| Titel: | Handziegelpresse von HenryClayton und Howlett in London. |
| Fundstelle: | Band 196, Jahrgang 1870, Nr. XXXII., S. 115 |
| Download: | XML |
XXXII.
Handziegelpresse von HenryClayton und Howlett in London.
Nach Engineering, Januar 1870, S.
48.
Mit Abbildungen auf Tab.
II.
Clayton und Howlett's Handziegelpresse.
Die von Henry
Clayton, Son, and
Howlett (Atlas Works,
Harrow-road, London) construirte zweikammerige Handziegelpresse, von
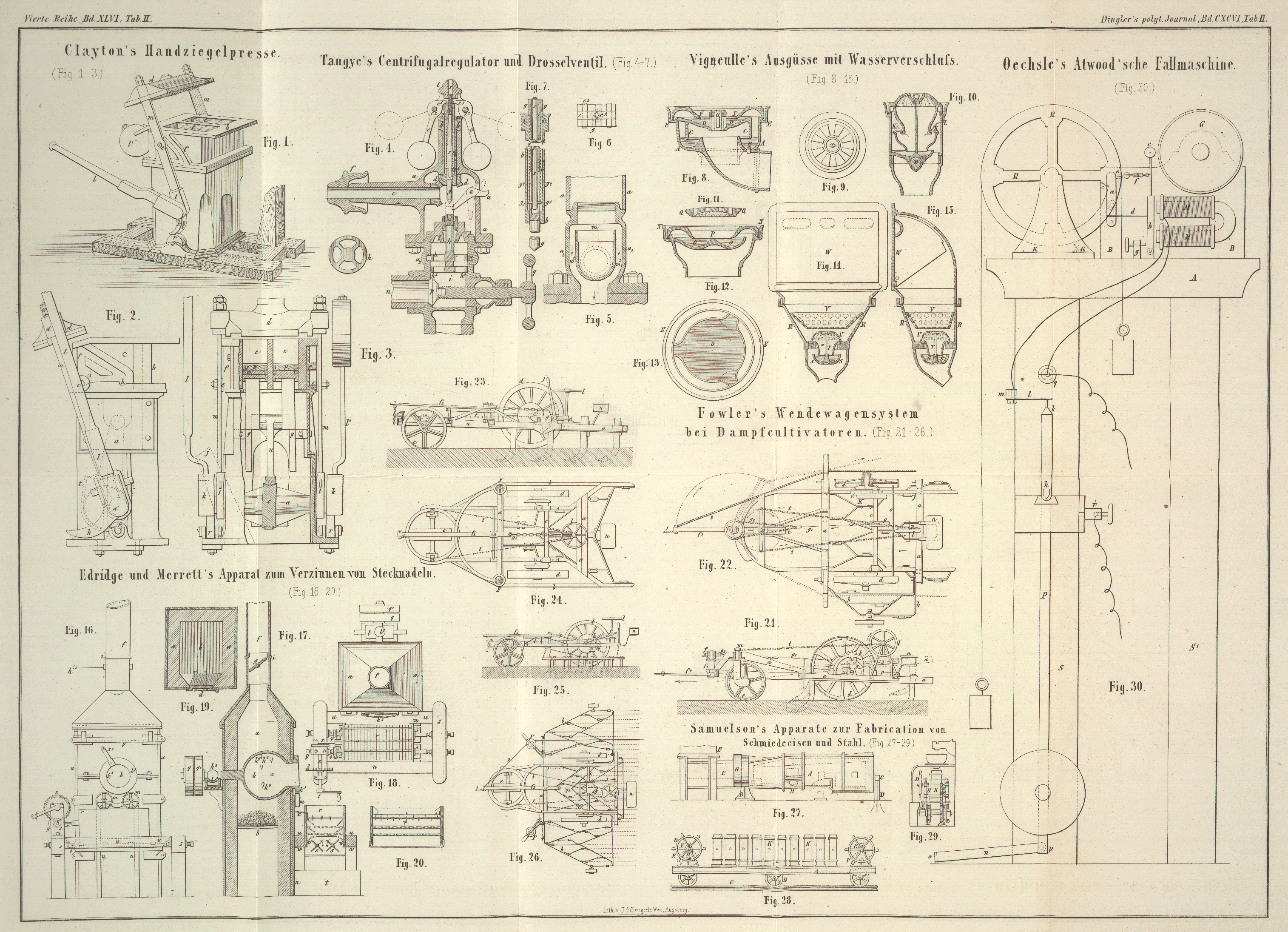
welcher Figur
1 eine perspectivische Ansicht, Figur 2 eine Seitenansicht
und Figur 3
einen verticalen Schnitt darstellt, ist besonders dazu bestimmt Betonziegel, feuerfeste Ziegel, auch Kohlenklein, überhaupt jedes
halbtrockene Material zu formen.
Diese Ziegelpresse ist bereits in Frankreich vielfach eingeführt und vorzugsweise in
der Umgegend von Paris in Verwendung, wo sehr viele Gebäude aus Betonziegeln gebaut
werden. Auch in England findet dieselbe großen Anklang, welcher durch die zur
letzten Ausstellung des Smithfield Club eingesandten Musterziegel gefördert
wurde.
Die Maschine besteht aus einem gußeisernen Gestell, welches oben den ebenfalls
gußeisernen Formkasten b trägt, der aus zwei
Abtheilungen c, c besteht. Die Innenwände derselben sind
entsprechend der Größe und Gestalt der herzustellenden Ziegel glatt ausgehobelt.
In jeder Formkammer c befindet sich ein Kolben p im Ganzen mit der Kolbenstange, welche in Führungen
g des Gestelles gleiten und die Kolben auf-
und abbewegen.
Wie im Schnitt in Figur 3 ersichtlich ist, sind die Kolben längs den Rändern
ausgeschnitten. In die Einschnitte sind die Stahlstreifen s,
s eingepaßt, welche leicht erneuert werden können, wenn sie abgenutzt sind.
Unterhalb diesen Einschnitten liegen die im Kolbenkörper angebrachten Ruthen zur
Aufnahme eines mit Oel getränkten Wollstrickes. Das Schmieröl wird durch kleine, mit
Schrauben verschließbare Oeffnungen eingelassen; es bewerkstelligen demnach die
Kolben bei ihrem Auf- und Abgang eine Schmierung der Wände der Formkammern.
Um nöthigenfalls die Schmierpackung untersuchen zu können, sind die Obertheile der
Kolben zum Abnehmen eingerichtet.
Was die Bewegung der Kolben anbelangt, so geht dieselbe von der Preßwelle a aus, welche quer im unteren Theil des Gestelles
gelagert und in der Mitte mit dem angegossenen Excenter x versehen ist. Letzteres wirkt auf die Schubstange u, deren oberer Theil mit den beiden Kolbenstangen verbunden ist.
Ueber dem Formkasten befindet sich der Deckel d,
beiderseits mit starken schmiedeeisernen Lenkstangen m
versehen, welche am unteren Ende mit den Bügeln t die
Welle a umgreifen.
Am äußeren Ende der Preßwelle a sitzen die angegossenen
Hebedaumen k, k, welche auf die fix gelagerten Rollen
r, r drücken und im oberen Theile behufs Aufnahme
der Hebestangen l, l' ausgehöhlt sind.
An den Lenkstangen m des Deckels sind Drehzapfen e, e angebracht, welche in Ruthen der an zwei
Seitenwänden des Formkastens b befestigten
Führungsplatten f, f gleiten.
Zur Regulirung der Dicke, auf welche die Ziegel gepreßt werden sollen, dient der auf
dem hölzernen Untergestell der Maschine aufgestellte Anschlagklotz j.
In Figur 2 und
3 sind die
verschiedenen Theile in der Stellung gezeichnet, bei welcher die Füllung der
Maschine vorgenommen wird, d.h. die Kolben nehmen ihre tiefste Lage ein. Das
Material wird aufgegeben, doch ohne über den oberen Rand angehäuft zu werden.
Ist dieß geschehen, so wird der Deckel übergeschoben, indem die Lenkstangen m in die verticale Lage gebracht werden, wobei die
Gleitzapfen e in den unteren horizontalen Ruthen der
Führungsplatten f sich bewegen, endlich in die
Einschnitte h einfallen, so daß der Deckel d vollkommen auf dem Kastenrand b ruht.
Alsdann werden die Preßhebel l, l' nach der rechten Seite
der Maschine geworfen; hierdurch schiebt das Excenter x
die Kolben p aufwärts und die Ziegel werden gepreßt.
Wenn nun die Hebel l, l' rasch zurückgezogen werden, so
stoßen die Daumen k auf die Rollen r und heben
die Welle a mit Allem was mit ihr in Verbindung steht,
also die Kolben und den Deckel, bis die oberen Kolbenflächen in das Niveau des
Randes des Formkastens gelangen; gleichzeitig gleiten die Zapfen in den geneigten
Ruthen der Führungsplatten hinauf und wenden die Lenkstangen mit dem Deckel
seitwärts nach links.
Auf diese Weise werden die Preßziegel aus der Form befördert, deren Wände (wie
nochmals hervorgehoben wird) durch den Schmierring bei w
bei jedem Kolbenhub eingeölt werden.
Schließlich führt der Arbeiter den Hebel l – und
damit auch l', welcher zur Verstärkung der Preßkraft mit
einem Gewicht versehen ist – halb zurück. Die Daumen k gestatten den Niedergang der Welle und der Kolben; ebenso gleiten die
Zapfen e in den verticalen Führungsnuthen abwärts,
überhaupt nehmen die einzelnen Theile die Anfangsstellung (Fig. 2 und 3) wieder ein.
Da die Preßwelle a unten in den Lenkstangen m aufgehängt gelagert ist, so nehmen diese Stangen den
ganzen Druck der Kolben auf, weßhalb sie, um diesen Zug auszuhalten, hinreichend
stark und aus Schmiedeeisen hergestellt sind.
Die ganze Presse ist höchst einfach construirt und der rauhen Behandlung beim
Ziegelformen gemäß gebaut.
J. Z.
Tafeln