| Titel: | Gewindeschneidmaschine für Muttern und Bolzen (Patent von R. Breitfeld in Erla bei Schwarzenberg); beschrieben von Dr. Hartig. |
| Autor: | Hartig |
| Fundstelle: | Band 212, Jahrgang 1874, Nr. LXXXIII., S. 445 |
| Download: | XML |
LXXXIII.
Gewindeschneidmaschine für Muttern und Bolzen
(Patent von R. Breitfeld in Erla bei Schwarzenberg);
beschrieben von Dr. Hartig.
Mit Holzschnitt und Abbildungen auf Tab. VII.
Hartig, über Breitfeld's Gewindeschneidmaschine.
Textabbildung Bd. 212, S. 445
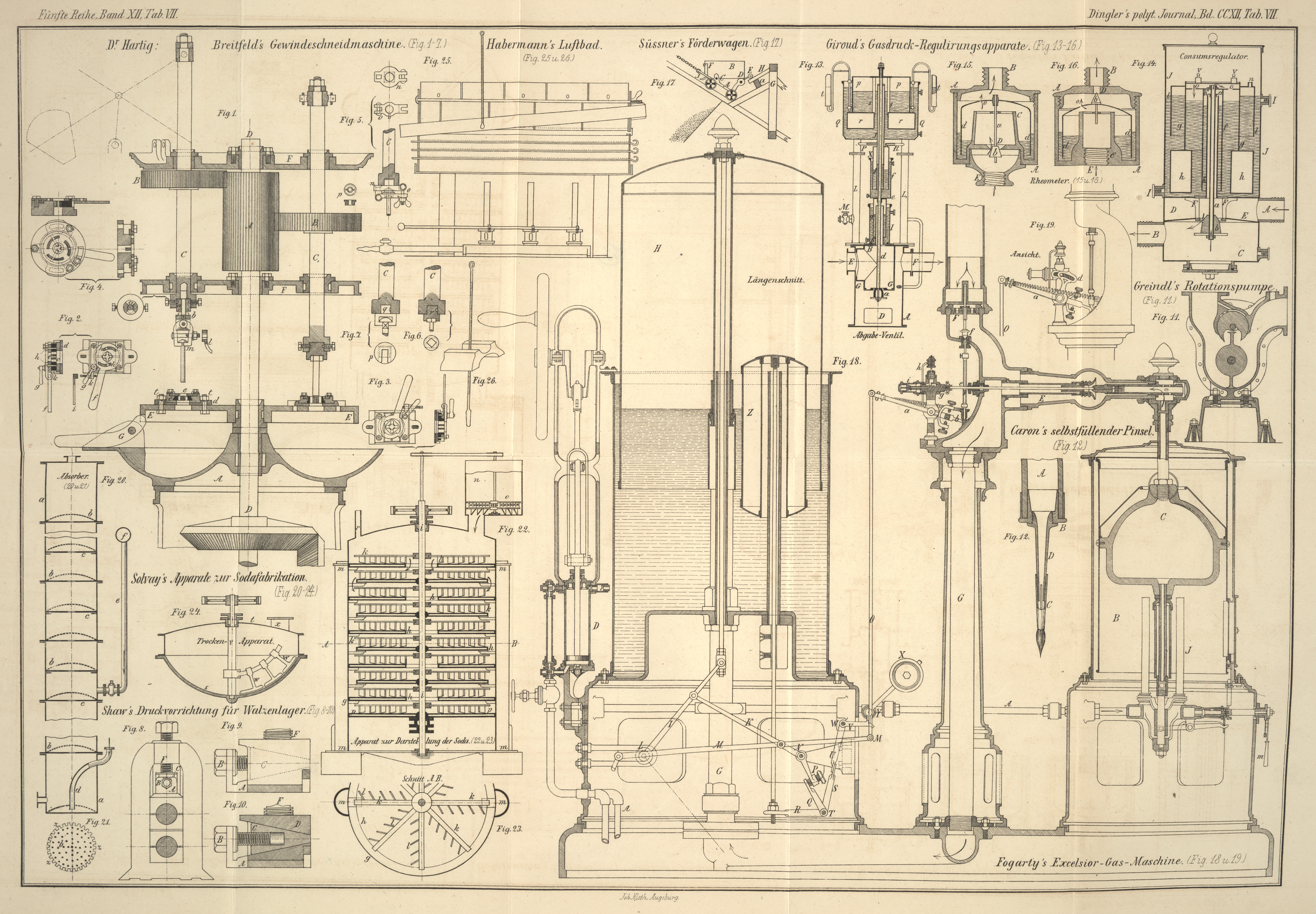
Die Breitfeld'sche Gewindeschneidmaschine, welche auf der
Wiener Weltausstellung die volle Anerkennung der Jury sich erwarb, weicht in ihrer
Disposition gänzlich von den bekannteren Gewindeschneidmaschinen ab; sie enthält
nämlich vier Spindeln (C, C₁ in Fig. 1), vertical gelagert
in einem um die gemeinsame Antriebswelle (D) drehbaren
Gestelle (F), zu welchem auch ein die Muttern, beziehentlich
Schneidkluppen gehöriger Tisch (E) gehört. Hiernach läßt
sich das ganze System der Arbeitsspindeln, welche am unteren Ende die Gewindebohrer
oder Schraubenspindeln aufnehmen, um die Betriebswelle so herumdrehen, daß
sämmtliche Arbeitsorte der Reihe nach vor den Arbeiter kommen, welcher die
geschnittenen Muttern oder Bolzen mit ungeschnittenen auszuwechseln und das Werkzeug
nach erfolgtem Durchgang wieder in die Anfangsposition zu bringen hat. Diese
Anordnung gewährt nicht allein die möglichste Ausnützung der Leistungsfähigkeit des
Arbeiters, sondern auch die Annehmlichkeit, daß derselbe das zu verarbeitende
Material unmittelbar neben sich haben kann und keine Zeit mit Hin- und
Herschaffen verliert.
Ursprünglich war die Maschine nur zum Einschneiden des Schraubengewindes in Muttern
eingerichtet; das in Wien ausgestellte Exemplar enthielt jedoch auch die
erforderlichen Abänderungen zum Gewindeschneiden auf Bolzen. Diese Abänderungen sind
es, welche durch die Figuren 1 bis 7 und durch die
nachfolgende Beschreibung zur Darstellung gebracht werden sollen.
Entsprechend dem Einschneiden des Schraubengewindes in Muttern geschieht auch das
Schneiden des Gewindes auf Schraubenbolzen durch einen
Schnitt, wobei nach Oeffnen der Schneidkluppe die Schraube herausgenommen werden
kann, ohne daß ein Rückgang der Spindel mit dem Schneidbohrer nöthig ist. Dadurch
wird – wie für Muttern auch für Bolzen – die Herstellung des Gewindes
eine billige und, weil die Maschine dabei ebenfalls mit vier Spindeln zu gleicher
Zeit arbeitet, die Leistungsfähigkeit derselben eine sehr große.
Die Werkzeuge zum Schraubenschneiden zerfallen nach Natur der Arbeitsvorrichtung in
zwei Hauptbestandtheile – diejenigen, welche den mit Gewinde zu versehenden
Schraubenbolzen festhalten und demselben zugleich die Bewegung der Arbeitsspindel
C, C₁ . . (Fig. 1) mittheilen, und
diejenigen, welche das Einschneiden des Gewindes in den sich drehenden Bolzen
besorgen, d.h. Einspannvorrichtungen und Schneidkluppen. Die Construction beider
Theile ist außer durch die Einrichtung der Maschine bedingt durch die Form des
betreffenden Schraubenbolzens an der einzuspannenden Stelle und durch die Länge, auf
welche das Gewinde eingeschnitten werden soll.
Die Einspannvorrichtungen sind in Fig. 1 und 5 bis 7 in Verbindung mit der
Arbeitsspindel für verschiedene Schraubenkopfformen, die Schneidkluppen in drei verschiedenen Constructionen in Fig. 1 bis 4 dargestellt.
Vorausgeschickt sei hier, daß die Schrauben- und Mutterschneidmaschine zur
Zeit in zwei verschiedenen Größen Nr. I und II ausgeführt wird. Bei der kleineren
Maschine Nr. II bleibt über dem Antriebsrad A auf der
Hauptwelle D so viel Raum, daß die Räder B, B₁ . . auf den Arbeitsspindeln C, C₁ . . bei Heben der letzteren ganz außer
Eingriff mit dem Antriebsrad A gebracht werden können,
jede Arbeitsspindel also unabhängig von der anderen während des Ganges der Maschine
einzeln ausgerückt und eingerückt werden kann. Um das Einrücken zu erleichtern, sind
die dabei in Betracht kommenden Stirnflächen der Nadzähne entsprechend abgerundet.
Für die größere Maschine Nr. I wurde diese Anordnung nicht gewählt, damit die
Maschine nicht durch zu große Höhe an Leichtigkeit der Bedienung von Seiten des
Arbeiters verlieren sollte, welcher Nachtheil bei Maschinen Nr. II vermöge ihrer an
und für sich kleineren Dimensionen mit jener im Uebrigen sehr vortheilhaften
Einrichtung nicht verbunden ist.
Für Maschine Nr. I wurde deshalb die Einspannvorrichtung für glatte Schraubenbolzen und solche mit halbrunden Köpfen selbst mit Ausrückung versehen, um nicht bei
jedesmaligen Einspannen eines neuen Bolzen die ganze Maschine ausrücken zu müssen.
Eine solche Vorrichtung ist in Fig. 1 mit der Spindel C in Verbindung gezeichnet. Die Kluppe m, welche den Bolzen festhält, wird nach Art eines
Feilklobens mittels Mutterschraube und Schlüssel l
geöffnet und geschlossen. Sie hängt in einem Gehäuse b
und der in diesem befestigte runde Stift verbindet dieselbe mit dem Einsatz a, der von der Arbeitsspindel aufgenommen wird. a und b sind mit Klauen
versehen, so daß bei Niederlassen der Spindel beide Theile gekuppelt werden und
hiermit die Bewegungsübertragung hergestellt ist. Ist das Gewinde geschnitten, so
wird nach Oeffnen der Schneidkluppe die Spindel gehoben, also der Mitnehmer a ausgerückt, so daß sich derselbe mit der Spindel frei
auf dem Stifte des Gehäuses b dreht, dieses aber mit der
Kluppe m stillsteht, demnach das Herausnehmen des
geschnittenen Bolzens, resp. das Einbringen eines neuen gestattet. Für Maschine Nr.
II ist dieselbe Einspannvorrichtung ohne Klauenkuppelung zu benützen, wobei das
Gehäuse b direct in die Arbeitsspindel eingesetzt
wird.
Eine andere Vorrichtung zu Maschine Nr. II für Schrauben mit halbrundem Kopf und Nase zeigt Fig. 5. Der Schraubenkopf
wird zwischen den Scheiben n und o mittels Schraube und Flügelmutter festgehalten. Für verschiedene
Durchmesser der Bolzen werden in den Untertheil o
Büchsen p von entsprechender Weite eingesetzt, deren
obere Fläche ebenso wie
die conische Vertiefung des den halbrunden Schraubenkopf aufnehmenden Obertheiles
n mit Feilhieb versehen und gehärtet ist.
Zum Einspannen von Schraubenbolzen mit sechs- oder
vierkantigen Köpfen, ferner von solchen mit viereckigem Ansatz unter dem Kopfe genügen für beide
Maschinen einfache Schraubenkopf-Futter s bezieh.
r und q, wie sie Fig. 1 an der
Spindel C₁, resp. Fig. 6 und 7 zeigen. Eine Ausrückung
ist in diesen Fällen nicht nöthig, weil sich die Bolzen während des Ganges aus den
Gesenken herausnehmen und wieder einbringen lassen.
Eine Schneidkluppe für solche Schrauben, die nicht auf
ihre ganze Länge bis dicht an den Kopf mit Gewinde versehen werden sollen, ist im
Längsdurchschnitt in Fig. 1 unter der Spindel C, im Grundriß und
Querdurchschnitt in Fig. 2 dargestellt.
Die Schneidbacken e sind zweitheilig und werden von dem
Gehäuse c aufgenommen, in welches sie nach ihrer
Längsrichtung verschiebbar eingepaßt sind. Jeder Schneidbacken trägt einen Stift h, welcher sich in einem Schlitz der um die Mittellinie
des aufgespannten Schraubenbolzens drehbaren Scheibe f
führt. Die Scheibe selbst hat ihre Führung im Support d
und wird ein Heben derselben durch zwei zu beiden Seiten befindlichen,
festgeschraubten Ueberlegeisen verhindert. Die beiden Schlitze für die Stifte h sind in bekannter Weise excentrisch angeordnet, so daß
durch Drehen des Handgriffes f an der Scheibe den Backen
e eine Bewegung in ihrer Längsrichtung ertheilt
wird. Zum Fixiren des genauen Maßes dieser Bewegung für einen bestimmten
Gewindedurchmesser dient die Stellschraube k mit
Schlüssel i, an welche der Handgriff f anstößt. Ein Zurückgehen der Backen wird verhindert
durch festes Anziehen des einen Ueberlegeisens, dessen eine Schraubenmutter mit dem
Handgriff g versehen ist; dieses Ueberlegeisen trägt
auch die Stellschraube k.
Damit beim Einspannen eines zu schneidenden Schraubenbolzens nicht darauf geachtet
werden muß, daß die Mittellinie desselben genau mit dem Mittel der Schneidkluppe
zusammenfällt, ist derselben eine kleine seitliche Bewegung sowohl in der
Längs- als in der Breitenrichtung der Backen dadurch gestattet, daß das
Backengehäuse c verschiebbar in dem Untertheile d sitzt, welchem letzteren wiederum eine Bewegung in der
Richtung der Schlitzlöcher möglich ist.
Die Schrauben t, t, welche durch den Arbeitstisch E und den Untertheil d
gesteckt sind, verhindern nur die Verschiebung des letzteren nach einer Seite hin
und gestatten der Schneidkluppe selbst ein geringes Heben und Senken, so daß sich
dieselbe beim Arbeiten ganz der Bewegung des zu schneidenden Bolzens anschließt.
Die Bedienung einer jeden Spindel der Maschine bei dem Schraubenschneiden hat
hiernach in folgender Weise zu geschehen.
Zunächst ist die Schraube k in die bestimmte, dem
vorliegenden Gewindedurchmesser entsprechende Stellung zu bringen, wobei dem
Verlangen, ob die zum Schraubenbolzen gehörige Mutter leicht oder streng auf das
Gewinde passen soll, genügt werden kann. Nachdem hierauf unter Andrücken des
Handgriffes f an die Stellschraube k und durch Anziehen des Handgriffes g die Backen e in der
betreffenden Lage festgestellt sind, wird der Schraubenbolzen in die zugehörige
Einspannvorrichtung eingebracht und mit der Spindel C
bis auf die Oeffnung der Schneidbacken niedergelassen. Nach einigen Umgängen der
Spindel, während welchen man durch letztere den Bolzen gegen die Backen andrückt,
ist das Anschneiden soweit gediehen, daß diese Spindel selbstthätig weiterarbeitet
und nun die nächste Spindel bedient werden kann. Ist das Gewinde auf die gewünschte
Länge angeschnitten, so werden nach Lüften der Mutter g
die Schneidbacken durch einen Druck am Handgriff f
geöffnet, die Spindel wird gehoben und die fertig geschnittene Schraube aus der
Einspannvorrichtung herausgenommen.
Damit der Arbeiter nicht immer von Neuem nachzumessen hat, ob die vorgeschriebene
Länge des Gewindes erreicht ist, wurde für jede Spindel eine nach der Länge des
Gewindes verstellbare Vorrichtung angebracht, welche zu dem gewünschten Zeitpunkte
durch Anschlagen einer – von einem im Spindelkopf befestigten Stift –
bei jeder weiteren Umdrehung gehobenen Feder dem Arbeiter hörbare Signale gibt.
Das Einsetzen anderer Schneidbacken in die Kluppe ist sehr schnell und einfach zu
bewerkstelligen. Die beiden die Excenterscheibe f
festhaltenden Ueberlegeisen werden zu diesem Zweck nach Lösen der dem Handgriff f gegenüberliegenden Schrauben so viel um ihre zweite
Befestigungsschraube gedreht, daß man die Excenterscheibe, also auch die Backen
herausnehmen und andere dafür einschieben kann.
Eine Schneidkluppe für Schrauben, auf welche Gewinde bis dicht
an den Kopf angeschnitten werden soll, zeigen Fig. 1 unter der Spindel
C₁ im Längsdurchschnitt, Fig. 3 im Grundriß und
Querdurchschnitt, während Fig. 4 eine Schneidkluppe
mit drei Schneidstählen – statt mit zweitheiligen
massiven Backen – darstellt, welche ebenfalls durch eine Schlitzscheibe
verstellt werden können.
Die Maschine wird von der Maschinenfabrik Nestler und Breitfeld in Erla bei Schwarzenberg (Sachsen) in zwei
Größen ausgeführt. Auf Nr. I, welche exponirt war, können Schrauben bis 25
Millimeter Durchmesser
und Muttern bis zu 38 Millim. Weite geschnitten werden. Die Länge der Schrauben mit
prismatischem Kopf kann bis 235 Millim. betragen; Schrauben ohne Kopf oder mit
rundem Kopf können 165 Millim. lang sein. Auf Maschine Nr. II können Schrauben bis
25 Millim. Durchmesser und 165 Millim. Länge, sowie Muttern bis 25 Millim. Weite mit
Gewinde versehen werden.
Die Leistungsfähigkeit der Maschine ist beispielsweise für Muttern
von
10
13
16
19
22
25
Millim. Durchmesser
–––––––––––––––––––––––
circa
240
220
180
150
100
85
Stück per Stunde,
während sie sich für Schrauben sowohl nach dem Durchmesser als
auch nach der Gewindelänge richtet.
Tafeln