| Titel: | Stewart's Röhrenabschneidmaschine. |
| Fundstelle: | Band 196, Jahrgang 1870, Nr. CXXXII., S. 495 |
| Download: | XML |
CXXXII.
Stewart's Röhrenabschneidmaschine.
Nach dem Mechanics' Magazine, Januar 1870, S.
8.
Mit Abbildungen auf Tab.
IX.
Stewart's Röhrenabschneidmaschine.
Diese in Figur
1 bis 3 abgebildete Röhrenabschneidmaschine ist nach den Plänen von Andrew und
James Stewart in Glasgow (Clyde
Tube Works, 30, St. Enoch Wynd) und zwar
vorzugsweise zum Schneiden von schmiedeeisernen Röhren construirt, aber ebenfalls
gut anwendbar für messingene, kupferne oder gußeiserne Röhren.
Die Maschine wird seit 18 Monaten in Stewart's Werken verwendet und schneidet in 10 Arbeitsstunden 360
Kesselröhren von 3 1/2 Zoll Weite an beiden Enden, resp. 720 Rohrenden ab. Der
Schnitt kann an beliebigen Stellen mit der größten Genauigkeit und Reinheit
bewerkstelligt werden.
Eine Gattung der Maschinen ist für 1 1/4 bis 9-, eine zweite für 1 1/2 bis
12zöllige Röhren gebaut; doch kann sie für beliebige Rohrstärken ausgeführt werden.
Die Bedienung ist leicht und die Construction eine solche, daß Störungen nicht
leicht vorkommen können.
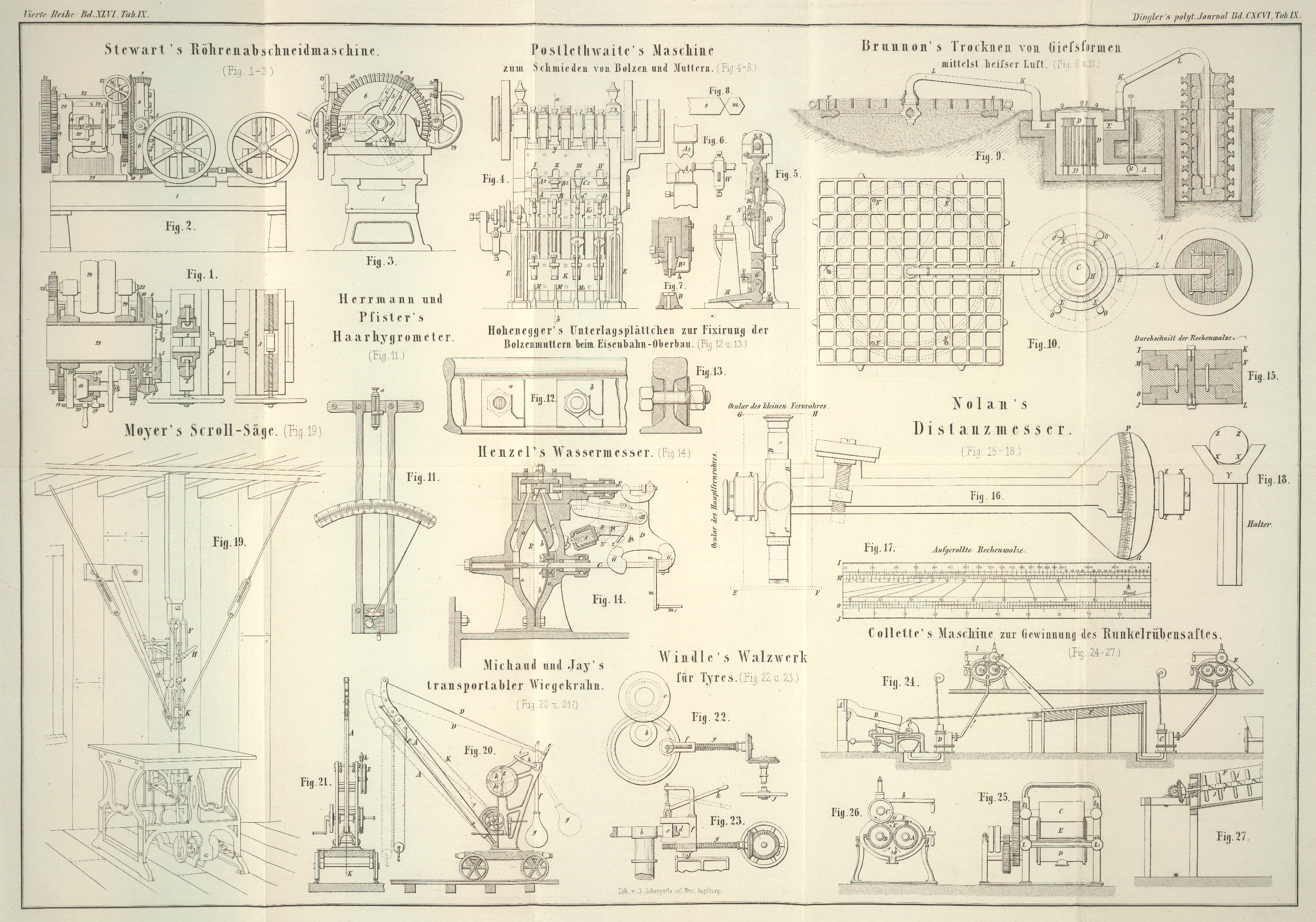
Figur 1 stellt
den horizontalen Schnitt, Figur 2 eine
Seiten- und Figur 3 die vordere Ansicht dieser Maschine dar.
Das Gestell 1 ist aus Gußeisen und jenem einer Drehbank nicht unähnlich. Links ist
das Schneidwerk in den Docken 29 gelagert und rechts die verstellbaren Supporte 2
und 3 zum Festhalten der zu schneidenden Röhre 4.
Die Schneidstähle 5 sind radial im Futter 6 eingespannt und werden während der Arbeit
allmählich selbstthätig gegen den Mittelpunkt
vorgeschoben. Aus diesem Grunde gleiten die Stahlhalter 7 in radialen Nuthen auf der
vorderen Futterscheibe und zwar nach Maaßgabe der Drehung der radial gestellten
Schrauben 8, an deren Ende conische Getriebe 9 festgekeilt sind, welche durch das
Kegelrad 10 in Umdrehung gesetzt werden. Letzteres sitzt lose auf der Achse 28 des
Futters 6 und bewegt sich langsamer oder schneller als dieses. Statt dieser
Bewegungsübertragung kann auch eine solche mit Frictionsrädern angeordnet
werden.
Was die radiale Verschiebung der Messer betrifft, so ist an das Kegelrad 10 das
Spurrad 11 angegossen und im Eingriff mit dem Getriebe 12 auf der Welle 13. Die
Bewegung desselben geht von der Futterachse 28 aus, nämlich von dem festgekeilten Zahnrad
15 im Eingriff mit dem auf der Welle 13 sitzenden Getriebe 14.
Von dem Unterschied der Umdrehungszahlen der Räder 14, 15 und 11, 12 hängt die Größe
der Vorrückung der Messer 5 ab.
Der Antrieb der Maschine erfolgt durch einen auf die Scheibe 24 auflaufenden Riemen.
Die Antriebsachse 23 pflanzt die Drehung auf die Räder 22 und 21 fort, welches
letztere Rad fest auf der Achse 28 sitzt.
Die Achse 28 des Futters 6 ist, wie im Schnitt Figur 1 zu sehen, hohl,
damit die abzuschneidenden Röhren eingeführt werden können. Es kann aber das Futter
auch auf einer massiven Spindel aufgesteckt seyn, über welche die Werkzeughalter
weit genug vorstehen.
Um die Verschiebung der Messer 5 einzuleiten oder abzustellen, ist auf der seitlich
gelagerten Welle 13 eine Frictionskuppelung 16 angebracht, während mit Hülfe des
Rades 17 die Stellung der Messer durch die Hand erfolgt. Der vom Hebel 19 ringförmig
umschlossene Gleitmuff der Kuppelung 18 wird durch Drehung des Griffes an der
rechten und linken Schraube 20 ein- oder ausgerückt.
Die Riemengabel ist an der Zahnstange 25 fest, welche durch das Handrad 27 und
Getriebe 26 verstellt werden kann.
Tafeln