| Titel: | Ueber die von Guilliet, Mechaniker zu Auxerre, erfundenen Maschinen zur Fabrication der Wagenräder. |
| Fundstelle: | Band 206, Jahrgang 1872, Nr. II., S. 5 |
| Download: | XML |
II.
Ueber die von Guilliet, Mechaniker zu Auxerre, erfundenen
Maschinen zur Fabrication der Wagenräder.
Nach Tresca's Bericht im Bulletin de la Société
d'Encouragement, Juli 1872, S. 337.
Mit Abbildungen auf Tab.
I.
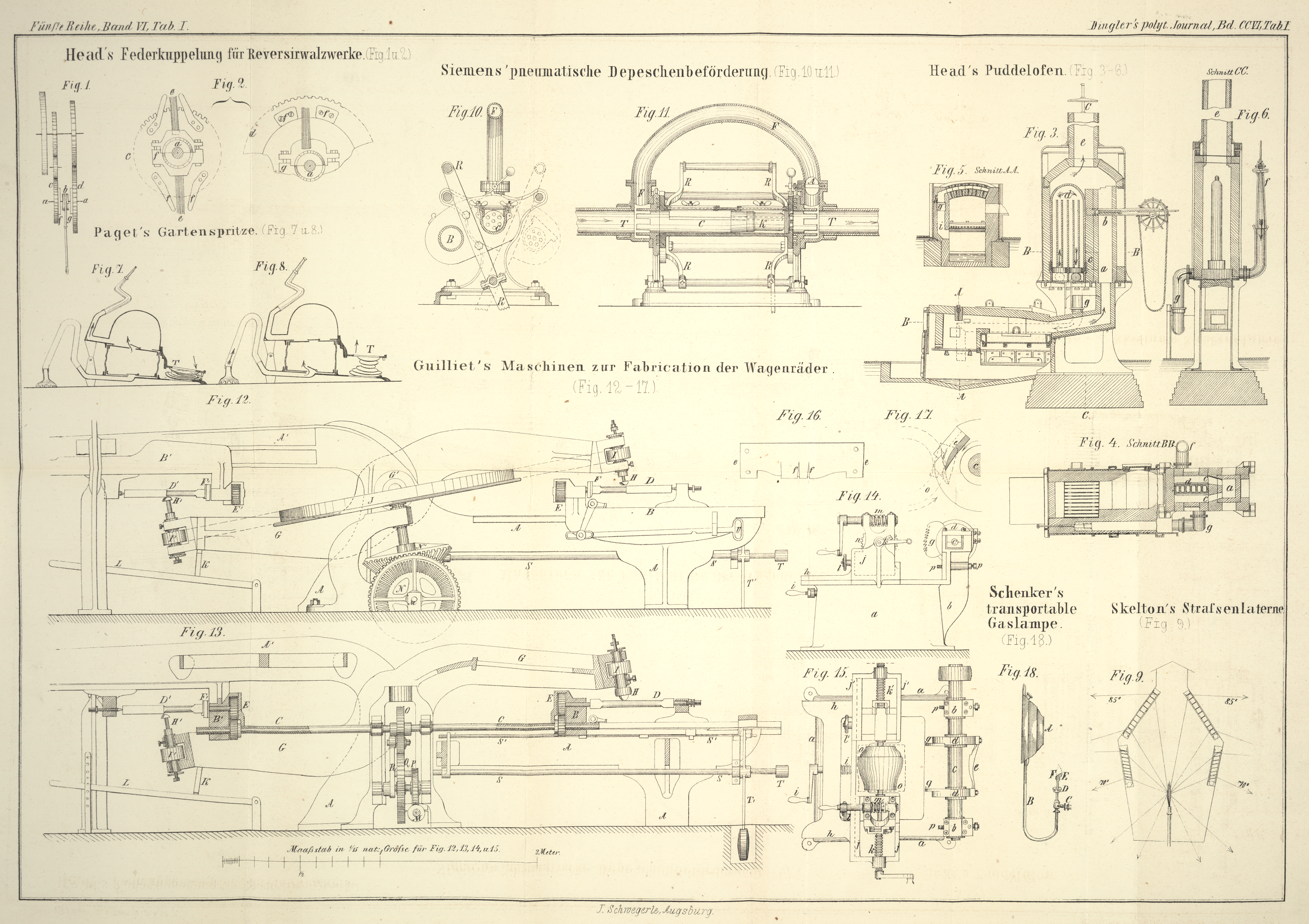
Guilliet's Maschinen zur Fabrication der
Wagenräder.
Die Maschinen von Guilliet lassen sich in drei Gruppen
theilen:
1) Drei Maschinen zur Fabrication der Speichen:
Vorbereitung der Hölzer, Façonnirung der Radspeichen, Façonnirung der
Zapfen.
2) Fünf Maschinen zur Fabrication der Felgen: Zurichtung
nach der Dicke, kreisförmiges Zurichten, Schneiden der Länge, Einzapfen der Felgen,
Abvierung der Zapfenlöcher (équarrisage des
mortaises).
3) Drei Maschinen zur Fabrication der Naben: Bohrung der
Naben, Abdrehen der Naben, Einzapfen der Naben.
Diese eilf Maschinen haben die Bestimmung, sämmtliche Handarbeit, ausgenommen die der
Montirung, entbehrlich zu machen, und jede Operation muß sich, den Bedingungen der
jedesmaligen Bestellung gemäß, innerhalb gewisser Grenzen der Dimensionen ausführen
lassen.
Mechanische Façonnirung der Speichen. – Die
erste Maschine dieser Serie, welche nur dazu dient, die in Speichen zu verwandelnden
Hölzer vierkantig zu bearbeiten, bietet nichts Eigenthümliches dar. Sie besteht aus
zwei Circularsägen, deren horizontale Achsen in einer
Linie liegen und so angeordnet sind, daß beide Sägen nach Belieben einander genähert
werden können. Das Holz ist an beiden Enden zwischen zwei Klauen eingeklemmt, und
der Schlitten welcher die letzteren trägt, wird, während die Speiche zwischen den
Sägen hindurchgeht, aus freier Hand dirigirt.
Die Maschine, welche den Speichen ihre eigentliche Form gibt, ist weit interessanter,
als alle früheren für den gleichen Zweck construirten Apparate. Das feste Gestell
nimmt 14 Speichen auf, worunter eine eiserne als Modell dient; sie sind parallel in
zwei Reihen einander gegenüber angeordnet. Jede der Speichen kann um ihre eigene
Achse in Rotation gesetzt werden und zwar durch eine Welle, welche mit zwei rechts
und links geschnittenen Schrauben ausgestattet ist. Beide Speichenreihen lassen sich
auf eine vollkommen automatische Weise gleichzeitig einander nähern oder von
einander entfernen. Der bewegliche Theil der Maschine besteht aus einem um seine
Mitte drehbaren zweiarmigen Hebel mit 8 Armen, deren jeder an seinem Ende eine Rolle
trägt. An die Achse der letzteren ist das Schneidwerkzeug befestigt, welches auf der
einen Seite der Maschine von oben, auf der anderen Seite von unten die Speiche
angreift. Eine Feder drückt den Hebel mit seinen Schneidinstrumenten beständig gegen
die 14 Speichen an. In Folge der Anordnung der Schneidinstrumente braucht der Druck
dieser Feder nicht sehr groß zu seyn, damit die Späne überall auf das Genaueste sich
ablösen. Nachdem jede Speiche auf diese Weise ihre Form erhalten hat, erfolgt an
einem ihrer Enden die Bildung des Zapfens durch zwei rotirende Schneidwerkzeuge,
welche an einer und derselben Verticalachse befestigt sind und sich nach Erforderniß
mehr oder weniger einander nähern lassen.
Mechanische Façonnirung der Felgen. – Die
erste hierzu gehörige Maschine hat den Zweck, den Holzstücken, welche die Segmente
der Felgen bilden sollen, die geeignete Dicke zu geben. Diese wird durch den
Zwischenraum zweier horizontalen Sägen bestimmt, deren Achsen in einem soliden Gestell gelagert
sind. Derjenige Theil der Maschine, welcher die Felgen aufnimmt, besteht aus einem
großen Support, der sich gleichmäßig um eine Verticalachse dreht, und dessen Arme,
zu zwei und zwei mit einander verbunden, jedes der Segmente an seine Stelle zu
befestigen gestatten. Die Segmente werden eines nach dem anderen in einem
Winkelabstande von 120° von der Stelle, an welcher die Säge ihre Wirkung
ausübt, eingesetzt und herausgenommen. Auf diese Weise vermeidet man jeden
Zeitverlust bezüglich der Function des Schneidwerkzeuges.
Das nämliche Princip ist bei der kreisförmigen Façonnirung der Segmente zu
Grunde gelegt. Man befestigt die letzteren, drei an der Zahl, auf einen um seine
Achse drehbaren Support, während zwei rotirende Schneidinstrumente gleichzeitig die
innere und äußere Fläche behobeln, wobei sie unter sich den der Dicke des
Felgenkranzes entsprechenden Abstand nicht überschreiten. Da die Bearbeitung und
Bohrung beider Enden der Segmente auf einer einzigen Maschine vor sich geht, so muß
man dieselben zweimal nach einander versetzen, eine Operation in welcher der
Arbeiter durch Blockhalter, deren Stellungen ein für allemal bestimmt sind,
unterstützt wird. Das mittelst kleiner Schraubenpressen festgehaltene Arbeitsstück
wird vor einer Säge vorübergeführt, welche die Fläche der Fuge zurechtschneidet, und
sich hierauf vor dem Bohreisen, welches das Zapfenloch bohren soll, zurückzieht.
Nachdem somit das Segment seine definitive geometrische Form erhalten hat, ist die
Bohrung der zur Aufnahme der Speichen bestimmten Zapfenlöcher eine einfache
Operation, bei welcher der Bohrer nur der Reihe nach in radialer Richtung und in
gleichen Abständen seine Arbeit zu verrichten braucht. Da diese Zapfenlöcher
länglich seyn müssen, so wird der Platte, woran das Segment befestigt ist, während
des Bohrens eine oscillirende Bewegung um eine horizontale Achse ertheilt.
Schließlich müssen noch die Winkel des Zapfenloches viereckig zugeschnitten werden.
Dieses geschieht auf einem besonderen Gestell mit Hülfe eines doppelten Lochbeitels,
dessen Schneiden sich unter der planmäßig bedingten gegenseitigen Neigung
bewegen.
Mechanische Façonnirung der Naben. – Die
erste Operation besteht in der Bohrung des Holzklotzes, aus welchem die Nabe
hergestellt werden soll. Der Klotz wird zunächst in einem Klauensupport centrirt.
Letzterer bildet einen Theil des Schlittens, welcher die Nabe führt, während sie der
Bearbeitung einer mit sehr großer Geschwindigkeit rotirenden Bohrschneide ausgesetzt
ist. Das auf diese Weise erhaltene cylindrische Loch dient bei den nachfolgenden
Operationen zugleich zur Sicherung der richtigen Lage des vorbereiteten Stückes.
Die Nabendrehbank, welche ihre Aufgabe vollständig löst,
bietet ein besonderes Interesse dar. Die rohe Nabe wird mittelst ihres Bohrloches
auf einem Dorn centrirt und aus freier Hand um ihre Achse gedreht, während das
Schneidwerkzeug, durch welches sie ihr Profil erhalten soll, um eine der ersteren
parallele Achse mit großer Geschwindigkeit rotirt. Zwei Hobel richten zugleich die
beiden ebenen Flächen der Nabe her, welche nun soweit vorbereitet ist, daß mit der
Herstellung der Zapfenlöcher vorgegangen werden kann. Die Lochmaschine ist so eingerichtet, daß sie die verschiedenen Zapfenlöcher
der Reihe nach bildet, indem sie dieselben vermöge einer an der Maschine
angebrachten Theilvorrichtung in gleichen Abständen rings um die Nabe vertheilt. Die
letztere wird an einem Schlitten befestigt, welcher die den Speichen zu ertheilende
Neigung annehmen kann, und innerhalb gewisser durch Aufhälter bestimmter Grenzen
unter einem verticalen Bohrer gleitet, der gleichfalls in seinen Bewegungen
beschränkt ist. Nach beendigter Bohrarbeit bringt eine neue Verschiebung des
Schlittens das Zapfenloch vor einen Lochbeitel, welcher demselben die viereckige
Gestalt gibt.
Nachdem wir in Vorstehendem das von Guilliet ausgedachte
und ausgeführte System, welches bezüglich der Geschwindigkeit der Arbeit und
untadelhaften Ausführung die befriedigendsten Resultate liefert, in seinen
allgemeinen Grundzügen dargestellt haben, gehen wir nun unter Hinweisung auf die
Abbildungen Fig.
12–17 zur specielleren Beschreibung derjenigen beiden Maschinen über, welche
ein hervorragendes Interesse darbieten, nämlich der Maschine zur Façonnirung
der Speichen und derjenigen zur Abdrehung der Naben.
Maschine zur Façonnirung der
Speichen.
Fig. 12
stellt diese Maschine in der Längenansicht, Fig. 13 im
Längendurchschnitte dar.
A, A' ist das Gestell. B, B'
sind Schlitten zur Aufnahme der in Radspeichen umzuwandelnden Holzstücke. Der erste
Schlitten B liegt auf einer Platte, auf welcher er
gleiten kann, während der zweite Schlitten längs des Gestelles A', aber unterhalb desselben gleichsam in hängender Lage
gleitet. Die Bewegung beider Schlitten ist eine gleichzeitige; sie können sich in
gleichem Maaße einander nähern oder von einander entfernen.
C ist eine horizontale Welle, von welcher die
Verschiebung beider Schlitten B, B' ausgeht und die zu
diesem Zwecke, wie Fig. 13 zeigt, mit entgegengesetzten Schraubengängen versehen ist. D, D' sind die durch eine vorhergehende Maschine
viereckig bearbeiteten Holzstücke, welche zu Radspeichen geformt werden sollen. Der Schlitten B' enthält 7 solcher Holzstücke, während in den
Schlitten B deren nur 6 eingespannt sind, weil derselbe
die eiserne Speiche aufnimmt, welche für die Bearbeitung der übrigen 13 als Modell
dient. Diese parallel zu einander in zwei Reihen angeordneten Holzstücke werden
durch die Getriebe E, E', deren also 7 auf jeden
Schlitten kommen, von einem System in einander greifender Zahnräder aus um ihre
eigene Achse in Rotation gesetzt. An den Achsenenden jedes Getriebes E, E' ist ein Schuh F, F'
befestigt, welcher das eine Ende des Holzes D, D'
aufnimmt, während das andere Ende desselben, wie bei einer gewöhnlichen Drehbank,
durch eine Spitze gehalten wird.
G, G' ist ein großer, um seine Mitte G' oscillirender Hebel. Derselbe trägt an seinen Enden
sieben Schneidinstrumente, welche dazu bestimmt sind, jedes der correspondirenden
Holzstücke D, D' zu bearbeiten. Der eine Arm dieses
Hebels biegt sich aufwärts über den Schlitten B, und
läßt sein Instrument H oberhalb des letzteren angreifen,
während der andere Arm sich unter den Schlitten B'
abwärts biegt und sein Instrument H' von unten angreifen
läßt. Die Instrumente selbst werden mittelst kleiner, auf ihre Achsen festgekeilter
Rollen I, I' durch einen über zwei große Rollen J mit schräger Achse geschlagenen Laufriemen in Rotation
gesetzt. Eine gegen den unteren Arm des Hebels G, G'
drückende Feder strebt diesen beständig zu heben, um die Schneidinstrumente
fortwährend im Angriff zu erhalten. Zur Regulirung dieses Federdruckes dient der
Hebel L. Wenn die Speichen ihre Façon erhalten
haben und abgenommen werden sollen, so genügt es, diesen Hebel zu senken, worauf der
große Hebel G, G', da er nun vom Druck der Feder befreit
ist, unter dem Gewichte seines unteren Armes, der etwas schwerer ist als der andere,
sich nach dieser Seite neigt, so daß die Instrumente von den fertigen Speichen sich
entfernen, um diese durch neu zu bearbeitende Holzstücke ersetzen zu lassen.
Unter dem Hebel G, G' ist die Hauptwelle M senkrecht zur Richtung des Gestelles A, A' angeordnet; sie wird mittelst eines
Transmissionsriemens und einer auf sie festgekeilten Rolle von einer Dampfmaschine
aus in Bewegung gesetzt. Die an beiden Enden der Welle M
angeordneten Winkelräder N, N' theilen diese Bewegung
den beiden großen Rollen J, also auch den
Schneidinstrumenten H, H' mit. In der Mitte der Welle
C (Fig. 13) mit den
rechts- und linksgewundenen Schraubengängen ist ein Zahnrad O befestigt. Dieses empfängt seine Bewegung von der
Hauptwelle M durch Vermittelung von Zwischenorganen, die
ihm eine Drehung nach der einen oder der anderen Richtung, zugleich aber auch den Schlitten B, B' jene vor- und rückwärtsgehende Bewegung
ertheilen, welche nothwendig ist, damit alle Theile der Holzstücke D, D' der Einwirkung der Schneidinstrumente H, H' ausgesetzt sind. Diese Zwischenorgane sind
folgende:
P ein Schraubenrad, in welches eine an der Welle M sitzende endlose Schraube greift. An der Achse
desselben ist ein Zahnrad Q befestigt, durch welches
obiges Rad O, also auch die Welle C mit Hülfe zweier zwischenliegender, abwechselnd in dasselbe greifender
Getriebe nach der einen oder der anderen Richtung in Umdrehung gesetzt wird. Beide
Getriebe sitzen an den Armen eines Winkelhebels R,
dessen Schwingungsachse mit der Achse des Rades Q in einer Linie liegt. S, S' sind
horizontale Stangen, welche die Bewegung des Winkelhebels R sowie den Wechsel in der Bewegung der Schlitten beherrschen. T, T' ist ein Handhebel mit Gegengewicht zur Handhabung
der Stangen S, S'; U (Fig. 12) ist
eine Stange mit Griff, welche man nach Vollendung der Speichen nur zu ziehen
braucht, um die letzteren behufs der Ersetzung durch neue Holzstücke aus ihren
Schuhen F, F' zu heben.
Maschine zum Abdrehen der
Naben.
Fig. 14
stellt diese Maschine in der Seitenansicht, Fig. 15 im Grundrisse
dar. Fig. 16
zeigt das Hauptinstrument im Grundrisse; Fig. 17 ist eine Skizze,
welche die Art zeigt, wie dieses das Holz angreift. Die Figuren 16 und 17 sind in 1/6
der wirklichen Größe ausgeführt. a ist ein hohles
Gestell, welches sämmtliche Organe der Maschine trägt; b,
b ist ein gußeiserner, aus einem Stücke mit demselben gegossener Träger zur
Aufnahme der Welle c, an welche das Schneidwerkzeug e befestigt ist. Diese Welle wird vermittelst einer an
ihrem Ende festgekeilten Rolle in Rotation gesetzt; sie macht ungefähr 2000
Umdrehungen per Minute. Zwei an die Welle c befestigte Scheiben fassen das Schneidinstrument e, welches dem Holzklotz die Form der Nabe ertheilen
soll, zwischen sich. Wie aus Fig. 16 ersichtlich, ist
dieses Instrument mit zwei Furchen f, f versehen, welche
auf dem Holzstück die Speichenringe für die nachfolgende Bohrung der Zapfenlöcher
bestimmen. An die Platten d, d sind außerdem die
gezahnten Segmente oder Hobel g befestigt, welche
gleichzeitig mit dem Instrumente e in Wirksamkeit sind,
um die beiden ebenen Seitenflächen der Nabe zu bearbeiten.
h ist der auf dem Gestell a
gleitende Hauptschlitten, welcher das zu bearbeitende Holzstück trägt, und mit Hülfe
der Schraube und Kurbel i nach Belieben dem Instrumente
e genähert oder von demselben entfern werden kann.
Auf dem Hauptschlitten sind die kleineren Schlitten j, j
angeordnet, zwischen
denen das vorher längs seiner Achse durchbohrte Holzstück auf eine centrale Spindel
befestigt ist. Die Schraube k, k' hat die Bestimmung,
die Schlitten j, j einander zu nähern und dadurch die
centrale Spindel zwischen den Docken festzupacken. Auf dem Schlitten j ist eine mit einer Kurbel versehene endlose Schraube
m angeordnet, welche in ein Schraubenrad n greift, mit deren Hülfe man im Stande ist, dem
Holzstück aus freier Hand eine langsame Umdrehung zu ertheilen, während die Welle
c mit dem Schneidwerkzeug äußerst schnell
rotirt.
Die Function der Maschine ist nun folgende. Hat man einen längs seiner Achse
durchbohrten Holzblock o ungefähr von der richtigen
Länge, so centrirt man ihn zuvörderst auf den Achsen der Schlitten j, j; hierauf läßt man den Hauptschlitten h vorrücken, wobei dieser den rohen Holzblock dem
Angriff der schneidenden Instrumente e und g darbietet. Zugleich setzt man das Rad n und mit diesem den Holzklotz durch Handhabung der
Kurbel und endlosen Schraube in Umdrehung. Die Schrauben p,
p haben den Zweck, das Vorrücken des Schlitttens h, von dem der Durchmesser der Nabe abhängt, zu reguliren und demselben an
dem gewünschten Punkte eine Grenze zu setzen. Nach Vollendung der Operation, welche
kaum eine Minute beansprucht, zieht man den Schlitten h
zurück und entfernt dann die Schlitten j, j ein wenig
von einander, worauf die Nabe herausgenommen und durch einen neu zu bearbeitenden
Holzklotz ersetzt werden kann.
Tafeln