| Titel: | Die Ausführung des Bessemerfrischprocesses unter Hochdruck. |
| Fundstelle: | Band 195, Jahrgang 1870, Nr. LXXXVII., S. 331 |
| Download: | XML |
LXXXVII.
Die Ausführung des Bessemerfrischprocesses unter
Hochdruck.
Aus Engineering, Januar 1870, S. 1.
Mit Abbildungen auf Tab.
VI.
Ueber Ausführung des Bessemerprocesses unter Hochdruck.
Es ist den Bessemerstahl-Fabrikanten wohl bekannt, daß gewisse reinere Sorten
von schwedischem Holzkohlenroheisen, sowie manche Sorten von englischem hellgrauem
und weißem Hämatitroheisen beim Verfrischen im Bessemer'schen Converter in letzterem unter gewöhnlichen Verhältnissen nicht
die Hitze erzeugen, welche erforderlich ist, damit die ganze aus jenem Roheisen
dargestellte Stahlmasse bis zu ihrem Vergießen in die Formen vollständig den
flüssigen Zustand behält; in Folge dieses Uebelstandes bleiben in der Gießpfanne
mitunter „Schalen“ von erstarrtem Stahl zurück. Dieß ist in
noch höherem Grade der Fall, wenn der im Converter befindlichen Charge
Stabeisen- oder Stahlabfälle in nicht geschmolzenem Zustande zugeschlagen
werden.
Um die hieraus erwachsenden Schwierigkeiten zu vermeiden und die Temperatur des
Metalles während des Umwandlungsprocesses so hoch zu erhalten, daß bei Anwendung von
nicht kohlenstoffreichen Roheisensorten keine Schalen in der Gießpfanne
zurückbleiben, hat Bessemer vor Kurzem ein Verfahren
erfunden und sich patentiren lassen, nach welchem sein Umwandlungsproceß unter Druck ausgeführt wird. Diese Methode gestattet dem
Fabrikanten die Anwendung vieler beim gewöhnlichen Umwandlungsprocesse nicht das
erforderliche Maximum von Hitze erzeugender Roheisensorten, sowie einen Zusatz von
Stabeisen- und Stahlabfällen oder von anderen Sorten entkohlten oder
schmiedbaren Eisens in festem Zustande zu dem Inhalte des Converters, indem dieser
Zusatz in Folge der dem Metall ertheilten außerordentlich hohen Temperatur zum
Schmelzen gebracht wird und sich mit der Charge vereinigt.
Zu diesem Zwecke construirt Bessemer seinen Converter von
großer Stärke und läßt alle Falze und Fugen möglichst dicht vernieten und
verstreichen; der Oeffnung des Converters gibt er vorzugsweise kreisförmige, anstatt
ovaler Gestalt; diese Oeffnung wird auch enger gemacht als bei den gewöhnlichen
Umwandlungsgefäßen und mit einem einfachen Ringe von gut gebranntem feuerfestem Thon
(oder auch einem Gemenge von Thon und Graphit) gefüttert. Der aus Metall bestehende
Theil der Convertermündung wird mit einem abnehmbaren, schwalbenschwanzförmig
geflantschten Ringe versehen, so daß das Thonfutter der Mündung durch Losbolzen des
eisernen Ringes, durch welchen es an seinem Platze gehalten wird, leicht weggenommen
und ausgewechselt werden kann.
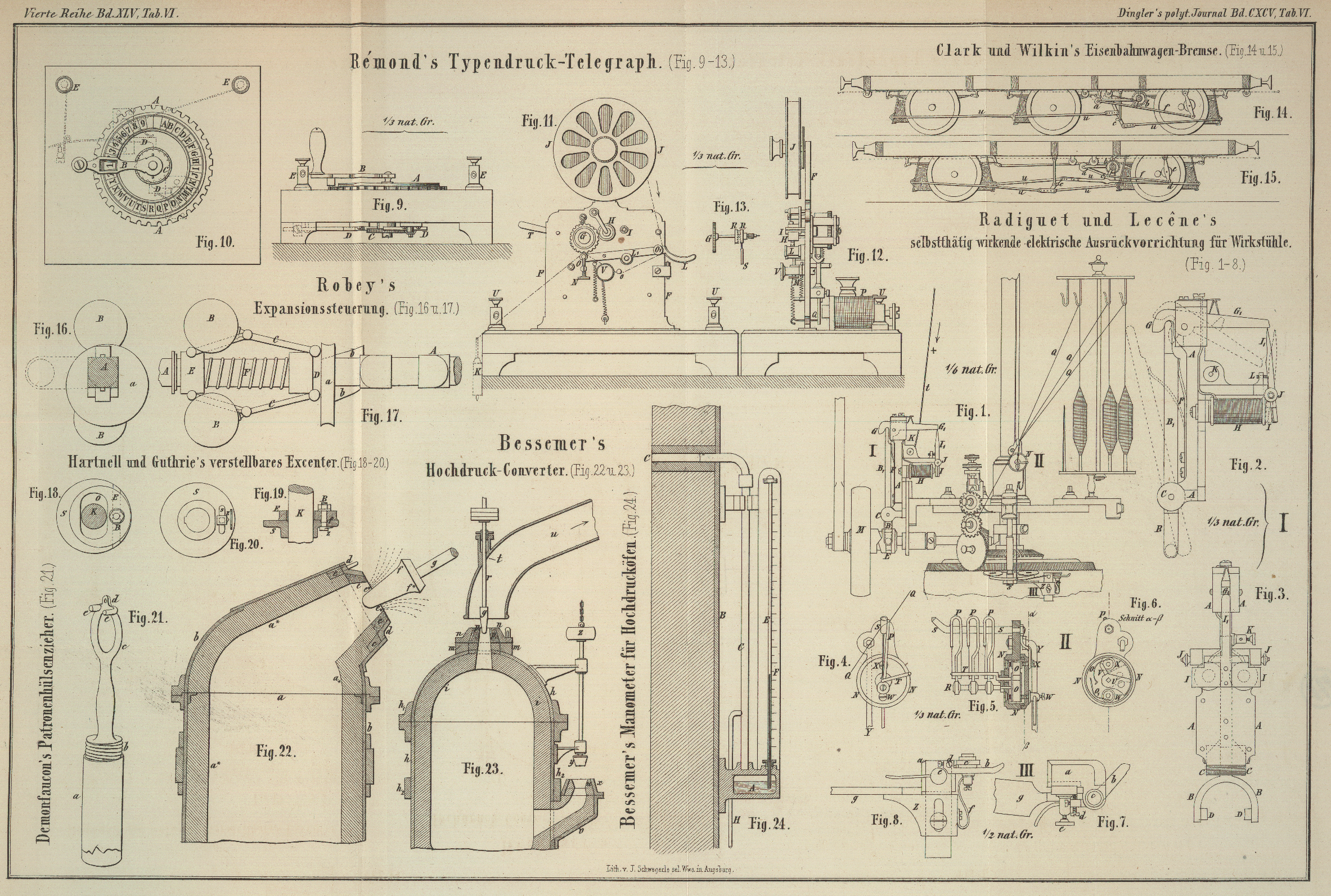
Fig. 22 ist
der Verticalschnitt eines nach diesem Systeme construirten Converters. a ist der obere Theil des Umwandlungsgefäßes; a* ist das Ganisterfutter; b
ist der starke, dicht zusammengenietete Mantel; an der inneren Seite der Mündung
desselben ist der starke eiserne Reif c festgenietet,
und mit diesem ist durch Schraubenbolzen der mit Flantsche versehene, auf der
Innenseite conische Eisenring d verbunden. Die Innen
seite der Convertermündung wird von einem aus feuerfestem Material bestehenden, in
einem Stücke geformten Ringe e, e gebildet, welcher
durch den Ring d an seiner Stelle gehalten wird; soll
e wegen Beschädigung ausgewechselt werden, so
bestreicht man nach dem Lösen von d den neuen Ring e auf den mit dem Futter a*
und der Innenseite von d zusammenstoßenden Flächen mit
einem Gemenge von Ganister und feuerfestem Thon und schraubt hernach d wieder auf, so daß eine möglichst vollkommene Dichtung
erzielt wird.
Die Oeffnung des auf diese Weise gebildeten beweglichen Mundstückes kann in manchen
Fällen so eng gemacht werden, daß die von der Verbrennung des im verarbeiteten
Roheisen enthaltenen Kohlenstoffes etc. herrührenden gasförmigen Producte unter
einem Drucke zurückgehalten werden, welcher weit höher als der atmosphärische ist,
so daß die Verbrennung im Converter „unter Hochdruck“ erfolgt,
wie bei den früher beschriebenen neuen Bessemer'schen
Schmelzöfen.Polytechn. Journal, 1889, Bd. CXCIII S. 376. Die Gefäßmündung muß in diesem Falle stärker zusammengezogen seyn, als in Fig. 22 dargestellt ist,
damit die Verbrennungsgase unter beträchtlichem Drucke zurückgehalten werden,
anstatt frei zu entweichen, wodurch eine weit intensivere Hitze erzeugt und dem
Metalle mitgetheilt wird.
Der auf diese Weise zu erzeugende Druck soll dem Wärmeerzeugungs-Vermögen des
in Arbeit genommenen Kohleeisens und der Menge des der Charge zugesetzten Stabeisens
oder Stahles entsprechen, daher sich bezüglich der anzuwendenden Pressung eine
bestimmte Regel nicht aufstellen läßt; indessen gibt Bessemer als Anhaltspunkt für den Arbeiter an, daß zur Umwandlung der
reineren Sorten von schwedischem Holzkohlenroheisen und des halbirten oder des
weißen, mit grauem gemengten Hämatitroheisens ein Druck im Gefäße von 8 bis 15 Pfund
per Quadratzoll erforderlich ist, wohingegen ein
Druck von nur 3 bis 4 Pfund von geringem praktischem Vortheil ist, und ein Druck von
weniger als 2 Pfund per Quadratzoll keinen Nutzen
gewährt. Selbstverständlich muß die Pressung des dem Converter zugeführten
Gebläsewindes entsprechend dem durch die in der Birne aufsteigenden Gase
verursachten Gegendruck verstärkt werden.
Bessemer bemerkt jedoch, daß das Verfahren, den
Gegendruck durch bloße Verengerung der Convertermündung hervorzubringen, nicht die
wünschenswerthe Leichtigkeit darbietet, den Druck im Verlaufe des Processes
reguliren zu können, während gleichzeitig durch die Anhäufung von Schlacken an der
Mündung der Querschnitt der Oeffnung so verengert werden kann, daß die Zuführung des
Windes durch die Düsen verzögert wird. Aus diesen Gründen empfiehlt Bessemer eine ziemlich weite Mündung anzuwenden, welche
mit einem beweglichen conischen Stopfen versehen wird, der am Ende einer eisernen
Stange befestigt ist, wie in Fig. 22 ersichtlich. Das
aus feuerfestem Thon bestehende Stück f ist kreisrund,
und bei f* ausgeschweift, damit die Flamme von der
Eisenstange g abgelenkt wird und auf dieselbe nicht zu
stark wirken kann. Diese Stange ragt aus der Hinterwand des Converterhauses vor,
oder ruht auf einem eisernen Träger oder Rahmen, welcher mit den die Birne tragenden
Pfeilern verbunden ist, und der Conus f wird mittelst
einer Schraube oder eines Hebels in die Convertermündung tiefer hineinbewegt oder
aus derselben zurückgezogen, so daß man auf diese Weise den Querschnitt des
ringförmigen Raumes e*, e*
zu vergrößern oder zu verkleinern und die Pressung der im Converter eingeschlossenen
Gase zu reguliren vermag.
Der Druck der im Converter zurückgehaltenen Gase wird dem Arbeiter durch ein von Bessemer hierzu construirtes Quecksilbermanometer
angezeigt.
Wenn geschmolzenes oder umgeschmolzenes Roheisen oder gefeintes Eisen mit Hülfe von
Kali- oder Natronsalpeter oder anderen oxydirenden Salzen ganz oder
theilweise entkohlt (in Stabeisen oder Stahl verwandelt) wird, so wird eine große
Menge Wärme absorbirt und latent gemacht, wodurch das Metall das Bestreben erhält,
rasch zu erstarren, daher es die Gießformen nicht gehörig ausfüllen kann, ohne
umgeschmolzen zu werden.
Um diesen Uebelstand zu beseitigen und in diesem Falle die Temperatur des Metalles
bei dem Umwandlungsprocesse in solchem Grade zu steigern, daß es sich vollständig in
die gewünschte Form bringen läßt, bevor es erstarrt, empfiehlt Bessemer, in der bereits im Vorstehenden gedachten Weise die
Umwandlungsapparate aus starken, gut vernieteten und bestens abgedichteten
Eisen- oder Stahlplatten herzustellen und nöthigenfalls mit starken
Eisenreifen zu umlegen. Die Mündung des Gefäßes wird sehr eng, und zwar wie bei dem
zuerst beschriebenen Converter, aus einem gut gebrannten Ringe von feuerfestem Thon
angefertigt, in welchen ein aus dem gleichen Material bestehender langer, conischer
Pfropf paßt. Dieser Pfropf ist an einem langen, in Führungen beweglichen Stabe
befestigt, durch den er in der Mitte der Gefäßmündung erhalten wird. Der zwischen
dem Pfropf und der Innenseite der Gefäßmündung bleibende Raum bestimmt die Größe der
Oeffnung für die bei der Zersetzung der angewendeten Salze entwickelten, aus dem
Gefäße abziehenden Gase; der Druck wird mittelst einer Feder oder eines belasteten
Hebels regulirt, welcher auf den Stiel des Thonpfropfes wirkt.
Diese Einrichtung ist in Fig. 23 abgebildet,
welche den Verticalschnitt des oberen Theiles eines Umwandlungsgefäßes oder einer
Kammer darstellt, in welcher Kohleeisen nach dem für Bessemer im März 1868 patentirten VerfahrenPolytechn. Journal Bd. CXCI S.
216. durch Injection von geschmolzenem Salpeter in das flüssige Metall gefrischt
werden soll. Das Gehäuse oder der Mantel h des Gefäßes
oder der Kammer besteht aus starken, fest mit einander vernieteten und an allen
Verbindungsstellen sorgfältig abgedichteten Eisen- oder Stahlplatten, welche
einem Drucke von fünf bis zehn und mehr Atmosphären zu widerstehen vermögen. Um das
Ausfüttern des Gefäßes zu erleichtern, ist der obere Theil nach dem Losbolzen der
starken Flantschen h¹ abnehmbar. Außen ist das
Gefäß durch einen oder mehrere angenietete Reifen h² verstärkt. Der Gefäßmantel h wird in
gewöhnlicher Weise durch ein Futter i von Scharmotte,
Ganister etc. vor der im Inneren erzeugten hohen Temperatur geschützt, welches,
bevor man den Converter
in Gebrauch nimmt, sehr stark erhitzt wird, damit es später dem Metalle weniger
Wärme entzieht.
Am oberen Theile des Domes ist ein eiserner Ring m
festgenietet, und auf diesem ein anderer, mit Flantsche versehener Ring n befestigt. Die innere Seite dieses Ringes ist conisch
gestaltet und umfaßt den entsprechend geformten, aus feuerfestem Thon angefertigten
Ring p, durch welchen die während des Processes
gebildeten Gase entweichen. An der Führungsstange r ist
ein aus feuerfestem Thon oder Eisen bestehender conischer Stopfen g befestigt, um die durch den Thonring p gebildete Oeffnung zu verschließen oder zu verengern;
zur Regulirung des Druckes ist das obere Ende der Stange r mit Gewichten s im erforderlichen Grade zu
belasten. Die Stange selbst ist vertical auf- und abwärts beweglich, indem
sie durch die bei t ersichtlichen, an dem knieförmig
gebogenen Abzugsrohre u angebrachten röhrenförmigen
Führungen und Stopfbüchse hindurchgeht. Das Abzugsrohr führt die Verbrennungsgase
aus dem Converter in eine Esse ab. An der einen Seite des Gefäßes oder der Kammer
ist ein Ansatz v angebracht, auf dessen oberem Theile
ein aus feuerfestem Thon bestehender Ring w liegt,
welcher durch den conischen Eisenring x festgehalten
wird. Die Oeffnung des Ringes w dient zum Eingießen des
flüssigen Metalles in das Umwandlungsgefäß, worauf der mit Thon beschlagene
kegelförmige Stopfen y in diese Oeffnung hinabgelassen
und mittelst des Gewichtes z in derselben festgehalten
wird, so daß während des Umwandlungsprocesses keine gasförmigen Substanzen
entweichen können. Der Stopfen y hängt sammt seinem
Stiele und dem Gewichte z während des Einfließens des
Metalles in der in der Zeichnung angegebenen Lage an einer Kette. Sobald das
flüssige Metall mit dem Salpeter etc. in Berührung kommt, entwickeln sich sofort
bedeutende Massen von gasförmigen Stoffen, welche sich, anstatt aus dem Converter zu
entweichen, rasch in demselben anhäufen, bis der Druck im Inneren so stark wird, daß
er den Stopfen g hebt, worauf die Gase durch die in
dieser Weise entstehende kleine ringförmige Oeffnung abziehen; der Druck wird dabei
mit Hülfe der Belastung bei s regulirt. Hierbei erfolgt
die Verbrennung des in dem flüssigen Eisen enthaltenen Kohlenstoffes durch den
Sauerstoff der zersetzten Salpetersäurefalze unter einem bedeutenden Drucke und die
entstandenen gasförmigen Producte werden in hohem Grads verdichtet, wodurch ihre
Temperatur bedeutend erhöht und die so erzeugte intensive Hitze dem Metalle
mitgetheilt wird, daher dieses länger flüssig bleibt.
Tafeln