| Titel: | Tunner, über directe Darstellung des Eisens nach Blair. |
| Fundstelle: | Band 216, Jahrgang 1875, Nr. , S. 304 |
| Download: | XML |
Tunner, über directe Darstellung des Eisens nach Blair.Nach dem Vortrage von P. Tunner bei der Generalversammlung des
montanistischen Vereins für Steiermark am 20. März
1875, durch die Zeitschrift des berg- und hüttenmännischen
Vereins für Kärnten, 1875 S. 119.
Mit Abbildungen auf Taf.
V [d/2.3].
Tunner, über directe Darstellung des Eisens nach Blair.
Obgleich die directe Darstellung des Eisens die uranfängliche Methode der Gewinnung
dieses Metalles ist und durch die später eingeführte Zwischenarbeit der Hohöfen mit
ihrer Roheisenerzeugung anerkannt ein wesentlich ökonomischer Vortheil erreicht
wurde, so zeigen doch die meisten Eisen producirenden Länder, namentlich in den
letzten Decennien, wo die Wissenschaft auch im Hüttenwesen mehr Verbreitung gefunden
hat, vielfache Bestrebungen und Versuche in der directen Darstellung des Eisens.
Alle die vielen, zum Theile sehr kostspieligen, durchgehends mißlungenen Versuche
mit der directen Darstellung, alle die großen Fortschritte, welche im Betriebe der
Eisenhohöfen in letzterer Zeit gemacht worden sind, alle die von hervorragenden
Gelehrten und Industriellen wiederholt ausgesprochenen Verdammungsurtheile über die
directe Darstellung vermochten nicht, den weiteren Bemühungen auf diesem Wege
Einhalt zu thun.
Dieser überraschenden Beharrlichkeit in der Verfolgung des directen Weges liegt die
Thatsache zu Grunde, daß einerseits diese Bahn als die kürzere, wenn entsprechend
durchgeführt, billiger sein müsse wie die mit dem Umwege des Hohofenbetriebes, und
andererseits die von der Wissenschaft gebotene Ueberzeugung, daß diese kürzere Bahn
entsprechend durchgeführt werden könne.
Es ist unverkennbar, daß die reichen und reinen Eisenerze, wie sie in Steiermark und
Kärnten in großer Menge vorkommen, leicht zu reduciren sind und diese reducirten
Erze in chemischer Verbindung durchgehends und zum Theile selbst an mechanischen
Beimengungen reiner sind, als das daraus dargestellte Roheisen. Nachdem aber
zweifelsohne die reducirten Erze billiger dargestellt werden können als das Roheisen
und zugleich reiner sind, zum Theile sogar reiner als die aus dem Roheisen erzeugten
Blooms, so muß es doch möglich sein, die reducirten Erze wenigstens gleich
vortheilhaft wie das Roheisen weiter zu verarbeiten.
Ohne weiter auf allgemeine Betrachtungen und Erörterungen einzugehen, soll nach Blair's Anleitung in voraus auf einen bezüglich der
Beschaffenheit der reducirten Erze noch ziemlich allgemein herrschenden Irrthum
aufmerksam gemacht werden. Bei den meisten in größeren Apparaten dargestellten
reducirten Erzen ist bei ihrer weiteren Verwendung stets noch ein ansehnlicher Theil
Sauerstoff mit dem Eisen in Verbindung gewesen, indem einerseits die Reduction nicht
vollständig durchgeführt war und andererseits durch theilweise Berührung der noch
heißen Erze mit atmosphärischer Luft wieder etwas Sauerstoff in Verbindung getreten
ist. Hauptsächlich in dieser unvollkommenen Reduction dürfte bei dem weiteren
Zugutebringen dieser Erze die Ursache der Verschlackung einer größeren Menge von
Eisen gelegen sein und zur Annahme geführt haben, daß mit dem sogen. Eisenschwamm im
Großen, selbst in der hohen Temperatur eines Siemensofens, nicht ohne bedeutende
Eisenverschlackung, daher nie mit Vortheil gearbeitet werden könne. Dieser Umstand
hat weiters zu der (in neuester Zeit auch in Steiermark versuchten) voraussichtlich
kostspieligen Methode der Reduction in dem heißflüssigen Erzbade geführt.
Schon in der Generalversammlung v. J. hat Verf. zuerst eine kurze Notiz von der
directen Darstellung des Eisens nach Blair gegeben. Etwas
näher über diesen Gegenstand hat er sich gelegentlich der letzten Wanderversammlung
in Graz ausgelassen, und kommt heute auf diesen Gegenstand zurück, weil seine
früheren Mittheilungen unvollkommen, zum Theile selbst irrig sind, weil seither
dabei wieder Fortschritte gemacht wurden, hauptsächlich aber, weil nach den jüngst
erhaltenen Nachrichten auf den Hütten zu Glenwood bei Pittsburg in Nordamerika über
Jahr und Tag im Großen und mit den besten ökonomischen Erfolgen nach der Methode von
Blair Gußstahl und homogenes Eisen (homogeneous iron) dargestellt wird. Es sind auf Blair's Werken 6 Reductionsapparate (Oefen), jeder mit 3
Cylinder, aufgestellt. Jeder solche Ofen liefert in der Woche 60t d. s. 1200 Centner
reducirtes Eisen als Eisenschwamm. Früher wurde aller Eisenschwamm im kalten
Zustande zu Blooms gepreßt; später ist dieses Pressen auf die in kleinerem
Aggregatszustande vorkommende Partie beschränkt worden, während die gröbere Partie,
ungefähr ⅔ des Ganzen, ohne weitere Vorbereitung zur Verwendung bei
Schmelzöfen nach dem Siemens-Martin-Proceß gelangen.
Nach allen dem verdient der Proceß nach Blair unsere
Aufmerksamkeit um so mehr, als demselben von Seite englischer Eisengewerken
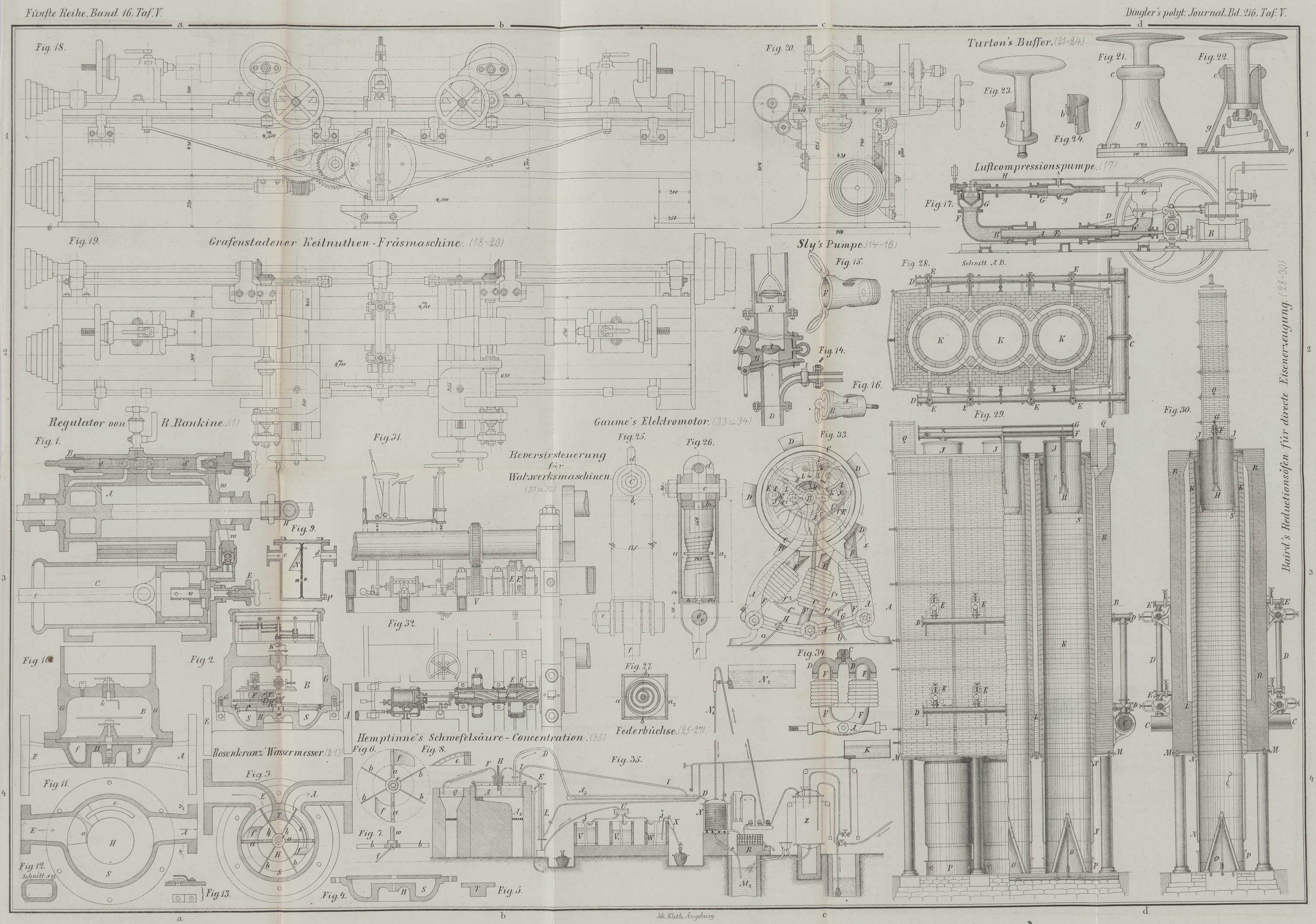
ebenfalls bereits nähere Beachtung gewidmet wird. Zunächst sei Blair's Reductionsofen, welcher in Fig. 28 bis 30 (nach Engineering) dargestellt ist, näher beschrieben.
Es sind in einem solchen Ofen drei gleiche, aus eigens geformten feuerfesten Ziegeln
hergestellte Reductionscylinder K eingebaut, welche 1m,37 inneren Durchmesser und 12m,80 Höhe vom Boden
bis zur Begichtungsebene messen. Diese Cylinder sind von einem aus ordinären Ziegeln
aufgeführten, innen mit feuerfesten Ziegeln bekleideten und äußerlich gut
verankerten Rauchgemäuer R dergestalt umgeben, daß
zwischen diesem und der Außenwand der Cylinder ein ringförmiger Raum von 102mm gebildet wird.
Unterhalb ruht das Rauchgemäuer auf Eisenplatten M,
welche von Gußeisensäulen getragen werden. Hierdurch wird der unterste, zur
Abkühlung des Inhaltes bestimmte und darum aus Eisenkränzen dargestellte Theil der
Cylinder vom Boden auf ringsum freigestellt. Zur äußerlichen Erhitzung der Cylinder
werden von einem gewöhnlichen Generator Gase in Röhren C, D zugeführt und mit den Verbrennen: E in den ringförmigen Zwischenraum um die Cylinder
geleitet und mit Wind verbrannt. Dadurch werden die Cylinder von außen in die
erforderliche hellrothe Glühhitze versetzt. Die Verbrennungsgase ziehen durch die
Essen Q ab.
Am oberen Ende jedes Cylinders ist ein fingerhutartiges (oben geschlossenes) eisernes
Rohrstück J von 1m,83 Länge und 1m,24 äußerem Durchmesser eingehängt,
wodurch zwischen der Innenwand des Cylinders und der Außenwand des Fingerhutes ein
ringförmiger Zwischenraum von 127mm Weite gebildet wird. In diesen ringförmigen Zwischenraum
werden die Erze, gemengt mit der zur Reduction erforderlichen Kohle, aufgegichtet.
Um diesen ringförmigen Raum nicht allein von außen durch den in Glut versetzten
Cylinder, sondern zugleich an der inneren Seite zu erhitzen, so werden Generatorgase
auch durch die Röhrenleitung F (Fig. 29) und Wind durch
die Leitung G in das Innere des Fingerhutes geleitet und
daselbst bei H diese Gase verbrannt. Ueberdies verbrennt
in diesem Raume das bei der Reduction unterhalb, d. i. in dem eigentlichen
Reductionsraume gebildete Kohlenoxydgas. Zum Abziehen der Verbrennungsproducte muß
auch dieser Raum mit der Esse eine Communication erhalten.
So gestaltet wird das gegichtete Gemenge von Erz und Kohle von beiden Seiten rasch
und gleichförmig erhitzt, indem die Hitze von jeder Seite nur auf 63mm einzudringen hat.
Das gleichförmig erhitzte Gemenge gelangt sofort in den eigentlichen Reductionsraum
des Cylinders, wo dasselbe durch die äußere Erhitzung der Cylinderwand eine
zureichend lange Zeit in der zur Reduction erforderlichen Temperatur erhalten
wird.
Die Erfahrung hat gezeigt, daß bei den in der Zeichnung dargestellten räumlichen
Verhältnissen die nöthige Erhitzung in dem ringförmigen Begichtungsraume und die
nöthige Zeit zur Vollendung der Reduction in dem Raume bis zum Horizont des Bodens
L des erhitzten Cylindertheiles erreicht wird,
wenn zu unterst das Ausziehen der reducirten Erze in dem Maße vorgenommen wird, daß
per Cylinder und Woche 20t reducirtes Eisen in dem erhaltenen Eisenschwamm enthalten sind.
In dieser Art und Weise wird es möglich, die Erze in größerer Menge schnell, billig
und gleichförmig zu erhitzen und sofort entsprechend zu reduciren. Aller
Wahrscheinlichkeit nach ist mit den vorstehend angegebenen Dimensionen, so
insbesondere mit den 1m,24 Durchmesser des an der Gicht eingehängten Fingerhutes und der
entsprechenden Cylinderweite, die vortheilhafteste Grenze noch nicht erreicht.
Thatsache ist nur, daß zuerst im Juli 1871 mit einem aus Gußeisen hergestellten
Cylinder von 279mm
innerem Durchmesser und 3m,96 Höhe begonnen wurde; diesem folgten im April 1872 drei thönerne
Cylinder von 914mm
Durchmesser und 9m,14
Totalhöhe, welche bis August 1872 im regelmäßigen Betriebe waren, worauf mit
Cylindern von dem gleichen Durchmesser aber mit 12m,80 Höhe begonnen wurde. Endlich im
Herbste 1873 wurden die Apparate mit den vorliegend angegebenen Dimensionen in
Betrieb gesetzt und bis auf die letzten Nachrichten im laufenden Jahre
ununterbrochen im Gange erhalten. Da mit dieser succesiven Vergrößerung der Apparate
immer ökonomisch günstigere Resultate erzielt worden sind, so liegt auf der Hand,
daß ein weiteres Fortschreiten in dieser Richtung zu empfehlen sei.
Es steht außer Frage, daß diese Art der Reductionsapparate das Vollkommenste ist, was
bisher zu den Reductionsversuchen in der Praxis zur Anwendung gelangte, indem
dadurch nicht allein rasche und gleichförmige Erhitzung erzielt, sondern überdies
das bei der Reduction gebildete Kohlenoxydgas als Brennmaterial zur Verwendung
gebracht wird.
Sehr sinnreich und zugleich höchst einfach ist das von Blair bei seinem Apparate angewendete Mittel, um jede theilweise
Wiederoxydation des reducirten Eisens zu vermeiden. Bekanntlich hat das Eisen in dem
Zustande der feinen Vertheilung, wie es sich in den reducirten Erzen befindet, eine
sehr große Neigung, sich wieder mit Sauerstoff zu verbinden, so lange es sich in
einer höheren Temperatur befindet und der mindeste Luftzutritt stattfindet. Dem
begegnet Blair einfach dadurch, daß die
Reductionscylinder unter dem Reductionsraume tief genug verlängert werden, um sowohl
eine hinreichende Abkühlung, als weiters auch noch durch die unterste Partie der
daselbst bereits kühleren Erzsäule einen Abschluß gegen allen Zutritt der Luft zu
den noch wärmeren Partien zu bewirken. Der unterste Theil der verlängerten Cylinder
ist, wie schon berührt wurde, aus Eisen hergestellt, und um die Abkühlung daselbst
noch mehr zu
beschleunigen, ist der Eisencylinder mit einem Blechmantel N und dazwischen circulirendem kaltem Wasser versehen. Die gezogenen Erze
müssen so weit abgekühlt sein, daß sie bequem mit der freien Hand gefaßt werden
können, in welchem Zustande sie, wochenlang an der freien Luft liegend, keinen
Sauerstoff aufnehmen, daher die unterste Partie der reducirten Erze im Kühlcylinder
von der Luft nicht oxydirt und bei dem zum Theile kleinen Aggregatszustande und der
durch den Druck der darüber befindlichen Säule erlangter Dichte auch nicht leicht
durchdrungen wird.
Das Ausziehen der Erze erfolgt durch das Aufheben der zu unterst befindlichen
Schubröhre P. Der in der Mitte angebrachte Conus O bewirkt das gleichmäßige Ausrollen der reducirten
Erze. Wenn das entsprechende Quantum gezogen ist, wird die Schubröhre wieder
niedergezogen und vorsichtshalber am Boden herum mit plastischem Thon verstrichen.
In dem Maße, als unten Eisenschwamm ausgezogen, wird oben wieder gegichtet, und
dergestalt der continuirliche Betrieb erzielt. Das Ausziehen wird in Intervallen von
2 bis 3 Stunden vorgenommen, wobei die Gichtfüllung um circa 305 bis 457mm sinkt.
Der Betrieb eines solchen Reductionsofens ist so einfach und so wenigen Störungen
ausgesetzt, wie kaum irgend ein zweiter metallurgischer Proceß, bei welchem mit
Hitze gearbeitet wird. Es ist nur darauf zu sehen, daß das aufgegichtete Material
bei seinem Verlassen des ringförmigen Raumes, d. i. bei seinem Eintritte in das
Innere des Cylinders bei S hinreichend erhitzt ist, und
demgemäß der erkaltete Eisenschwamm in geringerer Menge oder in längeren
Zeitintervallen ausgezogen wird, wenn dies nicht der Fall sein sollte; und ferner
ist die entsprechende gleichförmige Erhitzung der Cylinder durch oben angebrachte
Spählöcher zu beobachten und danach die Gasfeuerung bei dem Verbrennen zu reguliren.
Um bei dem Verbrennen jedem Verlegen durch abgesetzten Theer zu begegnen, kann es
nothwendig werden, die Gase durch Waschen oder Abkühlen vom Theer zu befreien, bevor
sie zu den Verbrennern gelangen. Die vollendete Reduction im gezogenen Eisenschwamm
ist bei einiger Uebung leicht und sicher nach dem Glanze, der Farbe und dem Anfühlen
insbesondere aber nach dessen Verhalten und Aussehen beim Ritzen mit einem Messer zu
beurtheilen.
Als Reductionsmittel können Coaks, Anthracit oder Holzkohle, ebenso Sägespäne oder
Torf angewendet werden; weniger bequem sind hierzu rohe Steinkohlen zu verwenden,
besonders wenn es Backkohlen sind. Nothwendig muß dabei auf die entsprechende
Reinheit von Schwefel gesehen werden. Für unsere Verhältnisse würde oft das billige,
mitunter ganz werthlose Kohlenklein, die sogen. Lösche, zu verwenden sein, welche
bei den Kohlstätten und den mit Holzkohlen betriebenen Hohöfen oft in großer Menge
sich ansammelt. Jedenfalls muß das Reductionsmittel zerkleinert werden und zur
Aushaltung gröberer Stücke ein Drahtsieb passiren, dessen Maschen höchstens 25, nach
Umständen nur 13mm
weit sind. Die Erze müssen gleichfalls zerkleinert werden und haben ein Sieb mit
38mm Maschenweite
zu passiren. Das Mengen der zerkleinerten Erze und Kohle wird mit Durchschaufeln
bewerkstelligt.
Wenn bekannt ist, wie viel Sauerstoff bei der Reduction aus den Erzen zu entfernen
ist, so ergibt sich die dazu erforderliche Kohlenmenge durch ein einfaches
Rechenexempel. Wenn das Eisen in dem Erz, wie am öftesten der Fall, als Oxyd
enthalten ist, so werden auf 100 G. Th. Eisen 32,14 Th. Kohlenstoff erforderlich,
oder einfacher und genügend: ⅓ des Gisengewichtes gibt die Menge der zur
Reduction nöthigen Kohle. Zur Sicherheit wird neuerlichst aber noch gegen 10 Proc.
Mehrgewicht an Kohle zugegeben. Der hierdurch zuletzt bleibende Ueberschuß an Kohle
wird mit dem Eisenschwamm ausgezogen und muß von diesem getrennt werden, bevor
dieser weiter verarbeitet wird. Um diese Trennung zu erleichtern, wird bei den Erzen
getrachtet, sie dergestalt zu zerkleinern, daß so wenig als thunlich Partien darin
enthalten sind, welche durch ein Sieb mit 13mm Maschenweite passiren können; hingegen
wird die Kohle so weit zerkleinert, daß sie ein Sieb von nicht viel mehr als 13mm Maschenweite
passiren kann. Bei diesen Aggregatszuständen wird nach der Reduction durch ein
gewöhnliches Trommelsieb mit schwach 13mm weiten Maschen der größte Theil (bei
⅔ des Ganzen) des erhaltenen Schwammes, nämlich die gröberen Stücke, sogleich
von der überschüssigen Kohle befreit. Der kleinere bleibende Rest kann durch Waschen
von der Kohle befreit werden, indem das Wasser kein Oxydiren bewirkt, wenn der
gewaschene Schwamm nur wenige Stunden bis zu seiner weiteren Verwendung liegen
bleibt.
Bis zum Frühjahre 1874 ist der erhaltene Eisenschwamm, unter einem Drucke von 2110k pro 1qc, im kalten Zustande
zu Blooms von 152mm
Durchmesser und 305mm
Höhe gepreßt worden. Seither ist dieses Pressen jedoch entbehrlich gefunden worden,
indem die größeren Stückchen des Schwammes unter der Schlackendecke des Schmelzofens
rasch verschwinden und bei deren porösem Zustande sich sehr schnell im Metallbade
auflösen. Nur die mehr zerkleinerte Partie des Schwammes wird vor der weiteren
Verwerthung durch Kaltpressen in Blooms von der genannten Größe verwandelt.
Die weitere Zugutebringung des dargestellten Eisenschwammes erfolgt zu Glenwood durch
Schmelzung in einem Roheisenbade, welches in einem Siemensofen, oder einem anderen
ähnlichen Gasschmelzofen sich befindet. Zur Herstellung dieses Roheisenbades ist
ungefähr ¼ des ganzen Gewichtes der schließlich erhaltenen Ingots an Roheisen
erforderlich; und am Ende der Charge wird, ähnlich wie bei dem
Siemens-Martin-Processe, zum erwünschten Rückkohlen des Metallbades,
bei 1/20 des Gesammtgewichtes an Spiegeleisen nachgetragen.
Um die Verwendung des zur Herstellung des Roheisenbades erforderlichen Quantums an
reinem Bessemer-Roheisen zu umgehen, hat Blair
verschiedene Versuche angestellt, wovon die letzten, zu den besten Hoffnungen auf
das Gelingen berechtigenden, darin bestehen, daß das Klein des erhaltenen Schwammes,
welches jedenfalls durch Kaltpressen in Blooms verwandelt wird, vor dem Pressen noch
mit anderen die Kohlung fördernde Zuthaten (thierische Kohle, Alkalien und
dergleichen Cyan bildende Bestandtheile) vermengt wird, und die so bereiteten Blooms
vorerst eingeschmolzen werden. Es tritt dabei in der hohen Temperatur rasch eine
Aufnahme von Kohle ein, wodurch die Blooms zu Roheisen einschmelzen; das erhaltene
Metallbad ist gleichfalls geeignet, eine ansehnliche Menge des Eisenschwammes
aufzulösen.
Bei einem oberflächlichen Ueberblicke des Vorganges nach Blair kann leicht die Ansicht entstehen, daß die ganze Reduction
entbehrlich und nahezu das gleiche Resultat zu erlangen sei, wenn nach der
ursprünglichen Methode des Martin-Processes in das Roheisenbad unreducirte,
aber möglichst reine und reiche Eisenerze eingetragen werden. Allein bei näherer
Betrachtung fällt der große Unterschied in dem Verhalten und der Wirkung zwischen
den rohen und den reducirten Erzen sogleich auf; denn bei Verwendung der rohen Erze
findet eine raschere Entkohlung des Eisenbades, zugleich aber auch eine bedeutendere
Abkühlung und ein großer Eisenverlust durch Verschlackung statt; Sohle und Wände des
Ofens werden von der eisenreichen Schlacke stark angegriffen. Der Verlauf des
Processes ist öfteren Störungen ausgesetzt, wird unsicher und unökonomisch gemacht.
Aus diesen Gründen ist bei dem Siemens-Martin-Processe die Zugabe der
rohen Erze mit der von gefrischtem Eisen ersetzt worden. Der Eisenschwamm steht in
seiner Beschaffenheit wie in seiner Wirkung näher dem gefrischten Eisen als den
rohen Erzen, und hat vor dem gefrischten Eisen den großen Vorzug, daß er ungleich
billiger ist. Bei der Zugabe des Eisenschwammes wird allerdings etwas mehr Schlacke
gebildet als bei Verwendung von gefrischtem Eisen; allein blos bei Verarbeitung
ärmerer Erze wird so viel Schlacke erzeugt, daß deren Menge hinderlich wird und
darum vor Beendigung der Charge theilweise entfernt werden muß. Eine gewisse
Schlackenmenge ist als schützende Decke sehr erwünscht, weshalb bei Verarbeitung des
Eisenschwammes von reichen Erzen anfangs sogar absichtlich etwas Schlacke von der
vorigen Charge beigegeben wird.
Rücksichtlich der Verwendbarkeit von unreinen Erzen bei dem Verfahren nach Blair kann noch bemerkt werden, daß Schwefel und
Phosphor, wenn sie im Erz mit dem Eisen verbunden sind, jedenfalls ihren schädlichen
Einfluß zur Geltung bringen werden; sind diese Verunreinigungen in dem Erze aber an
einen anderen Körper gebunden, wie z. B. wenn phosphorsaurer Kalk im Erz vorkömmt,
so verlassen diese das Eisenbad in ähnlicher Weise, wie es bei der Kieselerde der
Fall ist, — so wenigstens wird berichtet.
Zum Schlusse der vorliegenden Mittheilungen läßt Verf. nach den im Großen, aus dem
mehr als einjährigen Betriebe zu Glenwood entnommenen Resultaten, jedoch auf
österreichische Preis- und Localverhältnisse umgerechnet, eine Darlegung der
Gestehungskosten per Centner Ingots folgen.
2 Ctr. geröstete Erze, mit 50 Proc. Eisen, à Ctr. 32 kr.
fl.
—
64
36 Pfd. Holzkohlenklein à 1 kr. (oder
schwefelfreies Steinkohlenklein)
fl.
—
36
0,75 Ctr. Braunkohle-Feingries, für den Gasgenerator à, 24 kr.
fl.
—
18
Arbeitslöhne:
Beim Betrieb des Reductionsofens
8
Beim Gasgenerator
4
Beim Zerkleinern und Mengen der Erze und Kohle
5
—
17
Bergbausteuern (Einkommensteuer, Reparaturen)
fl.
—
5
––––––––––
Gibt an unmittelbaren Kosten per 1 Ctr. Eisenschwamm
fl.
1
40
Danach die Kosten für 1 Ctr. Ingots:
0,5 Ctr. Eisenschwamm in gröberen Stückchen à 1 fl. 40 kr.
fl.
—
70
0,25 Ctr. Eisenschwamm in gepreßten Blooms à 1 fl. 60 kr.
fl.
—
40
Verlust an Eisenschwamm durch Verschlackung 15 Proc.
fl.
—
22
0.25 Ctr. Bessemer-Roheisen à
3 fl.
fl.
—
75
Verlust an Roheisen durch Verschlackung 7½ Proc.
fl.
—
22
Arbeitslohn.
fl.
—
40
Erhaltung des Ofens und der Gezähe
fl.
—
20
1,25 Ctr. Braunkohle-Grobgries für den Gasgenerator à 30 kr.
fl.
—
38
5 Pfd. Spiegeleisen zum Rückkohlen, à
Ctr. 5 fl.
fl.
—
25
––––––––––
Zusammen
fl.
3
52
In diese Kostenberechnung sind die Interessen für das Anlage- und
Betriebscapital, wie Kanzleikosten, Assecuranzen und sonstige Generalien nicht
einbezogen. Aber es ist daraus zu ersehen, daß Blair's
Methode unter steierischen Verhältnissen die Concurrenz mit dem Bessemern ganz gut bestehen kann, wenn
anders die vorstehend, aus anscheinend verläßlichen Quellen entnommenen Resultate
richtig sind. Jedenfalls verdient diese Methode der directen Darstellung des Eisens
unsere volle Aufmerksamkeit, und es steht zu hoffen, daß damit auch hierzuland in
Bälde Versuche gemacht werden, besonders wenn dafür weitere Bestätigungen des
Erfolges aus Amerika einlangen, — und um so mehr, als wir bereits im Besitze
von entsprechenden Siemensöfen sind, daher blos die nicht sehr bedeutenden Kosten
eines Reductionsofens einzusetzen kommen.
Die Thatsache, daß Blair, einer der größeren,
intelligentesten und geachtetsten Eisengewerken in Nordamerika, sich seit mehreren
Jahren unausgesetzt mit diesem Gegenstande befaßt hat und nun dahin gelangt ist,
sechs gleiche, große Apparate (Reductionsöfen) zu errichten, welche bereits über
Jahr und Tag im Betriebe sind, muß selbst bei Jenen Vertrauen zu dieser Methode der
directen Darstellung erregen, welche es aus dem beschriebenen Vorgange abzuleiten
nicht vermögen. Und der weitere Umstand, daß bei diesem Verfahren die in den
Alpenländern so kostspieligen Coaks entbehrlich und die Eigenschaften ihrer
vorzüglichen Eisensteine zur erhöhten Geltung gelangen, wodurch es möglich
erscheint, mit allen anderen Ländern (England nicht ausgenommen) in diesem
Industriezweige concurriren zu können, muß Blair's
Methode der directen Darstellung des Eisens für Steiermark und Kärnten um so
werthvoller erscheinen lassen. — Erst durch Blair's billige und vollkommenere Darstellung des Eisenschwammes hat der
Siemens-Martin-Proceß höheren Werth erlangt und kann als
selbstständiger Proceß mit dem Bessemern die Concurrenz bestehen.
Tafeln