapfen) die Entfernung der Fräserwellen
a₁ und a₂
zu ändern, und ferner sind die Schrauben r mit Theilen
in Verbindung zu bringen, welche die Bewegung der Fräserachsen in geneigten Ebenen
vermitteln, da bei einer Ab- oder Aufwärtsbewegung des Schlittens c jetzt die vier cylindrischen Fräser in einem Brete A, Fig. 5, Nuthen von der
Lage u herstellen müssen. – Die Veränderung der
Entfernung der Fräserachsen a₁ und a₂ welche in einer bestimmten Höhe dieser Achsen
vorgenommen werden muß, wird leicht mittelst der zwei Schrauben r und einer zweiten zur Theilung t gehörigen Lehre bewerkstelligt. Zur Aenderung der Wege der Fräserachsen
sind nahe den Enden der Schrauben r bogenförmige, mit
Schlitz versehene Theile q befindlich, welche auf Kegeln
sitzend, durch Schraubenmuttern s in leichter Weise mit
den Schrauben r fest verbunden werden können, während
die erwähnten Schlitze Bolzen umfassen, die an dem Bock A befestigt sind. Die erwähnte feste Verbindung, welche beim Fräsen der
Schlitze unterbrochen war, geschieht jetzt, und bewirkt bei der nächst erfolgenden
Ab- und Aufwärtsbewegung des Schlittens 0, daß die Schrauben r, welche mit sehr steigendem Gewinde versehen sind, von
den Theilen q gedreht und dadurch die Schlitten d zur Seite bewegt werden, wie dieß für die Lage der
Ruthen u erforderlich ist. – Bewegt man beim
Fräsen eines Bretes B (Fig. 5) den Tisch nach
vorn (Fig. 2),
so fräst man bei dem Abwärtsgang von c mittelst der
Fräser a₂ und a₃ zunächst die Vertiefungen x, x, rückt
dann im passenden Momente den Tisch um das Nöthige vor (die Zahl der Umdrehungen der
Kurbel k wird genau durch die Tabelle angegeben), und fräst nun weiter
die vier punktirt angegebenen Vertiefungen y; so geht es
weiter wie beim Fräsen der Schlitze fort. Da zum Ausfräsen jeder fertigen Vertiefung
hier ein Fräser dieselbe zweimal passiren muß, so ist ersichtlich, daß das Fräsen
der Zinkenzapfen doppelt so viel Zeit in Anspruch nehmen muß, als das Fräsen der
Zinkenschlitze. Die Vorgelegewelle H soll 650
Umdrehungen, die Fräserwelle a, a₁, a₂ und
a₃ 2800 und die Kurbelscheibe 4 1/2
Umdrehungen per Minute machen. Nach letzterer Zahl
bestimmt sich die Leistungsfähigkeit der Maschine: da nämlich bei jeder Umdrehung
der Scheibe f 8 Schlitze gefräst werden, so fräst sie in
der Minute 8. 4 1/2 = 36 Schlitze und halb so viel Zapfen. Die Betriebskraft der
Maschine beträgt circa 1 Pferdestärke.
Tafeln