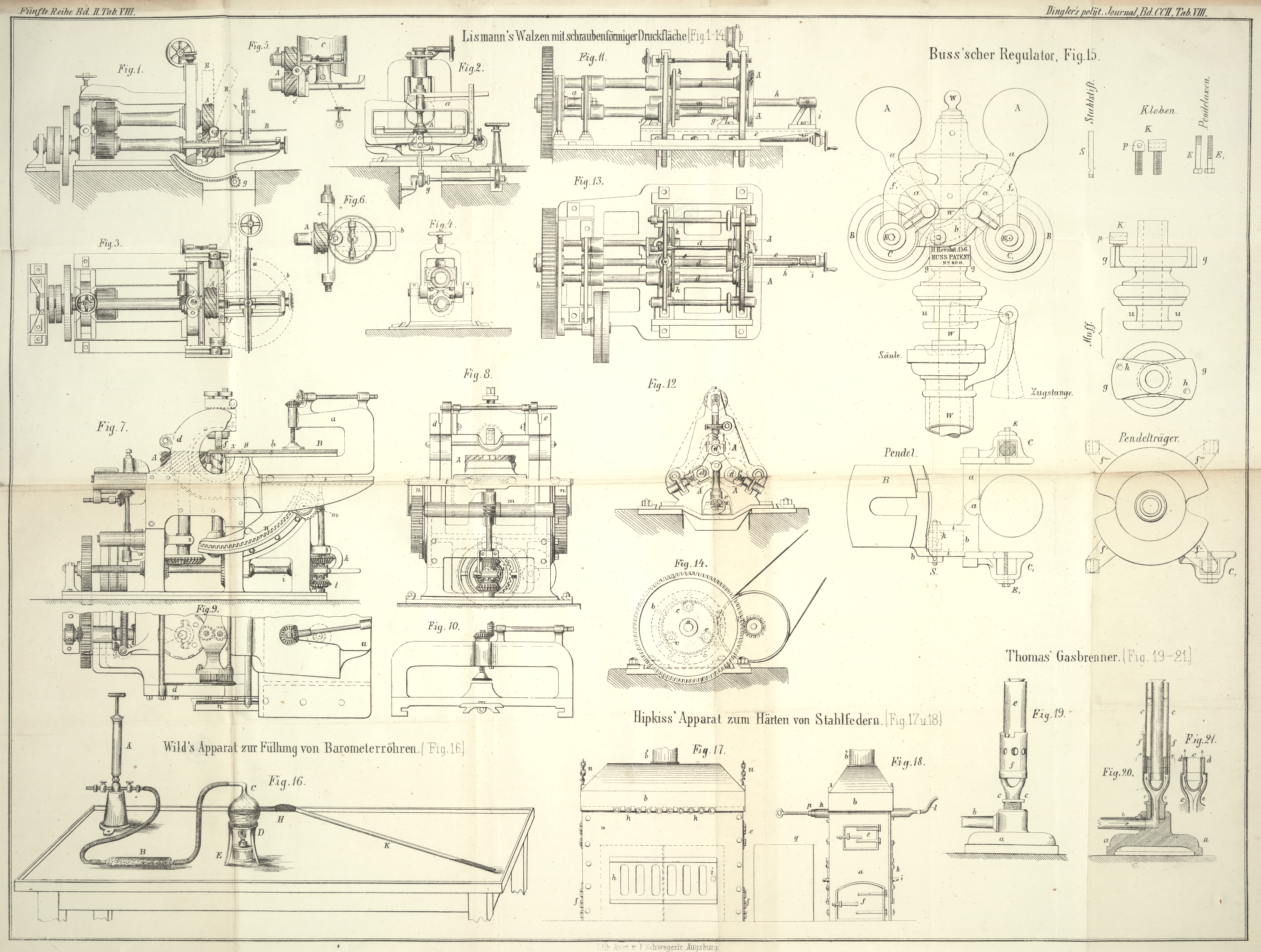
| Titel: | Walze mit schraubengangförmiger Druckfläche, von A. Lismann in München. |
| Fundstelle: | Band 202, Jahrgang 1871, Nr. CXIV., S. 496 |
| Download: | XML |
CXIV.
Walze mit schraubengangförmiger Druckfläche, von
A. Lismann in
München.
Mit Abbildungen auf Tab.
VIII.
Lismann's mit Walze schraubengangförmiger Druckfläche.
Zur vortheilhaftesten Herstellung verschiedener Metallarbeiten ließ sich A. Lismann in München eigenthümlich construirte Walzen
patentiren, welche mit schraubengangförmigen Druckflächen versehen sind. Die
zwischen dieselben eingeführten, viereckigen oder runden Platten können am Umfange
dünner gestreckt oder es kann auch ein Aufbiegen, Flantschen und Auftiefen
derartiger Platten, sowie von Ringen vorgenommen werden, Arbeiten welche bis jetzt
zumeist mittelst Handhämmern zur Ausführung gelangten. Mit gleicher Leichtigkeit
kann mit diesen Walzen auch das Absetzen und Formen von Rotationskörpern, wie es
bisher durch Stanzen oder auf der Drehbank geschah, vorgenommen werden.
Die nähere Wirkungsweise der Lismann'schen Walzen geht aus
nachstehender – dem bayerischen Industrie- und Gewerbeblatt, Juli
1871, S. 201 entnommenen – Beschreibung verschiedener speciellen Anordnungen
derselben hervor.
1. Walzwerk zum Strecken, Aufbiegen,
Flantschen etc. (Figur 1 bis 6.)
Dieses Walzwerk ist in Figur 1 bis 6 in
verschiedenen Ansichten und Details dargestellt. Die Walzenachsen erhalten durch
Zahnräder eine Drehung in entgegengesetzter Richtung. Die Platte B gelangt zwischen den beiden Patent-Kopfwalzen
A zur Bearbeitung.
Die Lager der oberen Achse befinden sich in einem drehbaren Obergestell, dessen
Zapfen seitlich in dem hinteren Ständer eingelassen sind (Figur 1 und 4). Der
Walzenabstand wird durch die in den Zeichnungen ersichtlichen Schrauben
regulirt.
Ist die zu bearbeitende Platte B rund, so wird sie im
Mittelpunkte in dem Rahmen a eingespannt; derselbe
erhält eine Längenverschiebung durch die in dem Support b befindliche Schraube. Der Support b ist an
dem seitlich in d und e
gelagerten Querträger c befestigt. Die Lagerstücke d und e lassen sich durch
Zahnstangengetriebe horizontal verschieben. Zur Unterstützung der Platte dient die
am Querträger c angebrachte Rolle f (Fig.
1 bis 3).
Soll nun die Scheibe B am Umfange
gestreckt werden, so spannt man dieselbe in den Rahmen a ein, rückt denselben in die richtige Entfernung von
den Walzen A, und nähert diese successive mit Hülfe der
Druckschraube. Durch die öftere Abwickelung der schraubenförmigen Walzenflächen
erfolgt das gewünschte Resultat. Zur Beseitigung der verschieden stark sichtbar
werdenden Drucklinien bringt man die Platte nachträglich nochmals kehrseits zwischen die Walzen.
Zur Herstellung eines Aufbuges wird die im Rahmen a eingespannte Scheibe B
zwischen die Walzen A gebracht, und zwar um etwas
weniger als der Aufbug betragen soll. Hierauf dreht man die ganze Spannvorrichtung
um die Drehachse d e nach aufwärts, zu welchem Zwecke an
dem Support b ein Zahnsegment angegossen ist, in welches
das von Außen zu bewegende Zahnrädchen g eingreift. Es
ist selbstverständlich, daß sowohl das Aufbiegen als auch das Engerstellen der
Walzen nur allmählich weitergetrieben wird.
Um Flantschen anzuwalzen, ist die vorgenannte
Spannvorrichtung durch die in Figur 5 und 6 angegebene zu
ersetzen. Hier ist an dem Support b statt des Rahmens
a ein verschiebbarer Aufsatz mit Planscheibe
angebracht und die Druckrolle f statt vertical
horizontal gelagert. Die Befestigung des Cylinders C, an
welchem eine Flantsche anzuwalzen ist, erfolgt durch Bratzen, welche bei Drehung der
conischen Getriebe durch Rechts- und Linksschraube gegen die innere
Cylinderwand fest angelegt werden.
Das zuvor abgebogene Ende des Cylinders wird zwischen die Kopfwalzen eingeführt,
alsdann werden die Walzen allmählich genähert und so lange als erforderlich
umgedreht.
2. Walzwerk zum Aufbiegen von
Façonblechen. (Fig. 7 bis 10.)
Die Einrichtung dieses, in Fig. 7 bis 10 dargestellten
Walzwerkes weicht principiell von der vorigen nur in sofern ab, als die zu
bearbeitende Blechplatte B auf einer Metallschablone h aufliegt, welche nach einer der gewünschten Form des
Bleches entsprechenden äquidistanten Linie hergestellt ist. Der Einspannrahmen a für das Blech und die Schablone h ist auf den in die Tischplatte t
eingelassenen Kugeln nach allen Richtungen verschiebbar, wobei die Schablone in
Folge des auf die Blechplatte durch die hier vertical angeordneten Kopfwalzen A ausgeübten Zuges bei der Bearbeitung stets gegen die
fest an dem Tische t angebrachte Führungsrolle g anläuft.
Die an den vertical stehenden Achsen aufgesetzten Kopfwalzen A haben verschiedene Durchmesser, erhalten aber durch conische Räder eine
gleiche Umfangsgeschwindigkeit. Der Tisch mit Einspannrahmen, sowie das auf der
Schablone liegende Blech ist um die Walzenachse (und zwar mit Rücksicht auf die
größeren Dimensionen der zur Bearbeitung kommenden Stücke) in segmentalen, seitlich
angebrachten Schlitten d und e drehbar. An diesen Schlitten ist eine horizontal und vertical
verstellbare Druckrolle f befestigt, welche verhindert
daß das Blech beim Abbiegen nach oben ausbaucht.
Die vorbemerkte Drehung des Tisches etc. erfolgt von der Hauptwelle aus durch die
conischen Räder i, k und l,
welche letztere durch einen Handgriff umgestellt werden können, daher die auf der
Querwelle m steckenden Getriebe die an der Tischplatte
t befestigten Zahnsegmente n je nach Bedürfniß auf- oder abwärts bewegen.
Ist das aufzubiegende Blech in dem Bügel a auf der
Schablone h eingespannt, so rückt man das Ganze so nahe
an die Walzen, daß dieselben ein zuvor umgeschlagenes Blechende erfassen. In Folge
der Drehung der Walzen werden Blech und Schablone nachgezogen und jenem wird die
durch die Lehre bedingte Form ertheilt.
Schiebt man die in Fig. 4 gezeichneten Einspannbügel in den Tisch t ein, so kann alsdann das Aufbiegen an runden
Blechplatten erfolgen.
Mit dieser Maschine lassen sich auch Flantschen an Cylindern etc. anbringen, indem man mehrere auf und
nieder verstellbare Rollen oder Kugeln in dem Tische t
anbringt und auf diesen den zu bearbeitenden Körper in horizontaler Richtung sich
drehen läßt. Die an einer Stelle umgebogene Flantsche wird zwischen die Walzen
gebracht und der entsprechende Druck erzeugt.
Um eine gleichförmige Flantschenbreite zu erzielen, wird ein Ring um den betreffenden
Cylinder gelegt, welcher beim Aufbiegen gegen die Führungsrolle g anläuft und hierdurch das überflüssige Einziehen des
Arbeitsstückes zwischen die Walzen verhindert.
3. Walzwerk für Rotationskörper.
(Fig. 11
bis 14.)
Hier finden die Patentwalzen Anwendung, um massive oder hohle Körper, z.B. Wellen, Rohre,
Kanonen, Hülsen etc. sowohl im kalten als im warmen Zustande nach einem Modell zu
walzen.
Der von der Hauptwelle a durch innere Verzahnung des
Rades b vermittelte Betrieb wird durch drei Räder c mittelst Kuppelungen und Verlängerungsstangen auf die
drei Walzenachsen d übertragen, welche dadurch eine
gleiche Rotationsrichtung erhalten. An den Enden der Achsen d befinden sich die Schraubenwalzen A, deren
Gänge je nach der zu verrichtenden Arbeit gewählt werden. Die Mittelpunkte der drei
Walzen liegen gleich vertheilt in einem Kreise.
Unterhalb der Walzenständer befindet sich der mittelst Schraube und Mutter
vor- und rückwärts bewegliche Wagen e, auf
welchem das Modell m des zu erzeugenden Gegenstandes h zwischen den Reitstöcken f
und g eingespannt ist. Das Arbeitsstück h wird zwischen Reitstock g
und i und zwar in der Art befestigt, daß derselbe seine
Längendimensionen verändern kann.
Auf den Achsen d sind Copirrollen k angebracht, deren Stellung entsprechend die Kopfwalzen, welche in den
beiden Ständern parallel zu einander geführt werden, sich verschieben. Das
gleichförmige Auf- oder Zuspannen der Druckvorrichtung wird hier durch eine
Kette vermittelt. Wird nun ein dem Modelle m annähernd
ähnliches rohes Arbeitsstück eingespannt und der Wagen e
nach Stellung der Walzen eingefahren, so wird bei Drehung der letzteren eine dem
Modell entsprechende Form hergestellt.
In gleicher Weise lassen sich Bleche über ein Futter drücken, indem man die zu bearbeitende Scheibe vor den drei Walzen wie auf
einer Drehbank einspannt und allmählich zwischen dieselben durch Vorwärtsbewegung
des Wagens einführt.
Läßt man die Copirvorrichtung weg, so können massive und hohle Körper direct bezw.
über einen Dorn in der Achsenrichtung gestreckt oder geschweißt werden; auch lassen
sich Schraubengewinde, Linien oder Formen in die betreffenden Körper eindrücken.
Referent hat hier nur einige der mannichfachen Verwendungen der Lismann'schen Walzen hervorgehoben, deren große Bedeutung wohl am besten
durch die zum Schlusse mitgetheilten Gutachten anerkannter Fachmänner dargethan
wird.
Gutachten.
Heute den 6. April 1871 fanden sich die
Unterzeichneten in Folge einer Einladung des Hrn. A. Lismann dahier, auf dessen Werke (Bogenhauserstraße Nr. 4) ein, um die
Wirkungsweise der von Hrn. Lismann erfundenen und ihm
patentirten Walzen mit schraubengangförmiger Druckfläche
zu beobachten. Nachdem wir die aufgestellten Kopfwalzen von 400 Millimeter Durchmesser und 200
Millimeter Länge arbeiten gesehen und von den verschiedenen in Aussicht genommenen
Anwendungen des Principes uns von Seite des Erfinders Zeichnungen vorgelegt wurden,
constatiren wir auf Verlangen gern:
1) daß es außer allem Zweifel liegt, daß sich mittelst Walzen,
wie die erwähnten, Metalle in der Richtung der Walzenachse strecken
lassen;
2) daß sich durch Anwendung solcher Walzen – wie wir uns
überzeugt haben – das Aufbiegen von Metallblechen (Kesselböden etc.)
leicht und rasch bewerkstelligen läßt;
3) daß das erdachte Princip wegen seiner vielseitig möglichen
Anwendung von großer Tragweite für die Metallbranche ist und die von dem
Erfinder vorgelegten Projecte alle Wahrscheinlichkeit der Realisirung in der
Praxis für sich haben;
4) daß die Erfindung im Allgemeinen und im Besonderen, weil
mittelst derselben sogenannte schwere Arbeiten ausgeführt werden können, als
durchaus zeitgemäß zu begrüßen und daß ihr endlich auch in finanzieller
Beziehung ein günstiges Prognostikon zu stellen ist.
München, den 6. April
1871.
H. Ludewig, k. Professor der
polytechnischen Schule in München.
Krämer, Ober-Maschinen-Ingenieur der bayer.
Ostbahnen.
G. Kraus, Locomotivfabrikant.
L. Böhm, Director des Eisenwerkes
Hirschau (J. A. Maffei).
Das Gutachten, welches Hrn. Lismann's Schriften über seine
patentirten Walzen mit schraubengangförmiger Druckfläche beiliegt, constatirt nach
wirklicher Beobachtung, daß mittelst solcher Walzen das Strecken in einer Richtung
parallel zur Walzenachse ausführbar sey. Ist einmal diese Thatsache festgestellt, so
läßt sich mit Grund erwarten, daß die sinnreich construirten Mechanismen, durch
welche Hr. Lismann das genannte Princip zur Ausführung
mannichfacher Arbeiten zu verwerthen beabsichtigt, in der Praxis vortheilhafte
Anwendung finden werden, und muß die Erfindung als ein für die Maschinen- und
Metallwaaren-Fabrication wichtiger Fortschritt bezeichnet werden.
Leoben, den 21. Juli
1871.
Julius v. Hauer, k. k. Professor der
Bergakademie.
Einverstanden:
P. Tunner, k. k. Ministerialrath und
Bergakademie-Director.
J. Z.
Tafeln