| Titel: | Neue Anordnung der Bessemer-Apparate. |
| Fundstelle: | Band 195, Jahrgang 1870, Nr. LXI., S. 246 |
| Download: | XML |
LXI.
Neue Anordnung der
Bessemer-Apparate.
Aus dem Mechanics' Magazine, November 1869, S.
352.
Mit Abbildungen auf Tab.
IV.
Neue Anordnung der Bessemer-Apparate.
Die wichtigste Operation bei dem Bessemerprocesse ist bekanntlich das Einschmelzen
des Roheisens und der Transport des flüssigen Metalles in das Umwandlungsgefäß oder
den Converter (die Birne), in welchem durch dasselbe Luft hindurchgeblasen wird;
dadurch wird es in hämmerbares Metall umgewandelt, welches mit einer gewissen Menge
von gleichfalls flüssigem manganhaltigem Roheisen (Spiegeleisen) versetzt und dann
in die Gießpfanne, aus dieser aber mit Hülfe eines Ventilabstiches in die Formen
abgestochen wird.
Zu einer vortheilhaften Ausführung dieser Operationen ist es von wesentlichem
Belange, daß die bei denselben anzuwendenden Apparate in einer solchen Weise
aufgestellt werden, daß durch den Transport des Metalles von dem einen zum anderen
kein unnöthiger Zeitaufwand veranlaßt wird, daß das flüssige Metall einen möglichst
geringen Wärmeverlust erleidet und daß die Bewegung der verschiedenen Theile der
Apparate leicht und sicher erfolgen, somit Zeit, Arbeit und Brennmaterial erspart
und der Proceß mit Sicherheit geleitet werden kann. Dieser Zweck wird von Henry Bessemer durch den im Folgenden beschriebenen Apparat
angestrebt, welchen er sich kürzlich patentiren ließ. Bei dieser Einrichtung werden
die Anlagekosten des ganzen Apparates im Verhältniß zu denen des jetzt zur
Fabrication von Bessemerstahl und Bessemereisen benutzten bedeutend vermindert,
sowie auch die Größe und die Kosten der Hüttengebäude um ein Beträchtliches reducirt
werden.
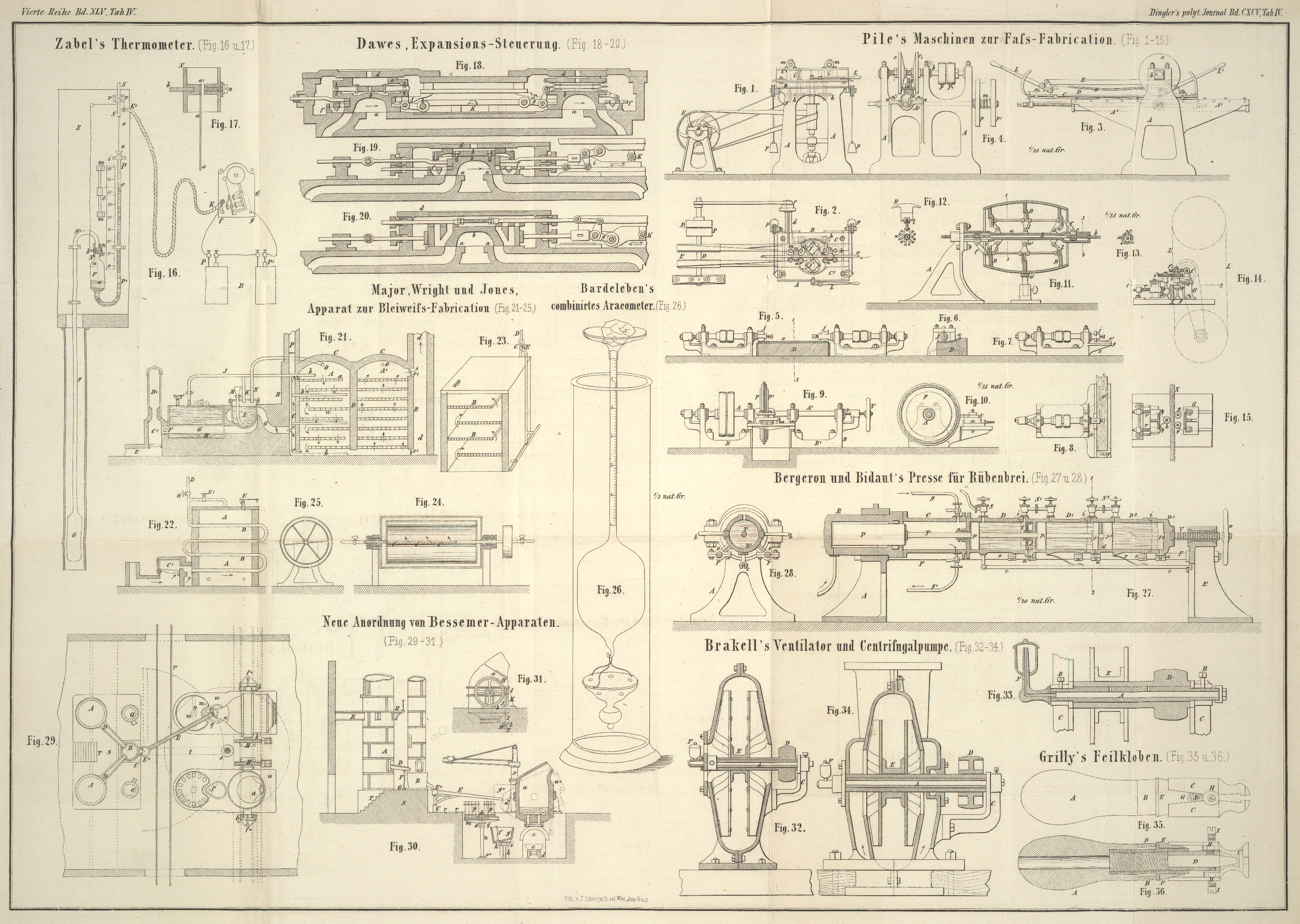
Die Zusammenstellung und die Construction des ganzen Umwandlungsapparates ist in Fig. 29 im
Grundriß und in Fig. 30 im Verticalschnitt dargestellt; Fig. 31 ist eine
Seitenansicht des Converters mit dem zu seiner Handhabung erforderlichen Getriebe.
Die beiden Umwandlungsgefäße a, a sind so aufgestellt,
daß ihre Drehungsachsen in einer geraden Linie und 3 bis 4 Fuß über der Hüttensohle
liegen; in dieser Stellung kann jede beliebige Anzahl von Converters an einer Seite
des „Umwandlungshauses“ angebracht werden. Die Zapfen der
Converters ruhen auf massiven gußeisernen Pfeilern b und
drehen sich in Lagern b*, welche am oberen Theile dieser
Pfeiler angebracht sind. Jeder Converter steht über einer besonderen Dammgrube u, von welcher aus ein gewölbter Gang c mach den Außenseiten des Gebäudes führt. In diesem
Gange liegen Schienen d, auf denen ein eiserner Wagen
e läuft, so daß er unter jeden einzelnen Converter
geschoben werden und die von demselben herrührenden Schlacken und andere Abfälle
aufnehmen kann. Das zur Zuführung des Windes zum Converter dienende Rohr ist nebst
der zugehörigen üblichen Ventil-Vorrichtung bei f*, Figur
29 dargestellt.
Vor jedem Converter ist auf einer am oberen Theile eines vertical stehenden Kolbens
h angebrachten Bühne i
eine Gießpfanne g aufgestellt. Der Kolben h hat eine verticale Führung und erhält seine
auf- und abgehende Bewegung durch hydraulischen Druck, welcher in dem
Cylinder k, in welchem der Kolben arbeitet, zur Wirkung
kommt. Mit Hülfe dieser Vorrichtung kann die Gießpfanne gesenkt werden, sobald das
Metall aus dem Converter in dieselbe abgestochen worden ist; worauf sie wieder so
hoch gehoben wird, daß ihr Boden über die Gießform zu stehen kommt, wie bei g*, Fig. 30, durch die
punktirten Linien angedeutet ist. Die Formen p, p werden
mit Hülfe der Drehscheibe m, eine nach der anderen,
unter die Gießpfanne geschoben und mittelst der beim Gießen von Bessemerstahl jetzt
allgemein üblichen Ventil-Vorrichtung mit dem Metalle gefüllt.
Vor der Gießpfanne steht die oben erwähnte Drehscheibe m;
dieselbe dreht sich um die Spindel n; letztere bewegt
sich in dem Halslager o und dem Fußlager o*. Die obere Fläche von m
wird durch feuerfeste Steine oder eine Sandschicht m*
geschützt. Auf dieser Drehscheibe oder Tafel werden die Gießformen p, p kreisförmig aufgestellt. An der einen Seite der
Drehscheibe ist ein Einschnitt q angebracht, so daß die
Gießpfanne aufsteigen kann; die Scheibe wird gedreht und auf diese Weise wird jede
Form rasch und mit geringem Kraftaufwands unter die Gießpfanne gebracht und gefüllt.
An den Seitenwänden sind kleine Krahne befestigt, welche dazu dienen, die Formen von
den Drehscheiben abzuheben und auf kleine Wagen zu bringen, die auf der parallel mit
der Reihe der Converters liegenden Schienenbahn laufen. Anstatt dieser Wandkrahne
empfiehlt Bessemer einen hydraulischen Krahn, wie sie in
Eisenhütten bereits vielfach angewendet werden; derselbe ist in Fig. 29
und 30 bei s abgebildet. Die Krahne haben, wie in der Zeichnung
durch die punktirten Linien bei t angedeutet ist, eine
solche Stellung zwischen je zwei Converters, daß die Deckel derselben und die
Windbüchsen mit ihrer Hülfe abgehoben, auf einen Wagen gelegt und auf den Schienen
r aus dem Hüttengebäude entfernt werden können.
Bei einer anderen Einrichtung des hier beschriebenen Apparatcomplexes wird anstatt
der Drehscheiben eine Schienenbahn angewendet, auf welcher eine Reihe von niedrigen
Wagen läuft, die die Gießformen tragen; diese Wagen werden mit den auf ihnen
stehenden Formen unter der Gießpfanne parallel mit der Reihe von Umwandlungsgefäßen
fortgeschoben und eine Gießform nach der anderen gefüllt. Die Bewegung der Wagen
kann durch Menschenhand geschehen; indessen gibt Bessemer
zu diesem Zwecke der Benutzung eines endlosen Drahtseiles oder einer unter den Wagen
hinweg über Rollen laufenden Kette den Vorzug; die Wagen können in diesem Falle
durch eine Hebelvorrichtung und Frictionsrollen mit dem Seile oder der Kette
verbunden und wieder gelöst werden.
Sowohl bei Benutzung der Drehscheiben, wie der Schienenbahn, zieht Bessemer es vor, die zum Einschmelzen des Roheisens
dienenden Kupolöfen A, A vor den Converters
aufzustellen, so daß, wenn man die Converters (wie die punktirten Linien bei a*, Figur 30, andeuten)
kippt, um sie mit dem flüssigen Roheisen zu füllen, ihre Mündungen dem Kupolofen A möglichst genähert werden. Bei gleichzeitiger
Benutzung von zwei Converters wendet Bessemer zwei große
Kupolöfen an, wie die Abbildung bei A, A zeigt; sind
aber mehr als zwei Umwandlungsgefäße in einer Reihe aufgestellt, so variirt die
Aufstellungsweise und die Anzahl der Kupolöfen den Anforderungen der Fabrication und
der Anzahl der Arbeitsstunden entsprechend; für alle Fälle empfiehlt Bessemer bei jedem Converter eine besondere Gießpfanne
oder eine besondere Drehscheibe anzubringen. Die Kupolöfen können die gewöhnliche
Einrichtung der in Gießereien angewendeten haben; doch gibt Bessemer dem Ireland'schen OfenPolytechn. Journal, 1856, Bd. CXLII S. 256. mit zwei Reihen hochliegender Formen, oder Woodward's Dampfstrahl-KupolofenPolytechn. Journal, 1866, Bd. CLXXIX S. 150. den Vorzug. In jedem Falle ist zwischen den Kupolöfen in einer Linie, besser
etwas mehr nach den Converters zu, eine auf einer Waage C stehende, mit einer kurzen, von dem ihr entsprechenden Kupolofen
abgeleiteten Rinne D versehene Gießpfanne B' angebracht, so daß die umzuwandelnde Eisencharge,
bevor sie in den Converter einfließt, erst in die Gießpfanne tritt und gewogen werden kann. Unter dem
Stichloche der Gießpfanne oder des Recipienten B
befindet sich das trichterförmig erweiterte Ende E*
einer beweglichen Leitungsrinne E, durch welche das
Metall über die Drehscheibe, beziehungsweise über die Gießformen und die dieselben
tragenden Wagen hinweg der Convertermündung zugeführt wird. Die ebenfalls bewegliche
Rinne D wird von einer verticalen Spindel F getragen, und letztere wird durch ein an das Fundament
gebolztes Fußgestell G in ihrer Stellung erhalten. Die
Leitungsrinne E vermag beide Converters zu speisen, und
wenn sie nicht in Gebrauch ist, wird sie aus dem Wege geräumt, indem man sie so
dreht, daß sie parallel mit den Schienen liegt.
Vermittelst dieser Einrichtung kann jeder Kupolofen zum Beschicken eines jeden
Converters benutzt und die Menge des dem Converter zuzuführenden Metalles vor dem
Einlassen in denselben durch Abwägen genau bestimmt werden. Zum Umkippen der
Converters um ihre Achsen kann eine in gewöhnlicher Weise mit einer Vorrichtung zum
Umsteuern versehene kleine Dampfmaschine benutzt werden. Damit jeder Converter für
sich gekippt werden kann, wird mit den Zapfen oder Achsen der Umwandlungsgefäße ein
großes Zahnrad oder ein Rädervorgelege nebst einem Kuppelungsmuff verbunden; dem
Zahnrade aber ist ein ensprechend großes Schraubenrad vorzuziehen, da dasselbe nicht
so leicht zurückgehen kann.
In Fig. 31 ist
auf den Achsen des Converter ein großes Kegelrad H
aufgesteckt; ein auf der verticalen Welle J befestigtes
Wurmgetriebe I greift in das Schraubenrad und wird von
dem auf das Fundament gebolzten Gestelle K getragen. Auf
das untere Ende der Welle J ist das Kegelrad L aufgekeilt und greift in ein an der horizontalen Welle
N befestigtes Kegelrad M. Diese Welle N geht quer durch das Gebäude
hindurch und ist mit einer Dampfmaschine verbunden, welche mit einer
Umsteuerungsvorrichtung versehen ist, so daß die Welle N
von einem Arbeiter (der so aufgestellt ist, daß er das Einfließen des flüssigen
Metalles in die Gießpfanne zu beobachten vermag) nach der einen oder der anderen
Seite gedreht oder zum Stehen gebracht werden kann, derselbe also die Bewegung des
Converter genau und ohne Mühe zu reguliren im Stande ist. Zum Ausrücken des
Kegelrades M, wenn der Converter stille stehen soll,
dient eine Kuppelung.
Sollen zwei, auf die beschriebene Weise gruppirte Converters betrieben werden, so
werden zwei kleine Kupolöfen zum Einschmelzen des manganhaltigen Roheisens oder
Spiegeleisens angebracht und zwar können dieselben in die Nähe des oben erwähnten,
zum Abwiegen der Charge dienenden Recipienten aufgestellt werden, so daß das Eisen
aus ihnen in den
letzteren abgestochen werden kann, oder es werden längs der vorhin beschriebenen
Leitungsrinnen Gießpfannen angebracht. Bessemer zieht es
jedoch vor, diese kleinen Oefen in eine bewegliche Gießpfanne abzustechen, in
welcher die Chargen abgewogen und dann zu dem Converter oder zu einer größeren
Gießpfanne transportirt werden können, ohne daß das Metall die beim Ablassen in eine
Rinne unvermeidliche Abkühlung und gleichzeitigen Abbrand erleidet. In dem Theile
des Hüttengebäudes wo die Kupolöfen stehen, ist oben eine auf eisernen Trägern
ruhende Bühne R (Fig. 30) angebracht, auf
welche das Metall und das Brennmaterial mittelst eines geeigneten Hebezeuges
transportirt werden. Die Kupolöfen A, A und Q, Q (Fig. 29) stehen auf einem
erhöhten Fundamente S, welches den Arbeitern zur
Erleichterung des Abstechens dient; zu dieser Bühne führt die Treppe T.
Die bei den Converters gewöhnlich angebrachten Zapfenbänder bestehen aus
Schmiedeeisen und sind in Folge der Schwierigkeit ihrer Anfertigung sehr theuer;
deßhalb ersetzt Bessemer dieselben in manchen Fällen
durch einen gußeisernen Ring, an welchem die Zapfen und Luftcanäle angebracht sind.
In diesem Falle verwendet er gewalztes Winkeleisen zur Umfassung des gegossenen
Ringes, und durch Bolzen, welche an verschiedenen Stellen des letzteren durch das
Gußeisen und die Winkeleisen ganz hindurchgehen, werden die Zapfen bei einem
vorkommenden Bruche am Converter festgehalten.
Tafeln