| Titel: | Ueber Bessemer's neue, mit heißem Winde betriebene Hochdrucköfen für die Stabeisen- und Stahlfabrication. |
| Fundstelle: | Band 193, Jahrgang 1869, Nr. C., S. 376 |
| Download: | XML |
C.
Ueber Bessemer's neue,
mit heißem Winde betriebene Hochdrucköfen für die Stabeisen- und
Stahlfabrication.
Aus dem Engineer, Juli
1869, S. 19.
Mit Abbildungen auf Tab.
VII.
Bessemer's Hochdrucköfen für die Stabeisen- und
Stahlfabrication.
Unter dem Titel: „Verbesserungen in der Fabrication von Gußstahl und
Stabeisen, ferner im Schmelzen verschiedener Sorten von Stabeisen und Stahl und
deren Legirungen, sowie in der Construction und im Betriebe der zu diesem Zwecke
angewendeten Oefen und anderen Apparate“ hat Bessemer am 10. Mai d. J. dem Patentamt die Specification eines neuen
Patentes eingereicht. Es war schon seit längerer Zeit kein Geheimniß mehr, daß Bessemer sein seltenes Genie auf die Erfindung eines
zweckentsprechenden Verfahrens zum Verschmelzen von alten Eisenbahnschienen und
dergl. gerichtet hatte und dieses Patent, dessen Beschreibung durch ihre
Ausführlichkeit fast einen Band über Metallurgie bildet, ist wohl eines der
Hauptresultate seiner Bestrebungen. Offenbar ist das System auch in praktischer
Beziehung vollständig ausgearbeitet.
Zunächst bespricht Bessemer die charakteristische
Eigenschaft seiner Birne – die rasche Weise, in welcher sie die erforderliche
Hitze erzeugt: – „Intensität der Hitze
ist weit mehr als Quantität derselben die wesentliche Bedingung zum
erfolgreichen Betriebe der beim Schmelzen von Stabeisen und kohlenstoffarmem
Stahl angewendeten Oefen. Eine Substanz, zu deren Schmelzung eine Temperatur von
3000° F. erforderlich ist, läßt sich ganze Tage lang hinter einander auf
einer Temperatur von 2900° erhalten, ohne vollständig in Fluß zu kommen,
wogegen eine Steigerung der letzteren Temperatur um nur 100 bis 200° in
einem derartigen Falle eine vollständige Schmelzung der Substanz binnen sehr
kurzer Zeit herbeiführen würde. Zur Erzielung dieser Intensität oder raschen
Erzeugung der erforderlichen Hitze benutzt Bessemer
Luft von gleichzeitig hoher Temperatur und hoher Pressung. Atmosphärische Luft
und andere gasförmige Flüssigkeiten erlangen in erhitztem Zustande eine noch
höhere Temperatur, wenn sie in einen kleineren Raum zusammengepreßt werden;
diese Temperaturerhöhung steht im Verhältnisse mit der Volumverminderung oder
mit der Anzahl von Atmosphären, welche in den unter gewöhnlichen Verhältnissen
von einer Atmosphäre eingenommenen Raum gepreßt werden.“
Demzufolge construirt Bessemer seine Oefen von solcher
Stärke, daß sie einem inneren Drucke von zwei oder mehr Atmosphären widerstehen
können; er bemerkt indessen ausdrücklich, daß er auf diese Weise durch die
Verbrennung oder die Verbindung einer gegebenen Menge Kohlenstoff mit Sauerstoff
keineswegs eine größere Wärme quantität zu erzeugen
beabsichtigt, als sich mit dieser Menge in gut construirten Oefen hervorbringen
läßt: denn die Compression der gasförmigen Verbrennungsproducte in einem Ofen
erzeugt keine Hitze, sondern concentrirt dieselbe nur in einen kleineren Raum und
gibt derselben Wärmemenge oder derselben Anzahl von Wärmeeinheiten größere
Intensität, als wenn diese (ohne Anwendung von Druck) in einem mehr diffusen
Zustande existirten. Wenn daher die Temperatur, welche durch die Verbrennung von
Brennstoff in gewöhnlichen, frei in die Esse mündenden Oefen erzeugt wird, zu einem
bestimmten Zwecke, z.B. zur Verdampfung des Wassers in Dampfkesseln hinreichend ist,
so würde durch Compression der gasförmigen Verbrennungsproducte in solchen Oefen ein
Verlust entstehen, denn der zur Compression der Gase erforderliche Aufwand an
mechanischer Kraft würde – unter sonst ganz gleichen Verhältnissen –
größer seyn als die Kraft, welche man durch die in Folge dieser Compression erzeugte
größere Dampfmenge
gewinnt. Wenn aber die in gewöhnlichen, mit der Esse frei communicirenden Oefen
erzeugte höchste Temperatur wirklich geringer ist, als die zu dem angestrebten
Zwecke absolut nothwendige, oder wenn sie die letztere nur wenig übersteigt, so ist
der Fall ein gänzlich veränderter. Obgleich auf die angegebene Weise eine sehr hohe,
von dem gegebenen Drucke bedingte Temperatur erzeugt werden kann, gibt Bessemer, um den Ofen nicht zu rasch und zu stark
abzunutzen, einer mäßig raschen Schmelzung den Vorzug. Seiner Angabe nach
„kamen in einem kleinen Ofen, mit Kohks, bei kalter Gebläseluft von 20
Pfd. per Quadratzoll Pressung und einem Druck im
Ofen über den Druck der äußeren Atmosphäre von 17 1/2 Pfd., kleine Proben von
kaltem Schmiedeeisen sehr rasch in Fluß. So z.B. wurde ein 12 Zoll langes, 13
Pfd. schweres Stück von einer 2 Zoll im Quadrat messenden Stabeisenstange kalt
in den Ofen gebracht und war in fünf und einer halben Minute vollständig
geschmolzen. In denselben kleinen Ofen wurden drei Centner Schmiedeeisenabfälle
kalt eingesetzt und konnten nach fünfzehn Minuten in völlig flüssigem Zustande
abgestochen werden. Bei diesem Versuche wurde der Ofen mit einem inneren Drucke
von durchschnittlich 15 bis 16 Pfd. per Quadratzoll
über die äußere Atmosphäre betrieben.“
Nach Bessemer's Ansicht „wird sich in der Praxis
ein Druck über den der äußeren Atmosphäre von 20 bis 30 Pfd. als der
vortheilhafteste erweisen; denn wahrscheinlich würde bei Anwendung einer viel
größeren Pressung die Temperatur so hoch steigen, daß sich das Eisen rasch in
Dampfform verflüchtigen würde, wie dieß gegen Ende des Processes in der
gewöhnlichen Bessemerbirne wirklich der Fall ist.
Das in diesen Oefen zu verschmelzende Metall sind Puddeleisen- oder
Stahlmasseln, in Stücke zerschnittene Stabeisen- oder Puddelstahlstäbe, oder
mit Natronsalpeter gereinigter Stahl, die abgeschnittenen Enden von Stahlschienen,
alte Schienen, verlorene Köpfe von Gußstahl und andere Abfälle. Auch werden diese
Oefen zum Verschmelzen des gemischten Stahlmetalles für den Guß von Drehscheiben für
Eisenbahnen, von Rädern, Glocken, Amboßblöcken, Pochschuhen, Geschützrohren und
anderen Artikeln benutzt.
Das System läßt sich sowohl auf Kupol- und Tiegelöfen, als auch auf Flammöfen
anwenden. In allen diesen Fällen wird der Ofenmantel vorzugsweise von
schmiedeeisernen oder stählernen Kesselplatten, mit vollständig luftdicht
abgedichteten Nietfugen und von hinreichender Stärke, um dem inneren Drucke zu
widerstehen, angefertigt. Im Inneren wird der Ofen mit feuerfesten Ziegeln von
Stourbridge, mit Dinasteinen, Graphit oder mit gemahlenem Ganister nach dem für die
Bessemerbirne üblichen
Verfahren gefüttert. Zum Schmelzen von Stabeisen und Stahl zieht Bessemer, wenn es weniger auf Reinheit des Productes als
auf Billigkeit des Verfahrens ankommt, die Anwendung seines neuen Systemes auf einen
Kupolofen vor, welcher mit einem zur Aufnahme der Beschickung und des
Brennmateriales dienenden Dome versehen ist. Die kreisförmige Thür ist an einen
beweglichen schmiedeeisernen Arm befestigt, der einen verticalstehenden Cylinder mit
beweglichem Boden trägt, in welchen das Metall und das Brennmaterial aufgegeben
wird. Um die erwähnte Thür gegen das Feuer zu schützen und ein Entweichen der Gase
oder ein Herausschlagen der Flammen zu verhüten, ist rings um den Thürrahmen ein
hohler Canal angebracht, in welchen Dampf oder Luft von höherer Pressung, als in dem
Ofen herrscht, eingeleitet wird. Der Querschnitt der zum Entweichen der
Verbrennungsproducte bestimmten Oeffnung kann durch Einsetzen kleiner Blöcke von
feuerfestem Thone verkleinert werden. Der heiße Gebläsewind, dessen Pressung
gleichfalls um zwei bis sechs Pfund höher ist als die im Ofen, wird mittelst
mehrerer aus feuerfestem Thone angefertigter Düsen zugeleitet. Auch ist eine
Vorrichtung angebracht, um mit dem gepreßten Winde pulverförmige Materialien in den
Ofen einzublasen. Der Kupolofen kann behufs des Ausfütterns, wie die Bessemerbirnen
in zwei Stücke zerlegt werden.
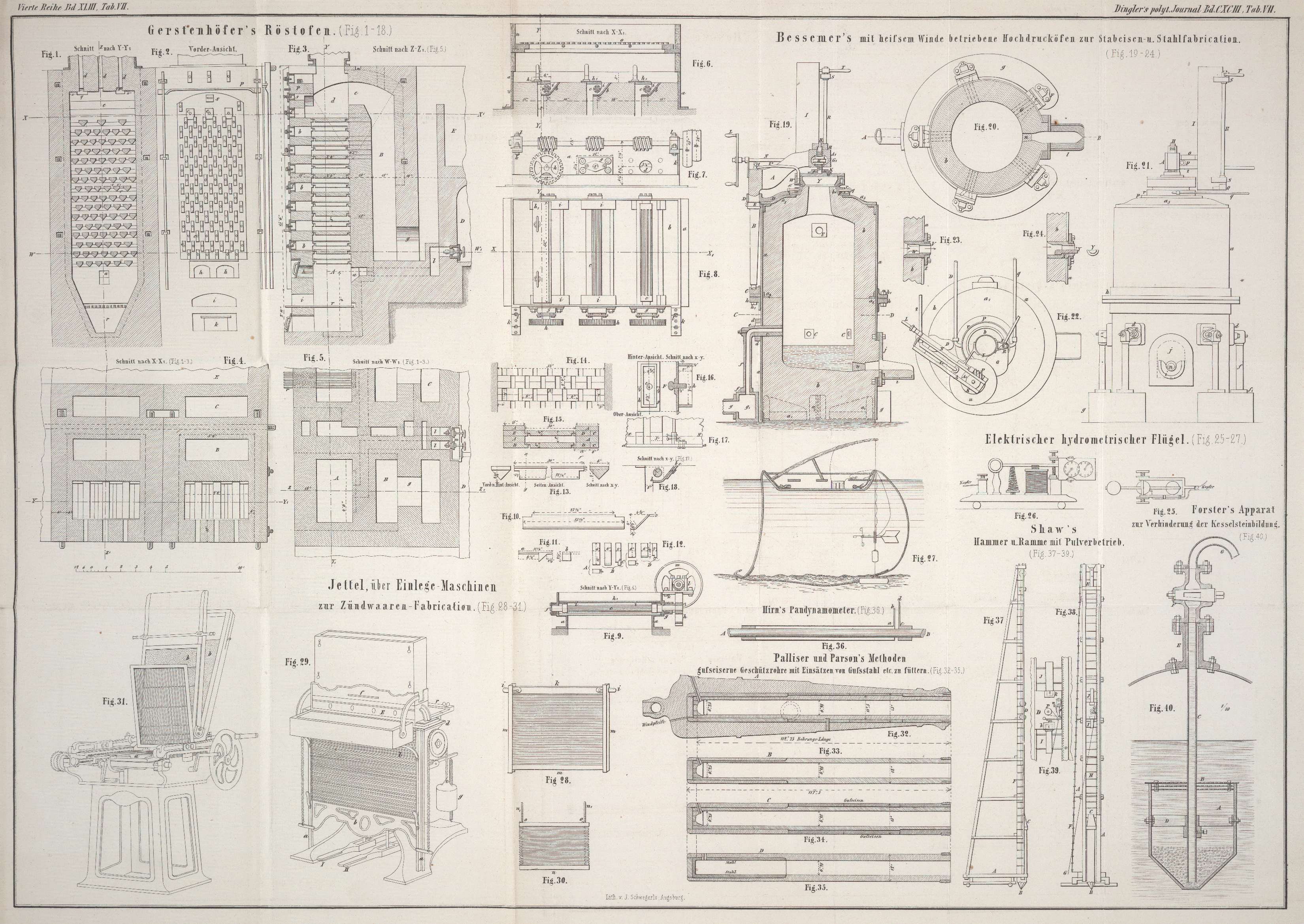
Um die Einrichtung eines nach Bessemer's neuem System
umgewandelten Kupolofens zu versinnlichen, hat der Berichterstatter unserer
Quelle die in Fig.
19 – 24 abgebildete Form
gewählt, obgleich der, gleich der Bessemerbirne auf Zapfen ruhende Kupolofen als
eine vollkommenere Form angesehen werden muß.
Fig. 19 ist
ein Verticalschnitt nach der Linie AB der Fig. 20; Fig. 20 ein
Horizontalschnitt nach der Linie CD der Fig. 19; Fig. 21 eine
Vorderansicht des Ofens und Fig. 22 ein Grundriß vom
oberen Theile derselben; Fig. 23 und 24 sind
Verticalschnitte der Oeffnung, durch welche die Verbrennungsgase entweichen.
a, Fig. 19, ist der
Ofenmantel, aus starken, mit einander vernieteten und vollkommen zusammengedichteten
Kesselplatten bestehend und mit Winkeleisen a' zur
Verstärkung des Bodens versehen; b ist das aus
feuerfestem Thone, oder Graphit, Ganister etc. bestehende Futter; c, c sind aus feuerfestem Thone angefertigte, außen
quadratisch geformte Düsen, mit einem runden Loch für den Durchgang des
Gebläsewindes versehen. Letztere sind in die viereckigen, mittelst versenkter Niete
mit dem Ofenmantel verbundenen und nach innen sich verjüngenden eisernen Nahmen
(Gebläseformen) d eingesetzt; das äußere Ende der Düsen
c ist erweitert und der zwischen diesem sich
erweiternden Theil und den verjüngten Seiten der Formen d befindliche Raum
wird mit Eisenkitt, aus Schmiedeeisenspänen und Salmiak bestehend, abgedichtet, so
daß um die Düsen herum kein Gas aus dem Ofen entweichen kann. Die Flanschen e der Windleitungsröhren f
sind mit den schmiedeeisernen Rahmen d verbolzt; diese
Windleitungsröhren sind mit der Hauptleitung durch Flanschen f' verbunden. In dem Hauptleitungsrohre g' ist
in der Nähe des Ofens ein Gleichgewichtsventil angebracht, mittelst dessen der Wind
zugelassen, abgestellt und beliebig verstärkt oder abgeschwächt werden kann.
Die Gichtmündung oder die zum Aufgeben der Beschickung und des Brennmateriales
dienende Thür ist bei diesen Oefen so klein, daß eine besondere Einrichtung
erfordert wird, um in dieselben gelangen und den Kernschacht (das Futter) von Zeit
zu Zeit repariren zu können. Zu diesem Zwecke ist der Ofen durch zwei massive,
luftdicht zusammenschließende, und in der bei h' zu
ersehenden Weise durch Schraubenbolzen und Muttern mit einander verbundene Manischen
h, h in zwei Theile getheilt. Bei vorkommenden
Reparaturen wird der obere dieser Theile mit Hülfe eines Krahnes abgehoben und dann
ist der untere Theil sofort zugänglich. Durch die kleine Manische a² wird verhindert, daß beim Abheben des oberen
Theiles der Kernschacht oder das Futter abfällt. Der untere Theil ist mit einem mit
Lehm ausgeschlagenen Ausgusse i versehen, durch den das
Metall in die Gießpfanne geleitet wird. An dieser Stelle ist eine Thür j angebracht, welche eine nur kleine Oeffnung hat. Nach
dem Losbolzen dieser Thür und nach Entfernung eines Theiles des Futters kann der
Ofen gereinigt werden, und darnach wird das Futter wie bei einem gewöhnlichen
Kupolofen wieder hergestellt. Zum Verschluß der Abstichöffnung dient ein conisches
Stück n von feuerfestem Thone, so daß, wenn das Eisen
aus dem Ofen abgestochen wird, die Arbeiter, anstatt mit einer spitzen Stange ein
Loch in die feste Wand stoßen zu müssen, einfach den Kegel n in den Ofen zurückzustoßen haben, wodurch sofort eine der Größe dieses
Kegels entsprechende Oeffnung entsteht. Durch eine kleine Stange mit Schraube wird
verhütet daß der Kegel zufällig aus dem Ofen hinausgeblasen wird, indem diese Stange
sich quer über die Thür j erstreckt und die Schraube
gegen das dünnere Ende des Conus n drückt.
Um zu verhüten, daß durch die Thür, welche die Gichtmündung des Ofens verschließt,
Verbrennungsgase entweichen, oder daß diese Thür durch die Kraft des gepreßten
Windes geöffnet wird, ist auf die Kronplatte oder den Dom a³ ein starker eiserner Ring p genietet
und rings um diesen herum ein Reif dicht angetrieben, so daß ein ringförmiger Canal
s (Fig. 21) entsteht, in
welchem Wasser circulirt, wodurch er kühl erhalten wird. Dieses Wasser fließt durch das Rohr o zu, circulirt um den Ring p und fließt durch das Rohr q ab; außerdem
wird der Ring durch das Ofenfutter geschützt, wie bei b*
(Fig. 19)
ersichtlich ist.
Der Rahmen u (Fig. 19) ist mit einem um
seine obere Fläche herumlaufenden Canale versehen, über welchen der eiserne Reif w dicht festgetrieben ist, wodurch der ringförmige
geschlossene Raum x entsteht. Die untere Fläche des
Rahmens u ruht auf der oberen Fläche des Ringes p. In die untere Seite des Rahmens u ist eine kleine Vförmige
Vertiefung eingedreht, und ungefähr einen Zoll von einander entfernt sind rings um
sie herum kleine Löcher eingebohrt, welche unter einem Winkel nach oben gehen und
den Vförmigen Canal mit dem ringförmigen Raume x in Verbindung setzen. Durch das Rohr 2* wird von dem
Windleitungshauptrohre aus dem Canal x Luft zugeführt,
welche durch die eingebohrten zahlreichen kleinen Löcher hinabströmt, so daß
gepreßte Gebläseluft in den erwähnten Vförmigen Canal
tritt. Nun ist die Pressung der Gebläseluft stärker als der Druck der Gase im
Inneren des Ofens; folglich muß jede Unvollkommenheit in der Dichtung des
Thürrahmens u auf die Domplatte p hinab, anstatt die stark erhitzten Gase entweichen zu lassen, im
Gegentheil dieses verhindern, weil die in der Vförmigen
Vertiefung befindliche gepreßte Luft in Folge ihrer stärkeren Pressung in die
undichten Stellen eindringt und theils in den oberen Theil des Ofens, theils in die
äußere Atmosphäre entweicht.
Um die Thür u von der Gichtmündung leicht abnehmen und
rasch wieder an ihren Platz bringen zu können, wird eine Art Krahnarm (Fig. 19)
angewendet, der aus zwei starken schmiedeeisernen Wangen A,
A besteht, welche an die Krahnsäule B gebolzt
sind; letztere ruht mit ihrem unteren Ende in einem an die Winkelflantsche h gebolzten Zapfenlager l.
Das obere Ende der Krahnsäule wird von einem starken Querarme D gehalten, welcher mit einer Oeffnung versehen ist, in der die Säule sich
dreht; bei E ist ein beweglicher Hals angebracht,
welcher in eine in die Krahnsäule eingedrehte Nuth paßt, um zu verhindern daß die
Säule sich emporhebt, wenn auf die Gichtthür eine Pressung stattfindet. Zwischen den
Wangen A ist ein Eisenstück A' festgebolzt, welches in der Mitte einen Schlitz hat, worin ein
Schraubenrad G angebracht ist. Dieses Rad und seine
verlängerten Naben G' bilden eine Mutter für die
Schraube H, welche an ihrem oberen Ende mit einem
Vierkant H' versehen ist, so daß sie sich nicht
herumdrehen kann, wogegen ihre Bewegung auf- und abwärts in dem Eisenblocke
A' ungehindert ist; die Höhlungen in diesem Blocke
sind so weit als der größte Durchmesser der Schraube und es sind in dieselben keine
Gewinde eingeschnitten, da sie bloß zur Führung der Schraube H dienen.
An ihrem unteren Ende ist diese Schraube mit einer Platte verbunden, welche lose in
einen mit Flantschen versehenen Ring K paßt, der an die
obere Platte der Ofenthür gebolzt ist. Dieser Ring K und
die in denselben passende Platte sind dazu bestimmt, die Thür, wenn sie gehoben
wird, in horizontaler Lage zu erhalten, damit sie sich stets wieder gehörig auf den
Ring p auflegen kann, wenn das Ende der Schraube H mit der oberen Platte u
der Thür in Berührung kommt und sie auf ihren Sitz niederdrückt. Zum Heben der Thür
sind die Handhaben L an der Welle N angebracht, auf welcher der Trieb P (Fig. 22)
befestigt ist; letzterer greift in das Schraubenrad G,
durch dessen Rotation die Schraube H ohne Drehung
gehoben und gesenkt wird, wobei sie die Thür u mit sich
führt. Man kann zwei Aufhalter benutzen, um zu verhindern daß der Krahnarm sich zu
weit in der einen oder anderen Richtung bewegt.
Zum Aufgeben des Brennstoffes und des Metalles dient der verticale Speisecylinder I, welcher aus Eisenblech besteht und mittelst des
starken Querstückes O (Fig. 21) an den Krahnarm
befestigt ist. Der untere Theil des Cylinders ist mit einer Platte Q (Fig. 21) versehen, welche
an einer verticalen Spindel R. festgekeilt ist; diese
Spindel wird von Trägern S gehalten, welche an der Seite
des Cylinders befestigt sind; an ihrem oberen Ende hat die Spindel eine Handhabe T, mittelst deren die Bodenplatte so bewegt wird, daß
sie die untere Mündung des Cylinders öffnet oder verschließt.
Nachdem das Gebläse angelassen worden, geben die Arbeiter Kohks und mit denselben den
zu verschmelzenden Abfall oder anderes hämmerbares Metall in den Cylinder, stellen,
sobald derselbe gefüllt ist, das Gebläse ab, setzen die Handhaben L in Bewegung und heben die Thür u (Fig.
19) hinreichend, daß durch Drehung des Krahnarmes der Cylinder I vertical über die Ofenmündung gebracht werden kann.
Mittelst einer kleinen Bewegung des Handgriffes T wird
die Platte Q von der unteren Mündung des Cylinders
entfernt, so daß das in demselben enthaltene Beschickungsmaterial in den Ofen
hinabfällt. Dann wird der Krahnarm rasch wieder in seine frühere Stellung gebracht
und die Thür u (Fig. 19) durch Drehung
der Handhaben nieder gedrückt. Unmittelbar darauf wird das Gebläse wieder angelassen
und die Ofenoperationen werden wieder aufgenommen; nach Verlauf der erforderlichen
Zeit wird das beschriebene Verfahren wiederholt. In dem Grundriß (Fig. 22) ist der Krahnarm
in der Stellung abgebildet, welche er beim Aufgeben des Brennmaterials etc. in den
Ofen einnimmt; die Platte Q ist vom Boden des Cylinders
I weggenommen.
Bessemer nimmt den der Thür u
(Fig. 19)
zuzuführenden Wind aus dem Hauptleitungsrohre an einer Stelle, wo das
Gleichgewichtsventil den Zufluß nicht absperrt; auf diese Weise strömt die
Gebläseluft ununterbrochen auch während der Zeit zu, wo die Beschickung aufgegeben
wird, und beim Zurückbewegen der Thür auf ihren Sitz blasen die aus den erwähnten
kleinen ausgebohrten Canälen hervortretenden zahlreichen Luftströme sämmtliche
Theilchen von Brennstoff oder anderem Material mit bedeutender Kraft von der Fläche
weg, auf welche die Thür zu liegen kommt.
Damit man den Krahn bewegen kann, ohne das Zuströmen des Windes unterbrechen zu
müssen, ist das Rohr 2 bis zum oberen Ende der Krahnsäule geführt und hier mit dem
Rohr 2* verbunden; letzteres besteht aus schwachem Kupferblech und ist genügend
elastisch, um die schwache Hebung und Senkung der Ofenthür u zu gestatten.
Eine Haupteigenthümlichkeit dieses Betriebes mit starker Pressung der im Ofen
enthaltenen gasförmigen Verbrennungsproducte besteht in der Einrichtung der für den
Abzug der Flamme bestimmten Oeffnung; dieselbe ist von der bei gewöhnlichen
Kupolöfen üblichen, bei denen sie meist den vollen Durchmesser des Ofenschachtes
hat, gänzlich verschieden. Der Erfahrung zufolge ist beim Betriebe eines solchen
Hochdruckofens mit starker Pressung eine Oeffnung (für den Abzug der Flammen und
Verbrennungsgase) von zwei und einem viertel Zoll Durchmesser für einen Ofen von 572
Quadratzoll Querschnittsfläche hinreichend. So wurde gefunden, daß bei einem inneren
Druck von 16 bis 18 Pfd. per Quadratzoll über den der
äußeren Atmosphäre, annähernd 1 Quadratzoll als die zum Verbrennen von 2 (engl.)
Centnern Kohks per Stunde in diesem Ofen erforderliche
Austrittsfläche gerechnet werden kann.
Die für den Abzug der Flamme bestimmte Oeffnung bei U
besteht in ihrer einfachsten Form in einem quadratischen Blocke aus feuerfestem
Thon, welcher mit einer kreisförmigen Oeffnung von der erforderlichen Größe versehen
ist. Der Block hat äußerlich eine Schulter, welche an die innere Seite des
Ofenmantels a anstoßt, so daß er durch den inneren Druck
nicht herausgetrieben werden kann. Selbst eine nur unbedeutende Differenz im
Querschnitte dieser Abzugsöffnung ist von wesentlichem Einflusse auf den guten
Zustand des Ofens. Fig. 23 zeigt den Verticalschnitt eines solchen Blockes V, welcher zweierlei innere Durchmesser hat, so daß eine
Schulter gebildet wird. In den weiteren Theil desselben wird ein kurzer Cylinder von
feuerfestem Thon W geschoben, so daß der Querschnitt der
Oeffnung verengert wird. In Fig. 24 bezeichnet X einen solchen Block oder Abzugsstein, in dessen Oeffnung ein
kleines passend geformtes Stück Y von feuerfestem Thon
eingesetzt wird, welches aus der Oeffnung so weit vorstehen muß, daß es mit einer
Zange herausgenommen und gegen verschieden große Stücke ausgewechselt werden kann.
In beiden Figuren bezeichnet Z eine mit Flantschen
versehene Platte, durch welche der Block oder Abzugsstein an seinem Platze gehalten
wird. Muß derselbe in Folge von Abnutzung gegen einen neuen ausgewechselt werden, so
braucht man nur diese Platte abzuschrauben.
Der Grad der Pressung, auf welchem die gasförmigen Producte innerhalb des Ofens
erhalten werden, hängt hauptsächlich von der Regulirung der Pressung des
Gebläsewindes ab; der Querschnitt der Abzugsöffnung muß ebenfalls so regulirt
werden, daß die Pressung über den erforderlichen Grad hinausgeht oder unter
denselben sinkt. In manchen Fällen kann der Abzug der Flamme und der
Verbrennungsgase mittelst eines belasteten Ventiles regulirt werden, dessen dem
Feuer zugekehrte Fläche aus gut gebranntem Thone besteht; man kann dann einen
Aufhalter anbringen, damit sich das Ventil niemals vollständig schließt.
Wie oben bemerkt wurde, gibt Bessemer auch die
Beschreibung und Abbildung eines Kupolofens, welcher auf Zapfen beweglich ist,
dessen Mantel, Düsen, Dom, obere Theile, Krahnsäule, Gichtthür und Aufgebe-
oder Speisecylinder aber ganz dieselbe Einrichtung haben, wie bei dem im
Vorstehenden beschriebenen Ofen.
In dem Hochdruckofen werden als Brennmaterial vorzugsweise harte Kohks oder
anthracitische Steinkohlen benutzt; indessen können auch gasförmige Brennstoffe
angewendet werden. Die Gase werden dann in der gewöhnlichen Weise erzeugt und
mittelst eines Gebläses in einen Gasometer geleitet und in demselben comprimirt. In
diesem Falle erhält der zum Schmelzen von Stahl und Schmiedeeisen dienende Ofen die
Form eines Flammofens und wird, wie gewöhnlich, aus Ziegeln aufgemauert, jedoch mit
einem starken schmiedeeisernen Mantel umgeben und mit einer Thür von derselben
Einrichtung, wie sie für den Kupolofen beschrieben wurde, versehen. Bei einem
solchen Flammofen können auch flüssige Kohlenwasserstoffe, entweder für sich allein,
oder in Verbindung mit festem Brennmaterial verwendet werden. Die flüssigen
Brennstoffe werden dem Windleitungsrohre zugeführt und mit dem Winde in Regenform in
den Ofen eingeblasen. Das zu verschmelzende Metall kann durch Ueberziehen mit einem
Gemenge von Thon, Kalk und Sand, allenfalls mit einem Zusatze von Rotheisenstein
oder Alkalisalzen, vor Oxydation geschützt werden. – Tiegelöfen werden nach
diesem Systeme mit einer cylindrischen Feuerkammer construirt, welche mit Gebläsewind in
derselben Art wie der beschriebene Kupolofen gespeist wird, mit ähnlicher Regulirung
für den Druck.
Tafeln