| Titel: | Sayn's Maschine zur Fabrikation von Bolzen. |
| Fundstelle: | Band 218, Jahrgang 1875, S. 472 |
| Download: | XML |
Sayn's Maschine zur Fabrikation von Bolzen.
Mit Abbildungen auf Taf.
XI [b/3].
Sayn's Maschine zur Fabrikation von Bolzen.
Das Anstauchen der Bolzenköpfe erfolgt bekanntlich in der Hitze, welche bei großen
Bolzen sogar eine zweimalige sein muß. Sayn's
Maschine macht nun das
Anwärmen überhaupt, oder wenigstens die erste Hitze entbehrlich, da sie noch Köpfe
an Bolzen von 14mm Durchmesser kalt zu
pressen im Stande ist; gleichzeitig schneidet sie selbstthätig die Bolzen auf
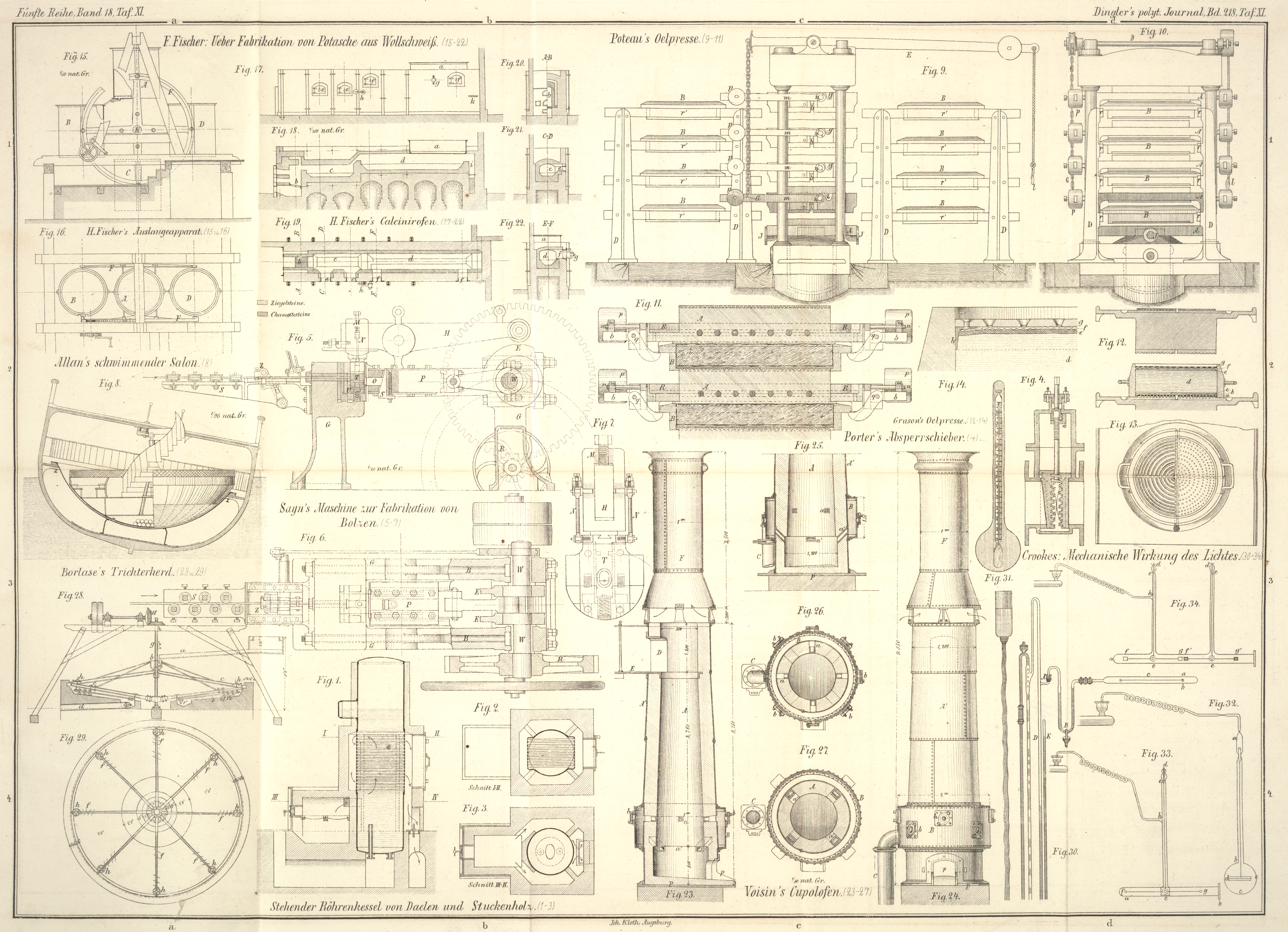
bestimmte Längen ab. Ihre Einrichtung ist aus den Fig. 5 bis 7 (Portefeuille économique des machines, Juli 1875 S. 82) ersichtlich.
Ein kräftiges Gestelle G trägt die mit Voll- und
und Leerscheibe versehene Antriebswelle, deren Drehung durch ein Räder-Paar
R einer gekröpften Welle W mitgetheilt wird. An dem Krummzapfen derselben hängt mittels einer
Zugstange der Prägekopf P, welcher in einer Rohrführung
gleitet und an seinem vorderen Ende die Matrize O
aufnimmt. Diese kann durch den mit einer Schraube stellbaren Keil S, der Prägekopf selbst durch entsprechende
Stellschrauben dem Mittel des zu pressenden Bolzens entsprechend justirt werden.
Die Welle W trägt ferner zwei Excenterscheiben E, welche auf den im Gestell gelagerten Hebel H wirken, auf dessen kürzeres Ende der Kopf M aufgekeilt ist. Durch zwei Stangen N ist dieser mit einem Schieber T verbunden, welcher sich genau an einer Stahlplatte U im Gestelle bewegt. Da Platte und Schieber der Dicke
der zu verarbeitenden Eisenstange (welche auf dem Tisch S zwischen Rollen zugeführt wird) entsprechend durchbohrt sind, so wird
die eingeschobene Stange beim Niederdrücken des Schiebers T durch den Hebel H abgeschnitten.
In der unteren Schieberlage dient jedoch die Platte U dem
abgeschnittenen Bolzen als Anschlag; es kann deshalb nun an das aus dem Schieber
heraustretende Bolzenende durch Vorwärtsbewegung des Prägekopfes mit der Matrize der
Kopf angestaucht werden. Wird hierauf der Prägekopf zurückgezogen und der Schieber
T gehoben, so kann die Eisenstange neuerdings in
letzteren eintreten und vorrücken, wobei der schon gepreßte Bolzen herausgestoßen
wird.
Die der Bolzenlänge entsprechende Verschiebung der Eisenstange nach jedem Schnitt
wird durch eine Zange Z bewerkstelligt, welche von der
Kurbelwelle durch Excenter, Zugstange und verstellbare Hebelübersetzung ihre
entsprechende Bewegung erhält.
Die Construction des Gestelles ist insofern bemerkenswerth, als dessen
Wiederstandsfähigkeit auf Zug (und dieser Inanspruchnahme ist es allein ausgesetzt)
durch zwei schmiedeiserne Stangen B wesentlich erhöht
ist.
F. H.
Fig. 1–3., Bd. 218, S. 474
Tafeln