| Titel: | Hilfsapparate für Holzbearbeitung; von Henry Disston und Söhne. |
| Fundstelle: | Band 217, Jahrgang 1875, S. 274 |
| Download: | XML |
Hilfsapparate für Holzbearbeitung; von Henry Disston und Söhne.
Mit Abbildungen in, Text und auf Taf. E.
Dißton's Hilfsapparate für Holzbearbeitung.
Soll irgend eine Werkzeugmaschine in Bezug auf Quantität und Qualität der Lieferung
ein möglichst gutes Resultat ergeben, so ist außer zweckentsprechender Construction
der Maschine selbst die nächste Bedingung die, daß die arbeitenden Schneidwerkzeuge
im besten Stande sind und erhalten werden. Für das letztere machen sich dann
allerhand Hilfsvorrichtungen nöthig, und diesen wird namentlich auch in den
Vereinigten Staaten Nordamerikas besondere Aufmerksamkeit zugewendet. Es liegt uns
nun ein Schriftchen der bedeutenden Fabrik von Henry Dißton und Söhne in Philadelphia vor (in Europa
vertreten durch C. S. Larrabee in Mainz), welches
namentlich Mittheilungen über die von der Firma gelieferten Apparate etc. zur
Instandhaltung der Sägen enthält. Auf Grund dieses Schriftchens ist das Nachstehende
bearbeitet. (Deutsche Industriezeitung, 1875 S. 193 ff.)
Wenn es bei einer Kreissäge als erste Bedingung für leichtes Schneiden bei möglichst
geringer Betriebskraft gefordert werden muß, daß die Welle gut gelagert sei und die
Sägenscheibe in Folge untadelhafter Beschaffenheit der Bundringe oder Flanschen
(welche am besten etwas hohl auszudrehen sind, damit sie nur am äußersten Umfang das
Sägeblatt fassen) vollkommen centrisch läuft und eine genau ebene Fläche bildet, so
ist als zweite Bedingung die richtige Form und Schärfe der Zähne hinzustellen.
Als Werkzeuge zur Herstellung der zweckentsprechenden Form sind zunächst, soweit es
sich darum handelt, die Schnittfuge etwas breiter zu machen, als die Sägeblattdicke
beträgt, zu erwähnen die Schränkeisen und die Setz- oder Staucheisen.
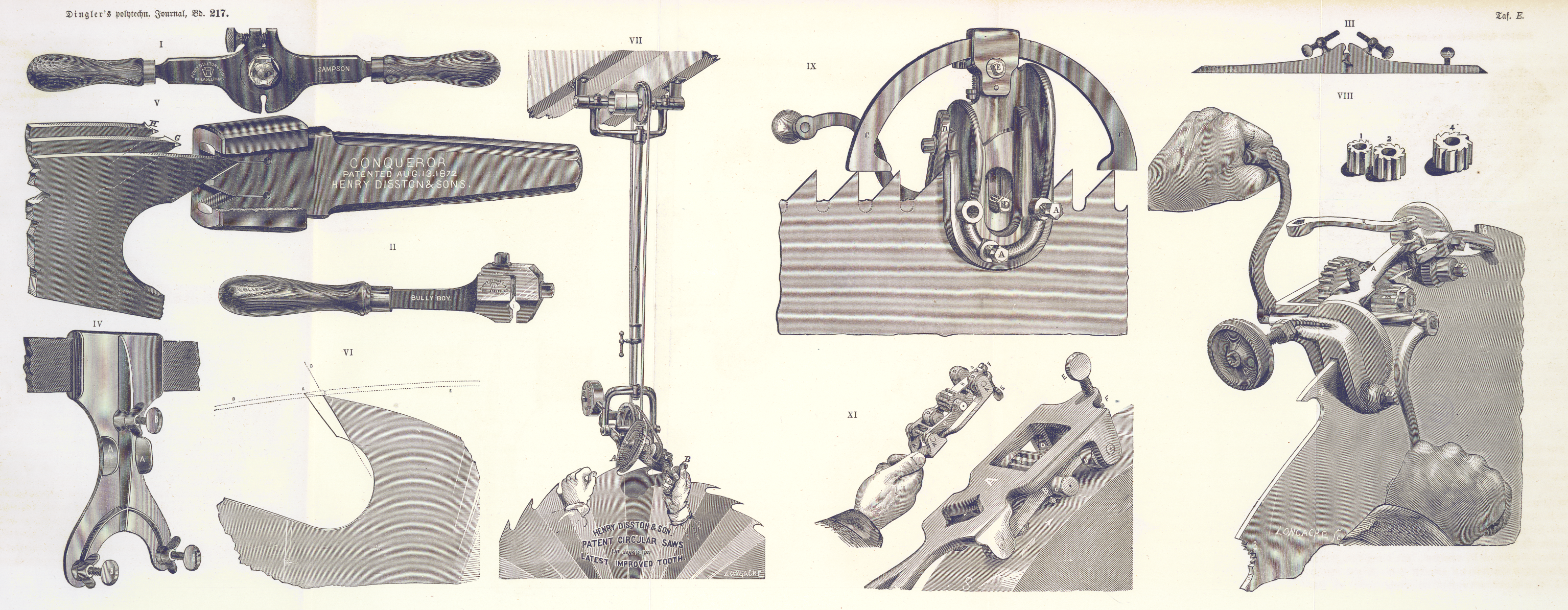
Von Schränkeisen liefert die genannte Firma verschiedene Constructionen; das Sampson'sche Schränkeisen
(Fig. I)
besteht aus zwei mit Handgriffen versehenen Gußstahltheilen, welche durch ein
kräftiges Scharnier
zusammenhängen und vermöge der Vorsprünge an jedem Scharniertheile auf der einen
Seite eine Art Zange bilden, deren Oeffnung entsprechend der Sägeblattdicke beliebig
weit durch die auf der anderen Seite befindliche Setzschraube eingestellt werden
kann. Während man bei dem erwähnten Instrument beide Hände zum Anfassen verwenden
kann und es sich deshalb wohl vorzugsweise für stärkere Sägeblätter eignet, außerdem
auch die Möglichkeit gegeben ist, ohne Umspannen der Säge abwechselnd nach rechts
und nach links zu schränken, ist bei dem in Fig. II dargestellten
„Bully-Boy“-Schränkeisen blos ein mit Handgriff versehener Schenkel vorhanden und an
dessen Stirnende ein durch eine Druckschraube zu bewegender Schieber angebracht,
dessen Innenfläche gemeinschaftlich mit der Schenkelstirnfläche das Maul der Zange
darstellt, zwischen welche man den zu schränkenden Zahn fassen kann.
Wird bei diesen beiden Schränkeisen eine ziemliche Geschicklichkeit des Arbeiters
vorausgesetzt, damit ein Zahn so viel geschränkt werde wie der andere, so gewährt
das Regulirschränkeisen (Fig. III) die
Annehmlichkeit, den Arbeiter in der Erreichung der zu wünschenden Gleichmäßigkeit
etwas zu unterstützen. Hier ist das Maul zwar nicht der Sägeblattstärke entsprechend
zu verengern und zu erweitern; es ist aber in der Spaltenöffnung ein stellbarer
Schieber angebracht, welcher veranlaßt, daß man das Instrument immer nur bis zu
gleicher Tiefe auf die Zähne aufsetzen kann, und außerdem geben die beiden
Setzschrauben einen Anschlag ab, so daß die Stärke der Seitenabbiegung für alle
Zähne gleich groß bemessen werden kann. Das Instrument ist außerdem so gestaltet,
daß sich dessen eine Langseite als Lineal benützen läßt, um, nachdem man die
Stellschraube A eingestellt hat, dieses Lineal an die
Sägenfläche anlegen und prüfen zu können, ob alle Zahnspitzen gleich viel vor der
Sägeblattfläche vorstehen. Da es trotz aller angewendeten Sorgfalt beim Schränken
doch immer vorkommen wird, daß einzelne Zahnspitzen etwas mehr als die anderen aus
der Sägeblattfläche vorstehen, so benützt man auch die Seitenfeile (Fig. IV), um solche
Spitzen wegzuschaffen. Das Instrument besteht aus einer mit mehreren Stellschrauben
B versehenen Platte, in welcher ein Stück flache
Feile eingespannt ist. Die Schrauben werden so eingestellt, daß, wenn man sie gegen
das Sägeblatt stützt, die Feile die normalen Zahnspitzen gerade berührt, stehen dann
einzelne Spitzen mehr vor, so reibt man das mit zwei Vorsprüngen A zum bequemen Anfassen versehene Instrument unter
beständigem Andrücken gegen das Blatt so lange hin und her, bis die Feile diese
Spitzen so weit abgearbeitet hat, daß alle Stellschrauben anliegen und die Feile nun
nicht mehr greift. Um die abgenützten Spitzen der Sägenzähne wieder in Ordnung zu bringen, ohne zu viel
feilen zu müssen und ohne die Säge dadurch zu verkleinern, sowie um gleichzeitig den
Stahl dichter und fester zu machen, wendet man Stauch- oder Setzeisen an. Ein solches
besteht aus einem Stahlstück mit einem V-förmigen
Einschnitt, welcher letztere der Form der Sägenspitze entspricht; wird er auf
letztere aufgesetzt und auf das andere Ende des Instrumentes mit dem Hammer
geschlagen, so wird unter Verdichtung des Stahles die Spitze des Zahnes die Form des
Einschnittes annehmen müssen. Das in Fig. V dargestellte
Stauchinstrument ist insofern vervollkommnet, als es zwei solche Einschnitte
besitzt; der untere ist an den Seitenflächen etwas abgerundet, so daß, wenn dieser
Einschnitt zuerst verwendet wird, die Zahnspitzenflanken sich etwas hohl ausarbeiten
müssen (wie bei H sichtbar); der andere Einschnitt ist
ebenflächig, und es wird bei Verwendung desselben die vorher hohl gemachte
Zahnflanke gerade gedrückt, also etwas verbreitert (wie bei G ersichtlich). Uebrigens ist die tiefste Stelle des Einschnittes durch
einen von einem gebohrten Loch begrenzten Sägenschnitt verlängert; dadurch ist es
möglich, daß das Härtemittel in den Schlitzen frei circuliren kann und der Theil
möglichst vollständig gehärtet wird, bei welchem es am nöthigsten ist. Der
geschlitzte Theil des Instrumentes ist noch von einem aufgesteckten Ring umgeben,
damit er nicht so leicht beim Gebrauch zerspringt.
Was die übrige Gestalt eines Sägenzahnes betrifft, die sich meist als ein
spitzwinkeliges Dreieck betrachten läßt, so soll nach Dißton beim Schärfen immer so verfahren werden, daß man nie oder
wenigstens so gut wie gar nicht den Rücken eines solchen Zahnes befeilt, sondern
blos den Theil unterhalb der Spitze, um die Säge möglichst zu schonen, indem auf
diese Weise sich die Größe eines Sägenblattes am wenigsten verkleinert. Die Spitze
eines Zahnes sollte nicht durch bloßes Feilen scharf hergestellt werden, sondern
mehr durch Anwendung des obigen Setzeisens, worauf der Feile wenig zu thun übrig
bleibt. Damit überhaupt nicht zu viel zu feilen ist und auch die Späne besser Platz
finden, soll nach Dißton der Zahn die Form nach Fig. VI
bekommen, bei welcher sich unterhalb der Zahnspitze eine kreisförmige Aushöhlung,
die Spänekammer, vorfindet. Hat sich hier die Spitze A
abgenützt, so erfolgt das Nacharbeiten blos in der Richtung AC und gelegentlich wird die Spänekammer nach und
nach weiter ausgetieft.
Das Nacharbeiten in der angegebenen Richtung AC
kann entweder durch Hand mit der Feile erfolgen, oder es kann auf der gewöhnlichen
Sägenschärfmaschine mit Schmirgelscheibe geschehen.
Diese letztere Vorrichtung fertigt Dißton so an, daß sie
unmittelbar über einer Kreissäge an der Decke angehängt werden kann und man das Sägeblatt
zu bearbeiten im Stande ist, ohne es von der Welle abzunehmen. Wie aus der Abbildung
in Figur VII
zu ersehen ist, hängt von der Welle des an der Decke befestigten, die
Antriebsriemenscheiben und eine Schnurscheibe enthaltenden Vorgeleges ein beliebig
zu verlängernder, beweglicher Arm D herab, der unten
wieder eine Gabel hat, um die Achse eines drehbaren und durch Gegengewicht
balancirten Rahmens aufzunehmen. Dieser Rahmen enthält an dem vorderen Theil wieder
einen anderen, um eine gegen die obige senkrechte Achse drehbaren und beliebig
schräg einzustellenden Rahmen C, in welchem das Wellchen
der Schmirgelscheibe A eingelagert ist. Mittels eines
Handgriffes B läßt sich der bewegliche Rahmen so leiten,
daß die durch die Schnur umgetriebene Schmirgelscheibe in der gewünschten Richtung
an der zu bearbeitenden Zahnflanke hinstreicht. Wird das Instrument nicht gebraucht
so kann man den beweglichen Arm D aufheben und
einstweilen an der Decke anhängen.
Ein öfteres Nacharbeiten der schneidenden Zahnfläche hat natürlich zur Folge, daß die
Spänekammer nach und nach seichter wird und alsdann nachgetieft werden muß. Dies
geschieht mittels einer besonderen Auskehlmaschine (chambering machine), die mit einer kleinen cylindrischen
oder vielmehr polygonalen Fräse arbeitet. Es besteht diese Maschine (Fig. VIII) aus einem
Bügelgestell A, welches sich durch die Schrauben B an der Säge festklemmen läßt und sich dann in der
jedesmaligen richtigen Stellung befindet, wenn die Setzschrauben C sich auf den Zahnrücken und die stellbare Lehre D sich in die Kammer des zuletzt ausgefrästen Zahnes
einsetzt. Das in einem beweglichen Schieber gelagerte, durch Rädervorgelege und
Handkurbel umzudrehende Fräserrädchen 3 wird dann in dem Maße, als es die
Kammerhöhlung austieft, durch eine Schraube G vorwärts
geschoben und zwar zur Einhaltung der gleich großen Zahntheilung so weit, bis die
Regulirmuttern E an dem Gestell antreffen. (In der
Abbildung arbeitet die Maschine am Zahn 5; bei dem Sägezahn 4 ist die Kammerhöhlung
bereits ausgetieft, bei Zahn 3 dagegen noch nicht.)
Die Maschine wird je nach dem Zwecke, ob man Gattersägen oder Kreissägen auszukehlen
hat, in verschiedenen Formen ausgeführt; so ist z.B. bei der Einrichtung für
Gattersägen (Fig.
IX) zur Einhaltung der gleichmäßigen Einkehlung der Tiefe noch ein Bügel
C vorhanden, der sich auf den Zahnspitzen aufstellt,
während bei der verbesserten Einrichtung für Kreissägen (Fig. X auf S. 278) sich ein stellbares Stück von anderer Form auf die
Zahnspitze aufsetzt; bei letzterer Anordnung wird es eher möglich sein, die gleiche Eintheilung
der Zähne zu erhalten, als nach der zuerst beschriebenen Einrichtung in Fig. VIII.
Fig. X., Bd. 217, S. 278
Beim Arbeiten mit dieser Auskehlungsmaschine läßt man das
Fräserrädchen stets blos trocken schneiden. Wird es stumpf, so kann es
nachgeschliffen werden; hierzu dient eine einfache Vorrichtung (Fig. XI), bestehend aus
einem Halter A, in welchem der Rahmen B mittels Scharnier drehbar und durch die Schraube E stellbar angebracht ist. Im Rahmen B wird das Fräserrädchen eingelagert, und eine
Sperrfeder H verhindert dessen Drehung. Außerdem sind an
A und B die Rollen D angebracht, mit denen das Instrument auf einen
gewöhnlichen Schleifstein S angesetzt wird. Dieser
schleift von der jedes Mal sich ihm darbietenden Fräserzahnfläche so viel ab, bis
alle
Taf. E.
drei Rollen D am Stein anliegen,
welche Quantität durch die Schrauben E regulirbar ist,
und nachdem ein Zahn so geschliffen ist, werden der Reihe nach die anderen
vorgenommen, die natürlich hierbei alle gleiche Höhe bekommen.
Augenscheinlich sind die meisten der hier beschriebenen Vorrichtungen vorzugsweise
für größere und stärkere Sägen anwendbar, wie sie in Amerika bei den disponiblen
stärkeren Hölzern erforderlich sind. Erwähnen wollen wir noch, daß deren
Verfertiger, Henry Dißton and Sons in Philadelphia, auch besondere Feilen liefern, die speciell zum
richtigen Bearbeiten der Sägenzähne eingerichtet sind. Es ist nämlich parallel zur
Feilenfläche eine Führungsstange daran angebracht, und an das nachzuarbeitende
Sägenblatt wird ein Apparat angeschraubt, in welchem sich jene Führungsstange
entsprechend der gewünschten Richtung der Feile bewegen kann, so daß auch ein
weniger geübter Arbeiter alsdann die Zähne immer unter dem richtigen Winkel und nach
der richtigen Gestalt bearbeiten wird.
Tafeln