| Titel: | Maschinelle Vorrichtung um kleine Gußstücke unter Druck herzustellen. |
| Fundstelle: | Band 198, Jahrgang 1870, Nr. XLIX., S. 201 |
| Download: | XML |
XLIX.
Maschinelle Vorrichtung um kleine Gußstücke unter
Druck herzustellen.
Nach Engineering Februar 1870, S. 83; aus dem Berggeist
Nr. 78.
Mit Abbildungen auf Tab.
IV.
Maschine zur Herstellung kleiner Gußstücke unter Druck.
Die Figuren
7–10 stellen eine für John J. C. Smith in Somerville und Jesse A. Locke in Boston, Vereinigte Staaten, patentirte Maschine
dar, welche zur Anfertigung von Messing-,
Rothguß- und anderen Gegenständen gebraucht werden kann, und sich wesentlich auf die folgenden
Grundsätze und Erfahrungen zurückführen läßt.
Kleinere Gegenstände lassen sich am besten in stählernen oder anderen Metallformen
abgießen, weil eine solche Form sehr dauerhaft ist und eine sehr große Menge von
Abgüssen gestattet. Dabei tritt indeß leicht der Umstand ein, daß jede irgendwie
leicht abschreckbare Legirung rasch abkühlt und erstarrt, ehe die Form angefüllt
ist, wenn man nicht die Vorsicht gebraucht, letztere bis zu einem gewissen Grade
anzuwärmen. Die rasche Abkühlung gestattet es dabei kaum, einen nennenswerthen Druck
auszuüben, wenn dieser nicht durch einen augenblicklich wirksamen Apparat wie der zu
beschreibende herbeigeführt wird.
Selbst bei der Anwendung eines solchen bildet sich sehr leicht eine
unzusammenhängende, ungleichförmige Gußhaut von rauher und poröser Beschaffenheit,
welche das Aussehen des Gusses beeinträchtigt. Auch wenn die Metallformen so stark
erhitzt werden, daß bis zu einem gewissen Grade die rasche Abkühlung vermieden wird,
ist ein Anbacken des Metalles an die Wände der Form schwer zu vermeiden, und es ist
dieses vorzugsweise mit den Legirungen aus Kupfer und Zinn der Fall. Endlich sey noch erwähnt, daß die
bedeutende Ausgabe, welche mit der Anschaffung von Metallformen verbunden ist, sich
nur bei einer äußerst begrenzten Zahl von Gegenständen rechtfertigen läßt, wo eine
große Anzahl Stücke derselben Form verlangt wird.
Um allen diesen Umständen abzuhelfen, haben sich Smith und
Locke dahin geeinigt, zur Anfertigung der Formen des unter besonderen
Vorsichtsmaßregeln zubereiteten gebrannten Thones sich zu
bedienen, dessen Haupteigenschaften seyn müssen:
1) Nichtleiten der Wärme;
2) genügende Festigkeit, Dichtigkeit und Härte, um dem Guß zu widerstehen;
3) ausreichende Porosität, um den Giesgasen Auswege zu gestatten.
Solche Formen werden, nach mehrfachen Versuchen, aus feinem feuerfesten Thon
dargestellt, welcher mehrmals geschlämmt, getrocknet und gerieben, im Zustand eines
feuchten Pulvers angewandt und in einer besonderen Presse auf die Modelle gepreßt
wird, um nach einander zwei Kastenhälften darzustellen. Die gewöhnlich aus Metall
bestehenden Modelle werden mit feinem Oel, am besten Paraffinöl, überzogen und dann
mit einem Schlicker aus demselben Thonstaub, wie er zu den Formen bestimmt ist,
bestrichen, der seine Feuchtigkeit an den Thonstaub vollständig abgibt.
Die Presse besteht in einem starken vierseitigen Kasten von Eisen oder Metall, in dem sich ein
möglichst dicht schließender Stempel bewegt, der den feuchten Thonstaub
zusammenpreßt. Ist das Modellstück auf den Boden gelegt, so füllt man den Kasten mit
dem Staub und setzt den Stempel auf, welcher mit 300 bis 400 Pfund auf den
Quadratzoll niedergedrückt werden muß.
Man läßt die Form einige Minuten unter dem Druck verweilen, um die Vertheilung der
Feuchtigkeit zu erleichtern und nimmt dann den Stempel, wie auch den Boden fort, um
die dargestellte massive Formhälfte zu entfernen. Theilungsflächen versieht man
hierbei mit einem leichten Firnißüberzug, um das Anbacken zu verhindern und läßt
nunmehr die Formen in trockener Luft, dann in Darrkammern und schließlich in
Töpferöfen übergehen, wo sie zu harter Masse gebrannt werden. Sind sie vorsichtig
abgekühlt, so kann man sie sofort in Gebrauch nehmen; gut ist es, um das Schwinden
und Reißen zu vermeiden, etwas gebrannten Thon oder besser alte Formscherben unter
den frischen Thon zu bringen, also eine Art Chamottemasse herzustellen.
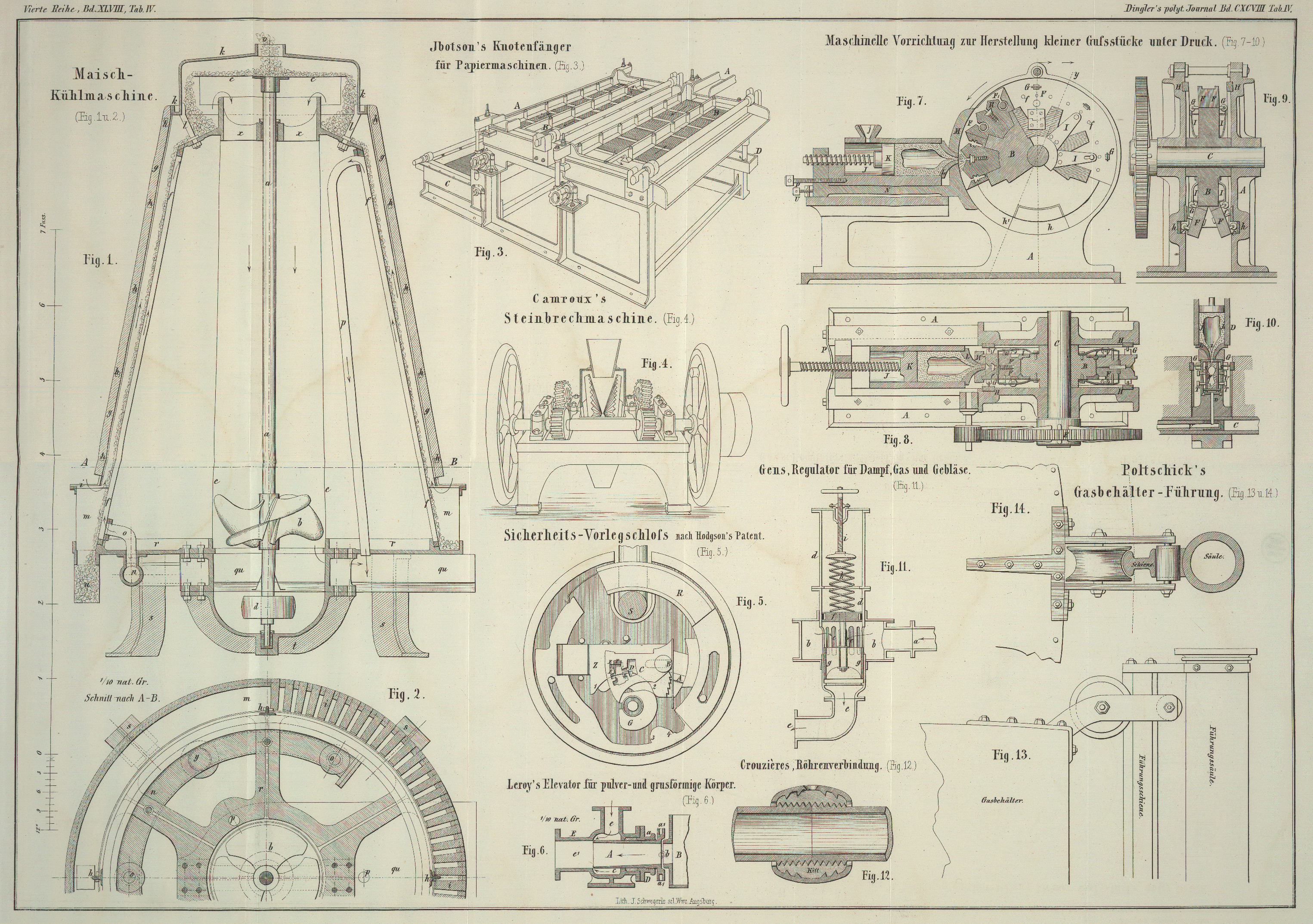
Fig. 7 stellt
eine Verticalansicht des Gießapparates dar, auf welcher das drehbare Rad mit den
Formen zum Theil im Durchschnitt, zum Theil in der äußeren Ansicht, zum Theil
weggelassen gedacht ist. Fig. 8 gibt einen
Horizontalschnitt des Apparates, der die sich selbst öffnenden und schließenden
Gießformen im deutlichen Durchschnitt zeigt, und Fig. 9 ist ein
Verticalquerschnitt, in welchem die beweglichen Theile nach der Linie y, y (Fig. 7) und die festen
Theile nach der Linie x, x (Fig. 7) durchschnitten
sind. Fig. 10
stellt endlich eine Modification des ganzen Apparates dar, bei welcher die Luft und
die Gase der Form durch die hohle Welle abgezogen werden können, um eine
vollkommenere Ausfüllung der zartesten Theile zu ermöglichen.
In allen Figuren stellt A, A einen mit Sohlplatte
versehenen fest aufgeschraubten Ständer dar; B ist eine
massive Scheibe, die sich auf der Welle C mittelst der
Zahnränder D, E zwischen beiden Ständern umdrehen läßt.
An dieser Scheibe B sind die Formhälften so befestigt,
daß sie sich genau zur vollständigen Form auf einander legen, welche Function
dadurch hervorgebracht wird, daß Frictionsrollen G, G
sich gegen die Bahnen H anlegen und nur an einer Stelle
in Vertiefungen h, h fallen, deren Boden in geneigter
Fläche in die Bahnfläche von H übergeht.
Die Stifte f, f werden durch das Auseinanderweichen der
Kastenhälften in deren Inneres getrieben und werfen die fertigen Abgüsse aus der
Form.
Das Reservoir für das geschmolzene Metall besteht in einem Cylinder J mit einem Kolben K, der
durch eine Schraube oder einen Hebel bewegt wird, um das Metall aus der abnehmbaren Nase oder
Gußspitze L hervorzutreiben. Der Trichter j wird angewandt, um das Reservoir in horizontaler Lage
zu füllen, während er bei verticaler Stellung entbehrlich seyn würde.
Eine Art Hülse M verschließt die Eingüsse der Formen und
wird nur durch die Mündung des Reservoirs zugänglich; um besser zu schließen und
vollkommen festzustehen, ist diese Hülse mit dem Bett N
des Reservoirs, resp. mit dem Ständer A fest verbunden.
Das ganze Bett N kann durch eine Feder P und eine Schraube O gegen
das Gießrad gedrückt werden.
Die Eingüsse F₁, F₁ der Formen sind gewöhnlich hermetisch verschlossen, um jedes
Austreten des Metalles vor dem Festwerden zu vermeiden, und nur wenn zu befürchten
ist, daß trotz aller Vorsicht etwas Metall zwischen die Flächen von M und die Formen getreten ist, muß der Verschluß
lockerer gehalten werden. Um jeden solchen Zwischenfall thunlichst zu vermeiden,
sind die Theile der Form zwischen den Eingüssen keilartig zugeschärft und der
Metallstrom erfährt beim Uebergang von einem Einguß zum nächsten fast keinerlei
Unterbrechung. Der Betrieb erfolgt in der Art, daß nach erfolgtem Ausschlichten des
Reservoirs J und seiner Theile, dasselbe mit Metall
gefüllt wird, wobei ein dünner Lehmpfropf die Mündung verschließt. Bei dem ersten
Druck auf den Stempel K fliegt der Pfropf in die
zunächst liegende Form und der erste Abguß wird Ausschuß, worauf dann die weiteren
Producte fehlerfrei ausfallen müssen.
Die Formen öffnen sich, sobald sie an den unteren Theil des Apparates gelangen, durch
die Wirkung der Federn I von selbst, und theils durch
die damit verbundene Erschütterung, theils in Folge des Vorrückens der Stifte f, f werden die fertigen Güsse herausgeworfen. Beim
Weitergehen schließen sich die Formen wieder, weil die Gleitrollen G auf die Bahnen H treten
und passiren später von Neuem den Gießtrichter.
Wenn die Stücke über 1/4 Pfund schwer sind, empfiehlt es sich keine continuirliche,
sondern eine intermittirende Bewegung anzuwenden, z.B. mittelst eines mit Lücken
versehenen Zahnrades.
Die in Fig. 10
dargestellte Abänderung des Apparates, für sehr dichte Güsse erwünscht, erläutert
sich von selbst. Das Gießreservoir ist vertical angebracht und mündet ebenfalls
innerhalb einer Verschlußhülse den Eingüssen gegenüber. Hierbei ist es aber
erforderlich den Verschluß der Formen nicht durch die Rollen G und Bahnen H allein zu bewirken, weil der
Druck zu groß ist.
Man wendet zusammengeschraubte Gießkästen an und wechselt sie nach jeder vollen Umdrehung des
Apparates lieber aus, als daß man unvollendete Güsse riskirte. Die Entfernung von
Luft und Gasen aus der Form erfolgt durch das Rohr V,
welches in eine die Form umschließende luftdichte Hülle U führt. Eine starke Luftpumpe oder ein Exhaustor zieht durch die hohle
Achse des Apparates die Luft aus, befördert die Schnelligkeit des Gusses und
indirect sein Gelingen. Für kleine Eisen- und Stahlgüsse wendet man wohl am
besten eiserne Formen an, welche aber, um das Abschrecken thunlichst zu vermeiden,
innen ausgeschlichtet oder überrostet seyn müssen.
Einen wirklichen Werth haben derartige Gießapparate aber doch nur für Messing- und Metallguß,
dessen Temperatur weniger hoch liegt und dessen Fabrication massenhaft betrieben
werden muß.
Die Hauptpunkte bei der Einführung des Verfahrens sind:
1) Wahl des geeigneten Formmateriales;
2) Wahl der geeigneten Umdrehungsgeschwindigkeit – beim Guß
selbst.
Für Schrauben, Ringe und andere in die Classe der Quincaillerie gehörigen Dinge ist ein solcher Zeit und Arbeit sparender
Apparat ein gut angelegtes Capital, sobald man im ausreichenden Besitz der
geeigneten Formmassen sich befindet und eine begrenzte Suite von Artikeln einfacher
Form nach Hunderttausenden herzustellen hat.
Tafeln