| Titel: | Ziegelmaschine von J. F. M. Pollock in Leeds. |
| Fundstelle: | Band 198, Jahrgang 1870, Nr. LXXIII., S. 296 |
| Download: | XML |
LXXIII.
Ziegelmaschine von J. F. M. Pollock in Leeds.
Nach Engineering, August 1870, S.
131.
Mit Abbildungen auf Tab.
V.
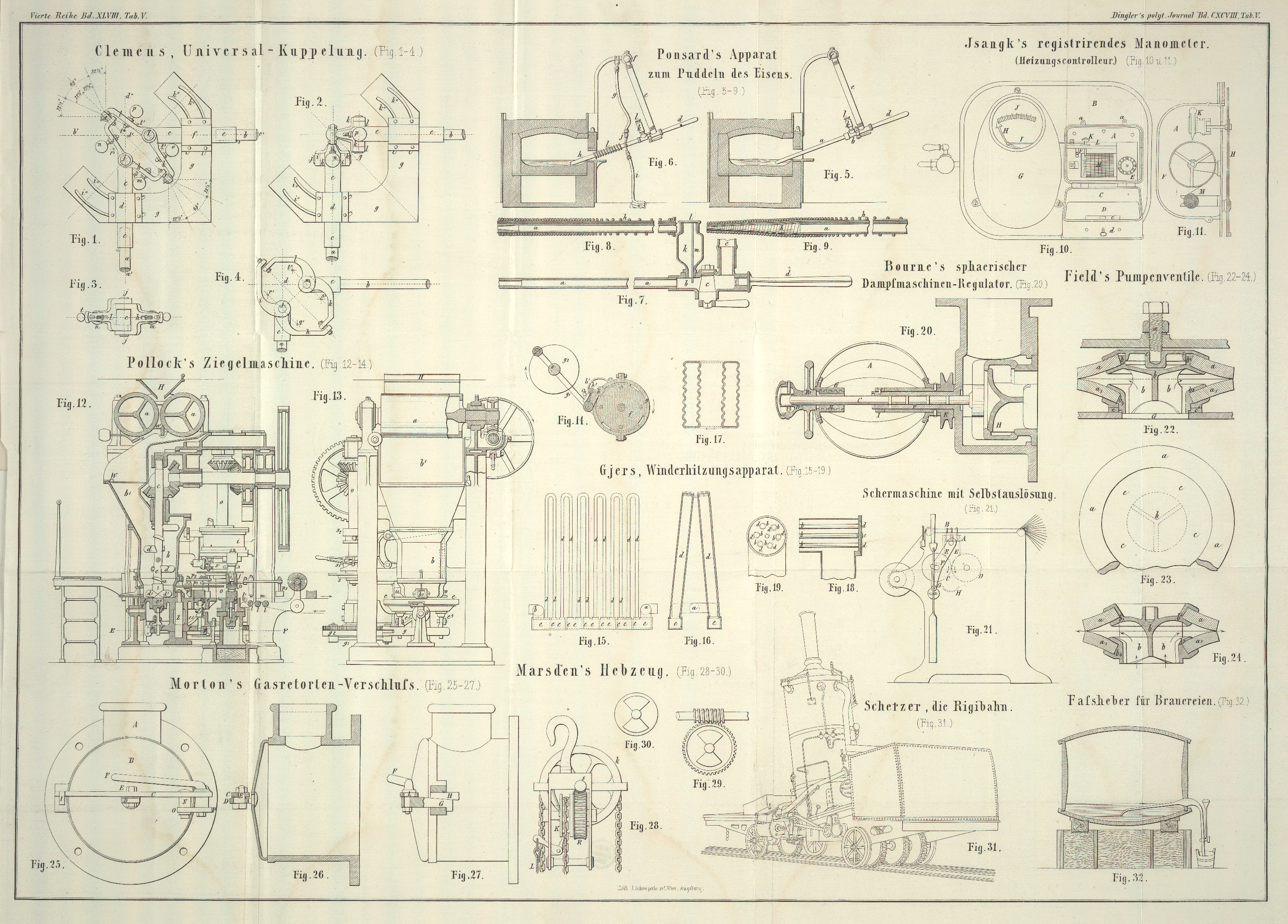
Pollock's Ziegelmaschine.
In einer der letzten Versammlungen der Manchester Institution
of Engineers hielt Pollock einen Vortrag über
Ziegelpreßmaschinen.
Nach einleitenden Bemerkungen über Geschichte und Eintheilung der Maschinen zur
Herstellung von Ziegelsteinen, ging der Vortragende zur Beschreibung der von ihm
construirten Maschine über, welche ihrer Wirkung nach zwischen der Naß- und
Trockenziegelpreßmaschine liegt und in Figur 12 bis 14 abgebildet
ist.
Wie aus den Abbildungen zu entnehmen ist, ruhen Walzmühle, Thonschneider
(Thonkneter), Formen und Presse mit ihren Antriebsmechanismen auf einer
gemeinschaftlichen Grundplatte. Das zu verarbeitende Material gelangt durch einen
Rumpf zum Quetschwalzwerk, von da zum Thonschneider, aus welchem das Material zu den
Formen kommt und dieselben der Reihe nach als compacte, gleichförmige Masse
anfüllt.
Man erhält auf diese Weise gewöhnliche, d.h. ungepreßte Ziegel, welche automatisch
sofort zur Presse geleitet und zwischen den Stempeln derselben gepreßt und
verdichtet werden.
Die Walzen des Zerkleinerungswertes werden durch Schraubenräder und Schrauben ohne
Ende betrieben, welche letztere in mit Oel oder einem anderen Schmiermittel gefüllte
Behälter eintauchen.
Der Thonschneider ist am unteren Ende mit einer durch einen Stellschieber
verschließbaren Oeffnung versehen, durch welche das Material dann abgeleitet wird,
falls im Inneren dieses Vorbereitungsapparates ein allzu großer Druck entsteht. Ein
anderer Zweck dieses Schiebers wird weiter unten noch erwähnt.
Der fertig gepreßte Ziegel wird durch den nächstfolgenden zum Abführapparat
geschoben.
Die Maschine ist nach entsprechender Auswechselung der Formen auch zur Herstellung
von Dachziegeln etc. verwendbar. Die Formen selbst sind ein- oder
mehrreihig.
Auch ist noch zu bemerken, daß die Maschine in der Weise zerlegbar ist, um nur den
Theil zur Fabrication von ungepreßten Ziegeln für sich in Gang zu setzen.
Figur 12
stellt einen Verticalschnitt von Pollock's Ziegelmaschine
durch die Mittellinie der arbeitenden Theile, Figur 13 eine äußere
Ansicht und Fig.
14 den Schnitt nach der Linie EF (von
Fig. 12)
dar.
a, a sind ein Paar Quetschwalzen mit den Abstreichmessern
a', a'. Das daselbst verkleinerte Material gelangt
durch den Trichter b¹ zum Thonkneter b, in dessen Gehäuse unten der Stellschieber b² angebracht ist.
An der stehenden Welle c dieses Präparirapparates sitzen
die Messer d und nahe dem Boden das Doppelmesser d', d', unterhalb welchem sich der um einen festen
Zapfen Z drehbare und auf der Antifrictionsrolle y ruhende Tisch e
befindet.
e¹ bezeichnet die im Tische e angebrachten Ziegelformen, deren bewegliche Böden mit e², e²
bezeichnet sind. Die Führungsstangen e³ an den
kolbenartig wirkenden Bodenplatten e² werden
durch die Rollen e⁴ und hierbei das
Ziegelmaterial aus der Form e¹ gehoben, wenn die
Rollen auf der schiefen Ebene e⁵ aufsteigen. Die
beiden verschiedenen Höhenlagen der Ziegel sind in Figur 12 zu sehen.
Was die ruckweise Drehung des Formtisches e¹
anlangt, so wird diese folgendermaßen hervorgebracht.
Die nahe der Grundplatte liegende, mit dem Tisch e aus
Einem gegossene Scheibe f umgibt ein Ring g, von welchem jene ihre ruckweise Drehung mit Hülfe der
Sperrklinke h erhält (Fig. 14). Die Feder h¹ drückt diesen Sperrhaken h in einen der vier gleichvertheilten Einschnitte,
welche in dem Rand der Scheibe f angebracht sind. Doch
kann der Haken h durch Drehen des Excenters h² mittelst des Griffes h³ im Sinne des Pfeiles außer Eingriff gebracht und dadurch die
weitere Drehung des Tisches unterbrochen werden.
Dem Ring g wird die um einen Viertelkreis oscillirende
Bewegung von der Verbindungsstange g¹ ertheilt,
indem das Ende derselben mit dem Kurbelzapfen der rotirenden Scheibe g² an der Maschinenwelle o in Verbindung gebracht ist.
Diese soeben genannte Welle o trägt ferner den Kamm s zum Betreiben des Ziegelschiebers p, den Kamm s¹ für
die Dampfventile der Presse, endlich den Kamm s²,
welcher auf den Kolben des Schmierapparates v (Figur 13)
wirkt.
Noch ist die Ziegelpresse und der Abführapparat zu beschreiben. i bezeichnet den Cylinder der Dampfpresse, i' die zugehörige Kolbenstange. Dieselbe steht in fester
Verbindung mit dem oberen Kreuzkopf j, welcher
seinerseits mittelst zwei Seitenstangen mit dem unteren Kreuzkopf j¹ verbunden ist. Die Preßplatten sind mit j² und j³
bezeichnet.
Der Abführapparat besteht aus den Walzen l, l für den
Abführriemen m, welcher zugleich über die dünne Walze
l' nahe der Preßform geleitet wird.
Der Ziegelschieber p (Figur 12) ist an dem
Hebel p¹ befestigt und wird dieser durch den
Hebel p² vom Kamm s
an der Hauptwelle o hin- und her bewegt. Von
diesem aus wird auch der Sicherheitshebel p³ dem
Schieber p entgegengeführt, um sicher die Stelle zu
bestimmen, bis zu welcher der geformte und nun zur Presse gelangende Ziegel geführt
werden darf, damit er genau auf der Preßplatte liegt.
Dieser Mechanismus wird selbstverständlich nur in dem Falle zur Thätigkeit kommen,
wenn die geformten Ziegel noch gepreßt werden. Die Maschinengeschwindigkeit kann um
ein Erhebliches gesteigert werden, sobald man Vorsichtsmaßregeln trifft, daß der zu
pressende Ziegel nicht allzu weit geschoben und dann der vorstehende Theil desselben
von der Druckplatte abgetrennt wird.
Die gesammte Maschinerie erhält ihren Antrieb von der in Fig. 13 ersichtlichen
Riemenscheibe, welche behufs rasch einzuleitenden Stillstandes der Maschine mit der
Antriebswelle durch eine Klauenkuppelung verbunden ist.
Wirkungsweise der Pollock'schen Ziegelmaschine.
Das Ziegelmaterial wird in den Rumpf H eingeschüttet,
passirt das Walzwerk a und gelangt entsprechend
verkleinert zum Thonkneter b, zu welchem durch das Rohr
W das nöthige Wasser geliefert wird.
Die Bodenmesser d', d' führen das gehörig verarbeitete
Material in die gerade unterhalb befindliche Form e¹ im Tische e. Ist dieselbe angefüllt, so
erhält der Tisch durch den oben beschriebenen und in Figur 14 näher skizzirten
Mechanismus eine Drehbewegung um 90 Grad und eine frische Form kommt unter die
Mündung des Thonschneiders b.
Der geformte Ziegel passirt bei dieser Drehung unter der Schmierwalze u (Figur 13) vorbei und wird
– indem die Rollen e³ über die schiefe
Ebene e⁵ ansteigen – aus der Form
vollständig gehoben. Der Schieber p liefert diesen
Ziegel unter die Presse.
Der hiernach auf den Preßkolben wirkende Dampf führt den Kolben abwärts und es findet
die Comprimirung des Ziegels statt, welcher nach Vollendung dieser Operation aus der
Form gehoben und nach dem Abführungsriemen durch den nachrückenden, unter die Presse
gelangenden Ziegelstein geschoben wird.
Die Formen e' im Tische e
befinden sich successive nach Entfernung ihres Inhaltes unter dem Schmierkolben v, um vor ihrer neuen Verwendung eingeölt zu werden.
Beim Inbetriebsetzen der Ziegelmaschine wird der Bewegungsmechanismus (Fig. 14) des
Formtisches ausgerückt, sowie der Schieber b² am
Thonkneter ganz geöffnet. Ist die Maschine im Gange und tritt bei b² der gehörig verarbeitete Thon aus, so setzt
man erst den Schaltmechanismus für den Tisch e in
Thätigkeit und verschließt den Schieber b² fast
ganz.
Die beschriebene Maschine liefert also ungepreßte oder gepreßte Ziegel; im ersten
Fall stellt man einfach die Presse selbst ab. Zu diesem Zweck ist die Schieberstange
n für den Preßcylinder, welche vom Kamme s' an der Hauptwelle o
bewegt wird, so angeordnet, daß die Verbindung gelöst und dadurch die Presse nach
Belieben abgestellt werden kann.
Zur Vorbereitung von sehr steiniger Erde wird noch ein Vorwalzwerk zu Hülfe
genommen.
Die Betriebsmaschine kann mit der Ziegelmaschine auf eine gemeinsame Grundplatte
aufgestellt werden.
Es werden dreierlei Größen der Ziegelmaschinen gebaut.
Eine kleine Maschine liefert
1000 Stück gepreßte Ziegeln pro Stunde
„
mittlere
„
„
2000
„
„ „
„ „
„
große „
„
4000
„
„ „
„ „
Bei Fabrication ungepreßter Ziegel kann die Geschwindigkeit der Maschine um circa 20 Proc. erhöht werden.
Tafeln