| Titel: | Ueber das Aetzen von Eisen und Stahl; von Professor Friedrich Kick in Prag. |
| Fundstelle: | Band 212, Jahrgang 1874, Nr. VIII., S. 40 |
| Download: | XML |
VIII.
Ueber das Aetzen von Eisen und Stahl; von
Professor Friedrich Kick in
Prag.Aus den „Technischen Blättern“ 1873, S. 112 mit besonderer
Genehmigung des Hrn. Verfassers, welchem wir hiermit unsern herzlichsten Dank
dafür aussprechen.
Mit Holzschnitten und Abbildungen auf Tab. II.Die Figuren sind in ca. 1/2 natürlicher Größe
dargestellt und von Steinmetz und Bornemann in Meißen lithographirt. Die Red.
Kick, über das Aetzen von Eisen und Stahl.
Zur Erkennung der Qualität von Eisen und Stahl wird schon lange mit gutem Erfolg das
Aetzen dieser Materialien mit Säure angewendet.
Das Aetzen lehrt aber noch mehr; es gestattet Schlußfolgerungen auf die Richtigkeit
der angewendeten Arbeitsverfahren und verdient daher nach
beiden Richtungen hin allgemeine Anwendung.
Eisen wird bekanntlich von allen verdünnten Säuren angegriffen und zwar in jeder
seiner vielerlei Varietäten, als Schmiedeeisen, Stahl und Roheisen. Hie und da kommt
man jedoch auf Stücke, welche fast nicht oder gar nicht angegriffen werden; –
sie verhalten sich passiv, welche Eigenschaft durch
Ausglühen des betreffenden Stückes beseitigt werden kann, durchaus aber keinen
Schluß auf besondere Güte gestattet; denn selbst das beste Schmiedeisen, der
dichteste Stahl werden von Säure angegriffen.
Aetzverfahren.
Nach vielerlei Versuchen mit Salpetersäure, Schwefelsäure, Salzsäure, Gemengen
derselben, Aetzflüssigkeiten mit Kupfersalzen etc. gelangte der Verfasser zu dem
Schlusse, daß ein Gemenge von 1 Theil Salzsäure und 1 Theil Wasser, welchem eine
Spur von Antimonchloridlösung zugesetzt ist, eine besonders empfehlenswerthe Aetzflüssigkeit abgibt. Letzterer Zusatz, welcher über
Anrathen meines geehrten Collegen und Freundes Prof. Dr.
Gintl erfolgte, macht die geätzte Fläche weit
widerstandsfähiger gegen Rosten, und so wird es möglich durch gutes Waschen in heißem Wasser nach dem Aetzen und Auftragen einer
schützenden Schichte von Damarlack die geätzte Fläche ziemlich rein
aufzubewahren.
Die Aetzungen nahmen wir stets so vor, daß das zu ätzende Profil – durch Feile
oder Schleifstein geebnet – mit einem 2 Centimeter hohen Wachsrande versehen
wurde, ähnlich wie beim Aetzen der Kupferstiche vorgegangen zu werden pflegt. In den
so entstehenden Raum wird die Säure gefüllt, welche bei der Temperatur von
12–30° C. sehr bald zu wirken beginnt, was an der Gasentwicklung
ersichtlich ist. Bei Winterkälte geht das Netzen schlecht. Die Zeit der Einwirkung
betrug meist 1–2 Stunden und soll im Allgemeinen so lange erstreckt werden,
bis die Textur zu Tage tritt. Man kann sich von dem Fortschreiten der Einwirkung
leicht dadurch überzeugen, daß man etwa von 1/2 zu 1/2 Stunde die Säure abgießt und
– ohne den Wachsrand zu entfernen – mit Pinsel und Spritzflasche den
auf der Aetzfläche meist ausgeschiedenen Kohlenstoff (Graphit) abwäscht und, so die
Aetzung noch nicht genügend erscheint, neuerlich Säure einwirken läßt.
Ist der Zusatz von Antimonchlorid zur Säure zu groß gemacht worden, so scheidet sich
in kurzer Zeit nach Beginn der Einwirkung ein schwarzer Niederschlag ab, welcher sich leicht von Graphit
unterscheiden läßt; derselbe wird übrigens nicht merklich, wenn per 1 Liter Säure nur 1 Tropfen concentrirter
Antimonchloridlösung zugesetzt wurde, was reichlich genügt.
Nach erfolgter hinlänglichen Aetzung wird der Wachsrand entfernt und die geätzte
Fläche nacheinander in mehreren Wässern, deren erstes (durch geringen Laugezusatz)
etwas alkalisch gemacht ist, mittelst Abbürsten gewaschen, dann abgetrocknet und mit
Damarlack bestrichen. Tritt nach einigen Stunden dennoch ein Rosten ein, so wird die
Lackschichte mit Terpentinöl abgewaschen, dadurch der Rost mit entfernt und hierauf
neuerlich lackirt.
Verhalten der verschiedenen Eisensorten
bei der Aetzung.
Weiches oder sehniges
Schmiedeeisen wird, wenn dasselbe vorzüglicher Qualität ist, von der Säure
selbst bei mehrstündiger Einwirkung so gleichmäßig angegriffen und die
Kohlenstoffabscheidung ist so unmerklich, daß die Aetzfläche licht und matt glänzend
bleibt. Etwa vorhandene unganze Stellen und Aschenlöcher kommen hierbei zum
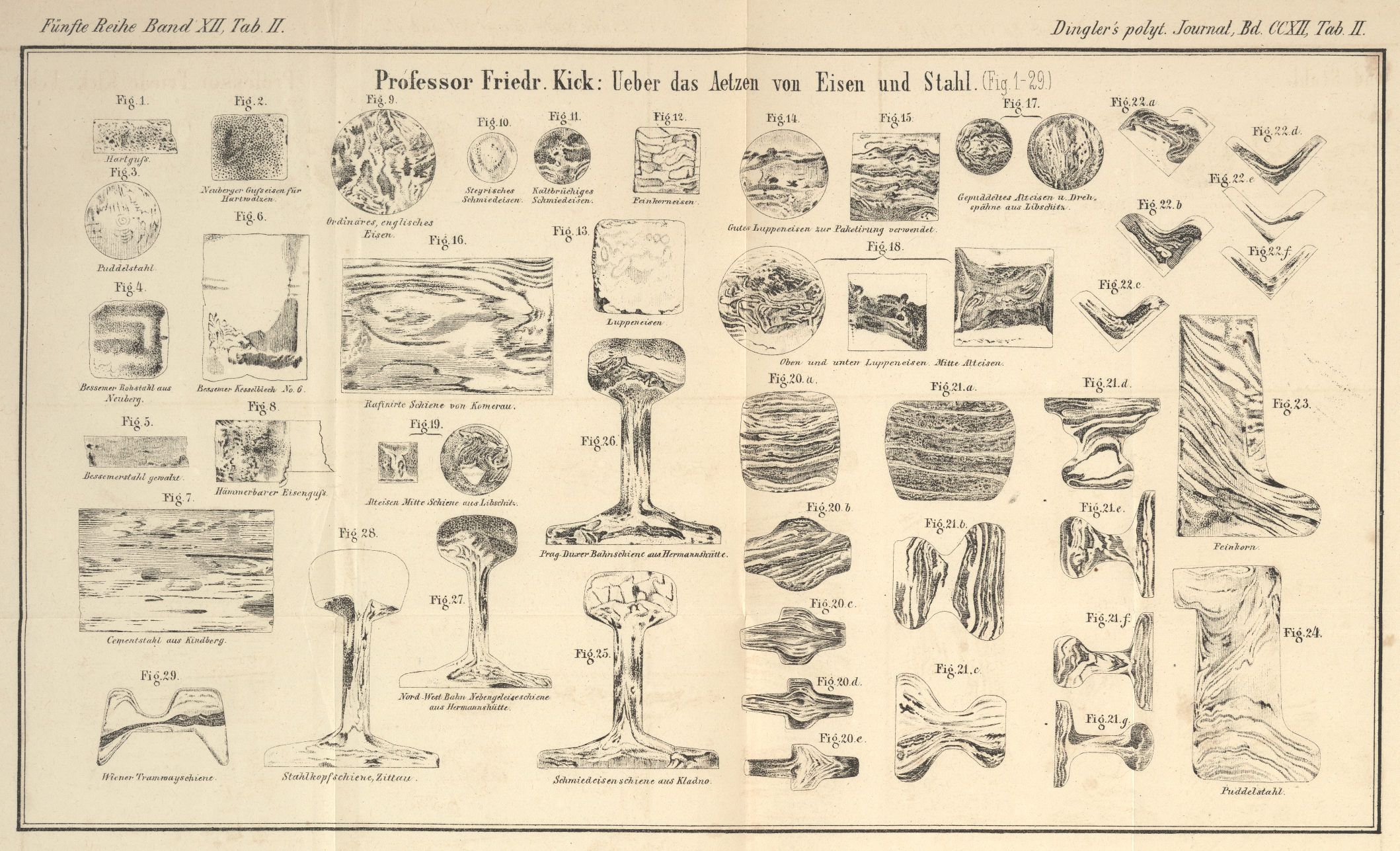
Vorschein. (Die Figuren 10, 14 und 15 zeigen Aetzprofile von
ziemlich gutem sehnigen Schmiedeeisen.)Einen großen Theil der den Aetzversuchen unterworfenen Stücke verdankt
Verfasser der Freundlichkeit des Hrn. Wilh. Bansen, Eisenwerksdirector in Libschitz (Böhmen). Die Aetzproben
waren bei der Wiener Weltausstellung 1873 exponirt.
Feinkorn-Eisen verhält
sich ganz ähnlich; die Aetzfläche ist meist noch gleichförmiger, aber um etwas
weniges dunkler. (Fig. 12 u. 13.)
Grobkorneisen und kaltbrüchiges Eisen werden von der Säure weit intensiver als die beiden
früher genannten Sorten angegriffen. Schon nach etwa 10 Minuten ist die Oberfläche
besonders bei letzterer Sorte schwarz. Beläßt man die Säure ca. 30 Minuten, so kann man einen schwarzen Schlamm abwaschen; und doch
sieht trotz allen Waschens die Oberfläche schwarz, mit zahlreichen kleinen Löchern
besäet aus. Gewisse Partien des Eisens werden hierbei gewöhnlich mehr in der Tiefe
zerfressen; andere bleiben, wenn auch geschwärzt und etwas porös, doch besser
erhalten. Hiervon kann man sich dadurch ein deutliches Bild verschaffen, daß man
nach circa einstündiger Aetzung, dann Abwaschen und
Trocknen, die Aetzoberfläche mit einer Polirfeile leicht überfährt. (Fig. 9 und 11.)
Adoucirtes oder getempertes
Eisen (schmiedbarer Eisenguß) rostet bekanntlich meistens leichter als
Schmiedeeisen. Es ist interessant, daß auch die Einwirkung der Säure eine sehr
vehemente ist, und wie
Figur 8
zeigt, ein sehr ungleichförmiger Angriff der Säure erfolgt.
Puddelstahl. Die Figuren 3 und 24 zeigen
geätzte Profile von Puddelstahl – erstere Rundstahl, letztere ein
Tyre-Bruchstück darstellend. Die Farbe ist nach der Aetzung und Abwaschung
grau mit ziemlich gleichförmigem Ton, die Schichtungslinien schwach sichtbar.
Cementstahl-Flachschiene zeigt Fig. 7, im Aussehen dem
Puddelstahl sehr ähnlich; Schichtungslinien gleichfalls wenig hervortretend.
Bessemerstahl, Gußstahl, Fig. 4 bis 6. Die geätzten Flächen
dieser Stahlsorten sind ganz gleichförmig grau, nur selten und wenig hervortretend
finden sich unganze Stellen. Je weicher der Stahl, desto leichter ist die graue
Färbung. Durch die Aetzung treten die feinsten Haarrisse hervor. Bei einem Stücke
Mushet-Stahl sah die abgeschliffene Fläche
vollkommen gleichförmig aus; nach der Aetzung trat jedoch ein den Stahl seiner
ganzen Länge nach durchziehender Haarriß zu Tage. Wahrscheinlich war der
Wolframgehalt dieses Stahles Ursache, daß die geätzte Fläche eine sehr dunkelgraue
Farbe zeigte.
Roheisen, Gußeisen. Graues Roheisen verhält sich beim
Aetzen ähnlich wie Stahl; die geätzte Fläche erscheint ziemlich gleichförmig
dunkelgrau. Weiches und zum Weißwerden geneigtes (halbirtes) Eisen verhält sich beim
Aetzen derart, wie dies die Figuren 1 und 2 darthun. Die
weißen Theile bleiben nach der Aetzung licht, und die eingesprengten Partikelchen
grauen Eisens treten als dunkle Punkte und Flecken deutlich bervor.
–
Nachdem wir nun das Verhalten der wichtigsten Eisensorten beim Aetzen kennen,
erklären sich die Erscheinungen an solchen Stücken, welche aus verschiedenen
Eisensorten bestehen, fast von selbst.
In Figur 18
erscheinen Stabeisenquerschnitte, welche durch Paketirung von gutem Luppeneisen
(oben und unten) und Alteisen (Mitte) entstanden sind. Fig. 17 stellt
Querschnitte aus gepuddeltem Alteisen Drehspänen vor.
Fig. 19
stellt zwei Querschnitte von Quadrateisen und Rundeisen vor, bei dessen Paketbildung
eine Eisenbahnschiene verwendet wurde, welche im Quadrateisen sehr deutlich, im
Rundeisen aber nur durch den etwas verdrückten Feinkorn-Schienenkopf
kenntlich ist.
Die Figuren 20a
bis 20e
zeigen die aufeinanderfolgenden Kaliber zur Erzeugung von
Fenstersprosseneisen aus mittelmäßigem Materiale.
Figur 21a bis Figur 21g repräsentiren eine Reihe der Kaliber zur Erzeugung von
Grubenschienen; Fig. 22a bis Fig. 22f analog eine Reihe der Kaliber zur Erzeugung von Winkeleisen, welches
wie oben bei Figur
18 paketirt wurde.
Fig. 25 zeigt
den Querschnitt einer Eisenbahnschiene mit Feinkornkopf, Grobkorn-Steg und
Sehne im Fuß. Mit dem Schienenkopfe vergleiche Fig. 12.
Fig. 26
dasselbe, aber minder gutes Material.
Der Schienenquerschnitt in Fig. 27 zeigt im Kopfe
der Schiene Grobkorn, was entschieden fehlerhaft ist, aber zuweilen so bestellt
wird.
Fig. 28:
Stahlkopfschiene. Der Kopf der Schiene ist Bessemerstahl und tritt dieses Material
theilweise in den Schienensteg ein, welcher im Uebrigen aus Grobkorn besteht,
während der Fuß aus sehr gutem sehnigen Eisen hergestellt erscheint.
Fig. 29:
Wiener Tramwayschiene. Dieselbe ist in der Mitte von einem Streifen Grobkorneisen
(Kaltbruch) der leichteren Verschweißung wegen durchzogen.
Wenn in einem Façoneisen verschiedene Eisenqualitäten gemengt vorkommen, so
greift die Säure beim Aetzen so vorherrschend jene Eisensorte an, welche größere
Affinität darbietet, daß der Angriff auf die übrigen Partien viel geringer wird, als
wenn dieselben allein der Wirkung der Säure ausgesetzt worden wären. Bessemerstahl
für sich allein geätzt zeigt bekanntlich eine graue Aetzfläche; ist derselbe jedoch
wie in Fig.
28 mit Grobkorn verschweißt, so wird er wenig angegriffen.
Die Resultate des Aetzens in Bezug auf
die Arbeitsmethoden.
Aus dem früher Gesagten ist bereits ersichtlich, daß die Aetzungen die Wahl des
Materiales und die Lage der Schichten ersichtlich machen. Es zeigen zwar die Figuren 20 a
bis 20 e
und 21 a
bis 21 g
, daß selbst bei einfacher Paketirung ein Verquetschen der Schichten bis zu
einem ziemlich hohen Grade erfolgt; aber dennoch läßt sich ein Schluß auf die
Lagerung der Schienen des Paketes aus der Aetzfläche des Fertigkalibers immerhin mit
einiger Sicherheit ziehen: Je gleichförmiger die Druckvertheilung im Kaliber war
(resp. sein konnte), desto weniger verworfen sind die einzelnen Schichten.
Vergleichen wir die Aetzflächen Fig. 21b, 21d und 21e mit 21a, so ist zu entnehmen, daß das Walzgut Fig. 21a um 90 Grad gewendet werden mußte, damit die Schichtung eine
solche werden konnte, wie dies Fig. 21b zeigt. Die Figur 21c hingegen zeigt eine abweichende, nicht in die Reihe passende
Lagerung der Schichten. Diese Abweichung kann nicht daher
rühren, daß die genannte Verdrehung einmal unterblieb,
weil die Breite der Schiene in Fig. 21b
geringer als die Breite
von jener der Fig.
21a ist, jene Verdrehung daher schon
einfach aus bekannten Gründen erfolgen muß. Die Abweichung in der Schichtenlagerung
von Fig. 21c könnte daher nur entweder eine Folge der
bereits im Profile Fig. 21a entsprechend verändert gelagerten
Schichten sein, oder sie kann eine Folge der öfter beim Walzen stattfindenden
Verdrehung des Schienen-Endstückes sein. Letzteres hat mehr
Wahrscheinlichkeit, denn die dem Verfasser vom Hrn. Director Bansen zur Verfügung gestellten Probestücke waren natürlich den Enden der
Schienen entnommen. Die gleiche Erscheinung zeigt Fig. 20e, wie dies der Vergleich mit den diesem Kaliber vorhergehenden
deutlich zeigt.
Textabbildung Bd. 212, S. 45
Bekanntlich ist die Art der Paketirung von besonderer
Wichtigkeit. Bei Erzeugung von Eisenbahnschienen wird meist derartig paketirt,
wie dies Holzschnitt A zeigt.
Textabbildung Bd. 212, S. 45
Hingegen fanden wir auf der Wiener Ausstellung eine
Paket-Probe ausgestelltVon der Steinhauser Hütte in Mitten a. d. Ruhr; das Hüttenwerk Piela in
Oberschlesien hatte geätzte Schienenprofile ausgestellt, welche
wahrscheinlich ebenso paketirt waren und eine sehr gute Verschweißung
zeigten., welche der Holzschnitt B versinnlicht, und hatte das betreffende Werk die hieraus
dargestellten Schienenprobestücke exponirt, welche dem Bruchansehen nach nichts
zu wünschen übrig ließen. Stellt man nun die Frage, welches Verfahren ist
rationeller, bei welchem ist die Verschweißung eine innigere, so könnte hierauf
am besten das Aetzverfahren Antwort geben.
Die Anzahl der Proben von Sortimenten, welche mein verehrter Freund Bansen mir zur Verfügung stellte, waren viel zu gering,
um die beim Walzen sich aufdrängenden Fragen der Querschnittsabnahme,
Druckvertheilung etc. in Beantwortung nehmen zu können. Doch glaube ich gezeigt zu
haben, welche Wichtigkeit dem Aetzen beizulegen ist sowohl vom Consumenten, zum Zwecke der Qualitätserkennung des Materiales, als vom Producenten, zum Zwecke der leichten, raschen Erkennung
des Einflusses von Abänderungen im Arbeitsverfahren; und so möge dieser Aufsatz zu
ausgedehnterer Anwendung des Aetzens anregen.
Prag, im November 1873.
Tafeln