| Titel: | Maschine zum Schmieden von Bolzen und Muttern von G. R. Postlethwaite und Comp. in Birmingham. |
| Fundstelle: | Band 196, Jahrgang 1870, Nr. CXXXVII., S. 500 |
| Download: | XML |
CXXXVII.
Maschine zum Schmieden von Bolzen und Muttern von
G. R. Postlethwaite und
Comp. in Birmingham.
Nach dem Engineer, November 1869, S.
303.
Mit Abbildungen auf Tab.
IX.
Postlethwaite's Maschine zum Schmieden von Bolzen und
Muttern.
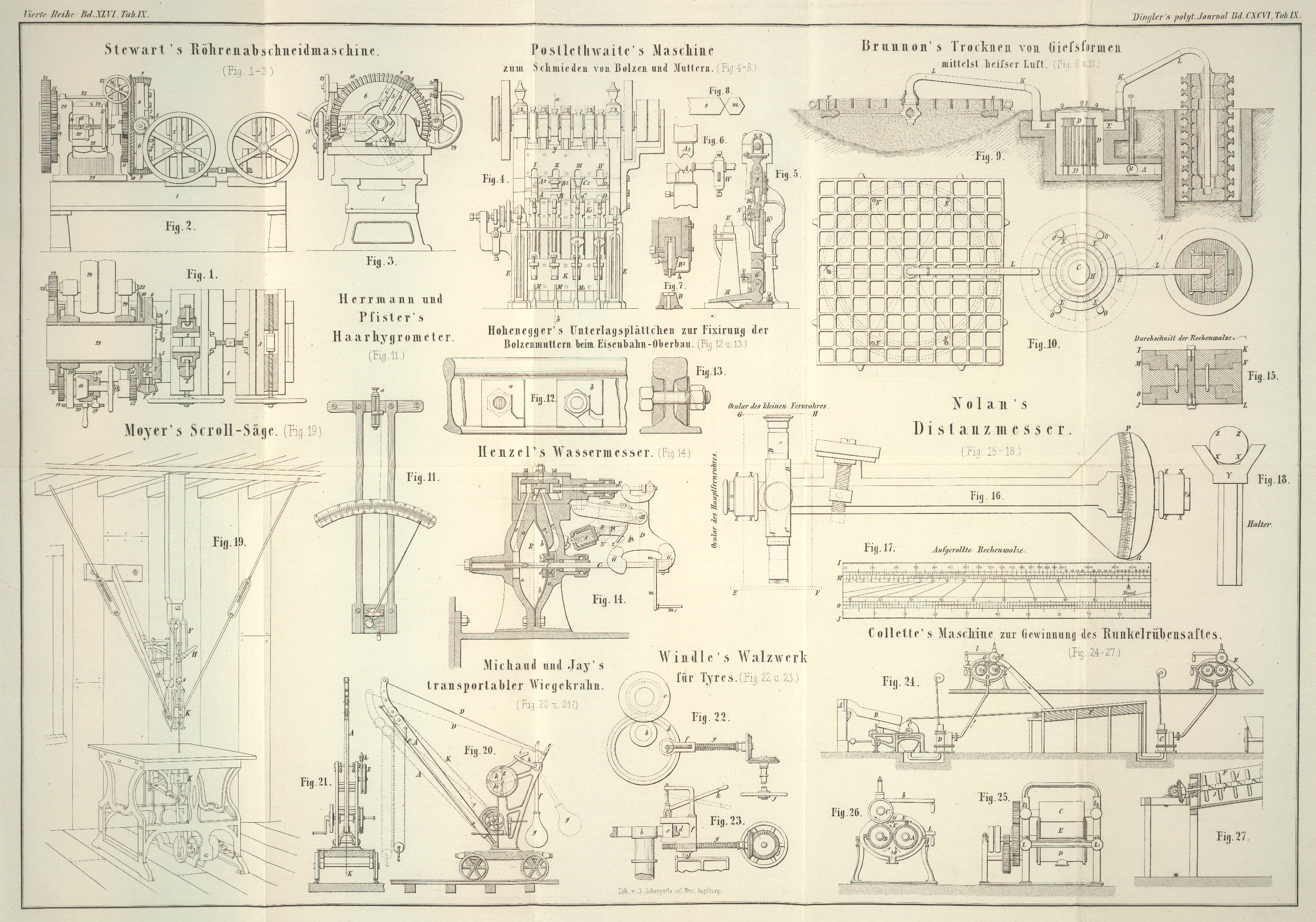
Figur 4 stellt
in der Vorderansicht eine Schmiedemaschine zur Verfertigung von Schraubenmuttern,
Bolzen und ähnlichen Artikeln dar, welche von Postlethwaite construirt und patentirt wurde, und derzeit mit dem besten
Erfolg in Thätigkeit seyn soll. Figur 5 ist ein Schnitt
nach der Linie ab, wobei die Maschine speciell zum
Bolzenschmieden hergerichtet ist.
Verfertigung von Muttern. – Bei Anfertigung von
Schraubenmuttern wird ein erhitzter Eisenstab, dessen Ende entsprechend vorgerichtet
ist, in der Abtheilung I der Maschine auf das Untergesenk A gelegt und zwischen zwei seitlichen Führungsplatten bis gegen einen auf
der Rückseite befindlichen Anschlag geschoben. Alsdann wird der Tritt M durch den Fuß des Arbeiters niedergedrückt, demzufolge
das Untergesenk gehoben und in den Wirkungsbereich des Obergesenkes A² gebracht wird. Mit diesem Aufgang von A wird der soeben genannte Anschlag, welcher um ein
Scharnier beweglich ist, zurückgedrängt, wie aus Figur 6 ersichtlich
ist.
Das Obergesenk beginnt seine Wirkung auszuüben, indem es das Ende des glühenden
Eisenstabes mit mehreren Schlägen oder Niedergängen in das Gesenk hineintreibt. Das
Resultat dieser Gesenkschmiede ist, daß die geformte Mutter m noch leicht an dem Eisenstab s hängt, wie dieß in Figur 8
skizzirt ist. Es wird dabei die Mutter nicht allein geformt, sondern auch die
nächste bereits begonnen.
Man bringt nun den Eisenstab mit der anhängenden Mutter in die Abtheilung II der
Maschine, deren wirksamer Theil in Figur 7 ersichtlich
gemacht ist. Hier wird nämlich die Mutter gelocht, indem durch das Niedertreten des
Trittes M der Lochstempel B² einwirken kann. Gleichzeitig senkt sich dabei das Hülfsgesenk h auf die im Locheisen B
ruhende Mutter, weßhalb bei dem Lochen eine allenfallsige Ungleichheit in der
äußeren Form der Mutter ausgeglichen und letztere von der Eisenstange abgetrennt
wird. Die Vollendung, nämlich das Glätten der Muttern, wird in den Gesenken C, C² und D,
D² der Abtheilung III und IV erzielt.
Man kann indeß Muttern auch nach einem anderen Verfahren verfertigen. Die begonnene
Arbeit kommt von I (A, A²) nach II, wobei der
Lochstempel dahin abgeändert ist, daß der Putzen nicht vollends ausgestoßen wird,
sondern zur Hälfte von der Unterseite vorsteht. In den Seitentheilen E, E der Maschine wird sodann diese Operation mit einem
Durchschlag vollendet.
Die auf einen Dorn aufgesteckte Mutter gelangt zur Glättung in die Abtheilung III, in
IV werden die Ecken abgerundet und das Loch vollkommen rund gepreßt, indem die
Mutter auf einen im Untertheil steckenden Zapfen geschoben werden kann. Der
Oberstempel schließt die Mutter beim Niedergang ein und gibt die gewünschte
Gestalt.
Verfertigung von Bolzen. – Zur Fabrication von
Bolzen, Nietbolzen u. dergl. nimmt man entweder Rundeisen von der Stärke des
Schaftes oder das Eisen wird vorerst zur nöthigen Dicke und Form durch Gesenke in
der Abtheilung III ausgeschmiedet.
Die vorgerichtete glühende Stange wird in II in das Untergesenk B gebracht und durch Niedertreten des Trittes M, dabei Heben des Gleitstückes G in den Wirkungsraum des Oberstempels B² geführt. Es ist selbstverständlich, daß dieser Arbeit die
betreffende Auswechselung der Gesenke vorhergeht.
Mit der Hebung von G senkt sich die Kopfpfanne B², wodurch das vorstehende Ende des Eisenstabes
umschlossen wird; der auf- und niedergehende Stempel y formt alsdann den Bolzenkopf.
Beim Aufgang dieses Stempels und Loslassen des Trittes M
geht das Gleitstück G abwärts, wobei die Pfanne B² durch eine entsprechende Hebelverbindung vom
Untertheil abgehoben wird.
Um den Bolzen herauszuwerfen, faßt man den Hebel S und
neigt denselben mit dem Untertheil nach vorn, wobei die Spindel (Fig. 5) den Bolzen herausschiebt. Der
Kopf desselben kann noch in III und IV nachgearbeitet werden.
Kurze Bolzen können auf der Maschine gepreßt und durch geeignete Gesenke auf eine
größere Länge ausgeschmiedet werden.
Zur Entfernung scharfer Ränder (Grath) von den Bolzen ist seitlich eine rotirende
Fräse angebracht.
Unsere Quelle spricht sich über die durch die beschriebene Maschine verfertigten
Bolzen und Muttern sehr anerkennend aus.
Tafeln