| Titel: | Smith's Maschine zur Erzeugung von Röhren. |
| Fundstelle: | Band 194, Jahrgang 1869, Nr. XCII., S. 461 |
| Download: | XML |
XCII.
Smith's Maschine zur Erzeugung von Röhren.
Nach Engineering, Juli 1869, S. 70.
Mit Abbildungen auf Tab.
X.
Smith's Maschine zur Erzeugung von Röhren.
Nach englischen Berichten verspricht man sich große Erfolge von einer in diesem Jahre
aus Amerika durch T. E. Taylor (9, Doughty-street, Mecklenburgh-square in London) eingeführten
Maschine, welche aus geraden Blechstreifen gefalzte Röhren in einem Durchgang
erzeugt; sind die Angaben nicht übertrieben, so ertragen derart fabricirte Röhren
nach den angestellten Untersuchungen bis 250 Pfund Wasserdruck pro Quadratzoll, ohne undicht zu werden.
Die Wirkungsart der Maschine ist eine derartige, daß entweder die Ränder der
gebogenen Blechstreifen übereinander greifen oder nur stumpf aneinander stoßen zu
dem Zwecke, um die Röhren durch nachheriges Löthen zu vollenden, oder es werden die
Blechränder gefalzt und die fertige Röhre verläßt die
Maschine mit einer Geschwindigkeit von 60 bis 80 Fuß pro
Minute und in einer solchen Länge, als der vom Arbeiter zugeführte Blechstreifen
lang ist. Eine weitere Bedienung oder Beaufsichtigung findet nicht statt.
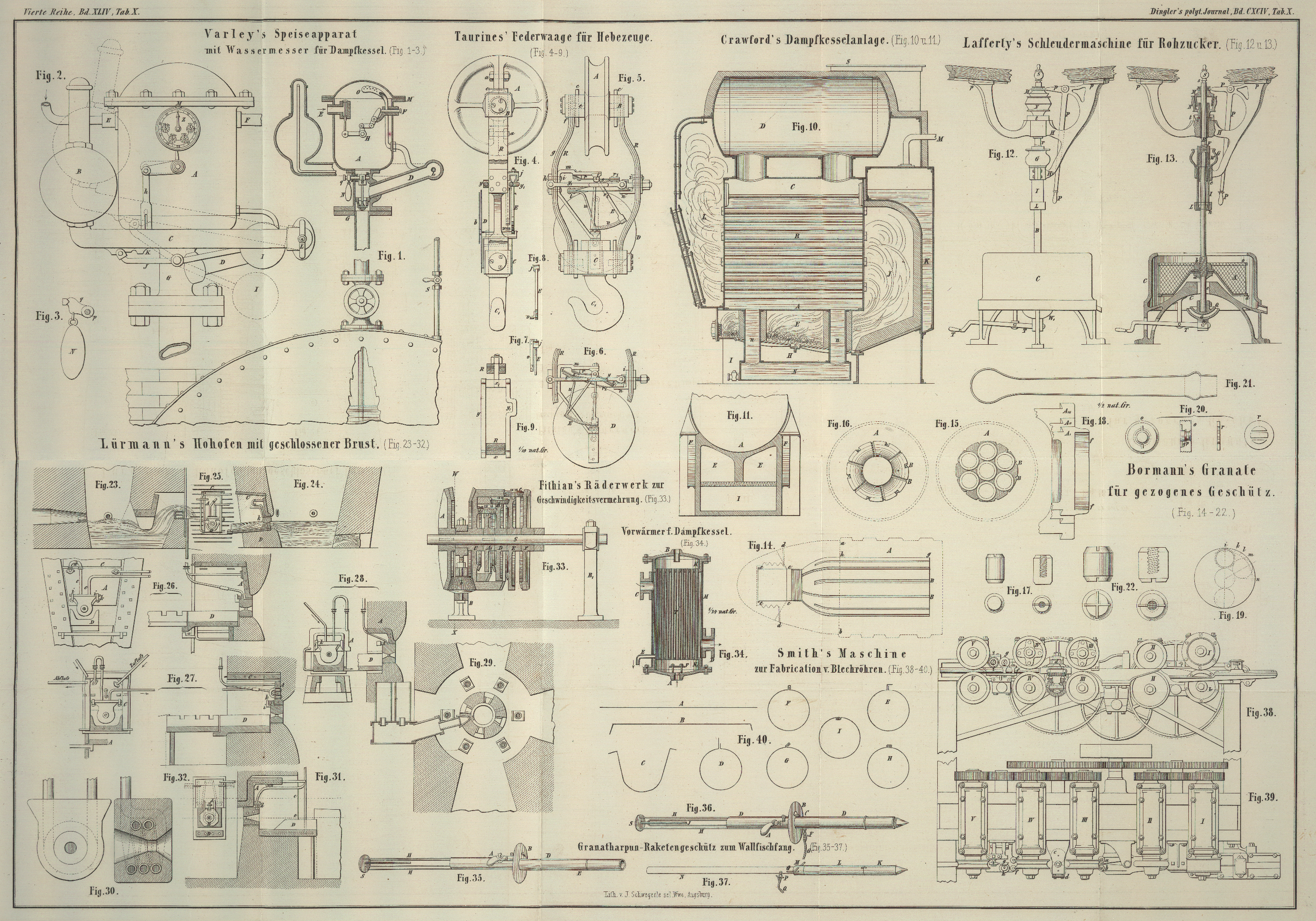
Die Erzeugungsart einer Röhre wird mit Hülfe der Zeichnungen der Maschine (Fig. 38 u.
39) und
der Darstellung der einzelnen Operationen derselben (Fig. 40) hinlänglich
deutlich.
In Fig. 40
bezeichnet A den Querschnitt des zur Maschine auf der
rechten Seite aufgegebenen, beliebig langen Blechstreifens. Das erste Walzenpaar I
erfaßt denselben und biegt die Längsränder in der Weise um, wie dieß der Querschnitt
B angibt. Beim Weiterschreiten durch das zweite
Walzenpaar II erleidet der Blechstreifen eine Einbiegung, so daß der Schnitt C erscheint. In Folge der Wirkung zweier stehender
Wälzchen a und b (Fig. 36) wird
die Uförmige Biegung bis zum vollen Kreise durchgeführt
– Rohrquerschnitt D. Bevor jedoch dieses
Zusammenbiegen durchgeführt wird, legt sich der halb zusammengebogene Blechstreifen
um einen an dem Ende festgehaltenen cylindrischen Dorn, welcher die Röhre bei den
folgenden Operationen, dem eigentlichen Falzen unterstützt.
Das dritte liegende Walzenpaar III und darnach das stehende c,
d biegen den überragenden Blechrand um, wie dieß im Querschnitt E dargestellt ist. Alsdann tritt das Rohr zwischen das
vierte liegende Walzenpaar IV und dieses treibt die angedeutete Umbiegung mit Hülfe
der Walzen e, f und g, h bis
zu dem bei F und weiter bei G angezeigten Grade.
Der Falz wird endlich durch Wirkung der Walze i vollends
niedergelegt – Querschnitt H – und das
Walzenpaar V fördert schließlich das fertige Rohr R aus der Maschine.
In I ist der Röhrenquerschnitt mit einer im Inneren
liegenden Falzverbindung dargestellt, wie dieselbe ebenfalls auf der Maschine
hergestellt werden kann.
Die Eingangs erwähnte Angabe der Prüfungen betreffend, welche mit kaltem Wasser
angestellt wurden, werden nachstehende Resultate mitgetheilt:
Röhren aus Messing- oder Kupferblech gefalzt, bis
250 Pfd. pro Quadratzoll; keine Spur von
Undichtheil.
Röhren aus Zinnblech bis 70 Pfd. pro Quadratzoll; bei 18 Pfd. schwache Spur von Undichtheit.
Röhren aus Eisenblech bis 250 Pfd. pro Quadratzoll; bei circa
75 Pfd. schwache Spur von Undichtheit.
Röhren aus Zinkblech bis 115 Pfd. pro Quadratzoll; bei circa 25 Pfd. schwache
Spur von Undichtheit.
Diese Resultate stammen von vielen Proben mit 1 Zoll weiten und 12 Zoll langen
Röhren.
Die hier dem Wesen nach angegebene Erzeugungsart von Blechröhren hat gegen das
Röhrenziehen den Vortheil des geringeren Zeiterfordernisses; ob das durch den Falz
verlorene Material nicht dadurch eingebracht werden kann, daß diese Röhren etwas
schwächer im Fleisch gehalten werden können als gezogene Röhren, müssen erst
Versuche nachweisen.
J. Z.
Tafeln