| Titel: | Ueber E.Dumont's Maschinen für Ziegelfabrikation; von J. Ramdohr. |
| Autor: | J. Ramdohr |
| Fundstelle: | Band 219, Jahrgang 1876, S. 46 |
| Download: | XML |
Ueber E.Dumont's Maschinen für
Ziegelfabrikation; von J.
Ramdohr.
Mit Abbildungen auf Taf.
II [b/1].
Ramdohr, über Dumont's Maschinen für Ziegelfabrikation
E. Dumont, Maschinenfabrikant und Ziegeleibesitzer, hat
einige Maschinen für Ziegeleibetrieb construirt und gebaut, welche seit einer Reihe
von Jahren in den ihm gehörigen Ziegeleien zu Fontval, Roanne (Loire) und Acheux
(Somme) mit bestem Erfolge im Betriebe gewesen, aber erst neuerdings bekannt
geworden und bereits vielfach nachgeahmt worden sind. Dumont hat die Besichtigung seiner Anlagen stets gern gestattet, ist aber
niemals bemüht gewesen, auf die Eigenthümlichkeit und Leistung seiner Maschinen in
öffentlichen Blättern aufmerksam zu machen, so daß die Beschreibung derselben, welcher ich einen
Bericht in der Revue industrielle (September 1875 S. 333
ff.) zu Grunde lege, Constructionen bringt, welche die Eigenthümlichkeit haben, in
einer Hinsicht neu zu sein, in anderer aber sich schon
seit etwa 18 Jahren vorzüglich bewährt zu haben.
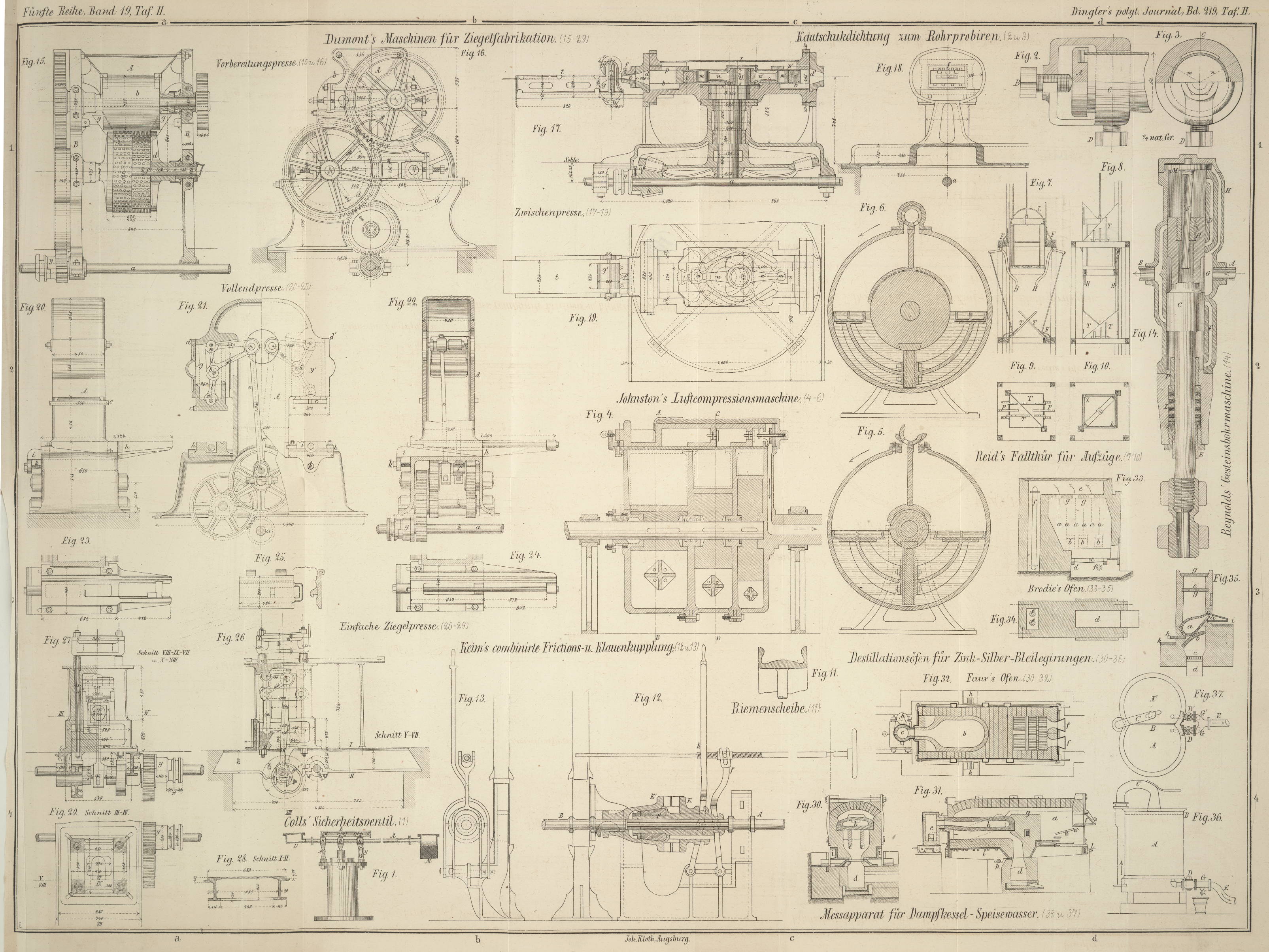
I. Eine besondere Beachtung scheint mir namentlich die Maschine
zur Vorbereitung des rohen Materials ([a.b/1]
Fig. 15
im senkrechten Querdurchschnitt, Fig. 16 in der
Seitenansicht dargestellt) zu verdienen, da sie auf einfachste Weise zwei in unsern
Ziegeleien gebräuchliche und häufig getrennt arbeitende Vorbereitungsapparate,
nämlich das Walzwerk und den Thonschneider ersetzt.
Diesem Walz- und Knetwerke wird der Thon oder die Ziegelerde ohne irgend eine
Vorbehandlung im grubenfeuchten ZustandeDumont hat den bei einer Temperatur von
100° verdampfbaren Wassergehalt des grubenfeuchten Materials auf 12
bis 20 Proc. ermittelt. übergeben, indem man das Material in den Rumpf A
der Maschine gibt. Letztere besteht aus zwei kräftigen gußeisernen, unter sich
parallelen Wangen B, B, zwischen denen ein Walzenpaar
b, b und ein Paar Cylinder d,
d durch ein von der Hauptwelle a aus
betriebenes Räderwerk in Umdrehung versetzt werden. Die Walzen b, b, welche das rohe Material aus dem Rumpfe aufnehmen,
sind glatt und haben bei 46cm Durchmesser
eine Länge von 50cm. Sie bewegen sich
selbstverständlich in entgegengesetztem Sinne, außerdem aber, wie in vielen
ähnlichen Fällen, mit verschiedener Geschwindigkeit, so daß die eine Walze 15 die
andere nur 10 Touren pro Minute macht. Hierdurch wird eine förmliche Zerreißung des
Materials und eine vollständige Zermalmung der in ihm etwa noch vorhandenen
Kalk- oder Kieselknoten bewirkt. Der Spielraum zwischen den Walzen ist durch
die Stellschrauben c, c veränderlich gemacht und beträgt
gewöhnlich 5 bis 6mm.
Unter diesen beiden, zum Quetschen und Zerreißen der Masse dienenden, glatten Walzen
liegen zwei hohle Cylinder d, d, welche an Stelle des
Thonschneiders die innige Mischung und Knetung des Materials ebenso einfach wie
erfolgreich bewirken. Sie bestehen aus einer Anzahl von gußeisernen Segmenten,
welche auf dem Umfange von je zwei gußeisernen Kränzen aufliegen, die durch vier
Speichen mit der auf der Welle f befestigten Nabe
verbunden sind. Die Segmente sind 40mm
dick, mit einer möglichst großen Anzahl von conischen Löchern versehen (außen 6mm, innen 10mm weit) und mit den Radkränzen durch warm
aufgezogene Ringe verbunden. Diese Cylinder haben 72cm Durchmesser und sind etwas kürzer als
die Walzen b, b; sie bewegen sich mit einer Geschwindigkeit von 12 Touren
pro Minute; indeß wird nur ein Cylinder durch das Räderwerk angetrieben, während der
andere durch Friction mitgenommen wird. Auch hier ist der Zwischenraum (gewöhnlich
nur 1mm) durch die Stellschrauben e, e veränderlich gemacht worden. Zwei Seitenstücke g, g verhüten nicht nur ein Vorbeifallen des aus den
Walzen kommenden Materials, sondern sind außerdem so gestellt, daß letzteres
zunächst nur auf den Mittlern Theil der Cylinder fallen kann.
Die durch diese Cylinder bewirkte Mischung des Materials ist eine sehr innige und
vollständige, da sie, einander fast berührend, letzteres zu dünnen Blättern
auswalzen und gleichzeitig durch die im Cylindermantel
befindlichen Löcher pressen. Das Material fällt in wurmförmigem Zustande in den
Hohlraum der Cylinder, verläßt diese seitlich durch die zwischen den Speichen
vorhandenen Oeffnungen und wird zur weitern Verarbeitung entweder durch ein Tuch
ohne Ende aufgenommen oder durch Schippen entfernt.
Es beträgt für diese Maschine:
die Leistungsfähigkeit in 11 Arbeitsstunden
= 20cbm
„ Anzahl der
erforderlichen Arbeiter
= 1 Mann
„
„ „ Umdrehungen
bei den Cylindern
= 12 Touren
„ Betriebskraft
= 6e
das Gewicht
= 4888k
der Preis
= 3200 M.
II. Eine zweite Maschine von Dumont verrichtet die Arbeit
unserer Ziegelpressen, indem sie das auf der soeben beschriebenen Maschine
vorbereitete Material zu einem prismatischen Körper ohne Ende formt, welcher aus
einem Mundstück austritt und hier von der Maschine selbstthätig in Stücke von
bestimmter Länge zerschnitten wird. Die auf diese Weise hergestellten Formstücke
entsprechen zwar in Bezug auf ihre Structur und Festigkeit allen an ein gutes
Ziegelmaterial zu stellenden Anforderungen, nicht aber hinsichtlich ihrer äußern
Form, welche besonders bei Mauersteinen einer Nachhilfe an der Schnittfläche
bedarf.
Dumont's Fabrikationsmethode beruht überhaupt darauf, daß
das angefertigte Stück erst durch Nachpressung die erforderliche saubere und genaue
Form erhalte. Für eine Fabrikation in diesem Sinne, welche überall da, wo es sich
nicht um Massenproduction ohne Rücksicht auf Sauberkeit der Form handelt, nicht
genug empfohlen werden kann, ist auch Dumont's Presse ihrer großen Einfachheit wegen
zu berücksichtigen.
Fig. 17 zeigt
einen senkrechten Längendurchschnitt, Fig. 18 eine
Stirnansicht, und Fig. 19 die obere Ansicht einer Dumont'schen
Doppelpresse [b.c/1].
Dieselbe besteht zunächst aus einem über der Hauptbetriebswelle a aufgestellten gußeisernen Gerüst, welches in seinem
Innern die ganze Preßvorrichtung enthält. Letztere besteht in der Hauptsache aus
einer Kammer b, b' von rectangulärem Querschnitt, welche
an ihren, in der Längenachse der Maschine gelegenen, beiden Außenseiten in die
conischen Ansätze d, d endet, nach der Mitte zu aber
durch zwei Stempel oder Kolben c, c' geschlossen wird,
denen eine hin- und hergehende Bewegung durch die beiden kurzen Pleuelstangen
n, n' und den, letztern beiden gemeinschaftlichen,
Kurbelzapfen l ertheilt wird. Die Angriffspunkte der
Pleuelstangen an den Preßstempeln liegen in den Zapfen m
und m'.
Der Kurbelzapfen l ist an der auf der stehenden Welle k sitzenden Kurbelscheibe o
befestigt; die Welle k enthält ihre Umdrehung durch das
auf ihr festgekeilte große conische Zahnrad i, welches
seinerseits mit dem auf der Hauptwelle a (45
Umdrehungen) sitzenden Getriebe h in Eingriff steht.
Die beiden Mündungen d und d'
der Preßkammer tragen die eigentlichen Mundstücke e, e',
deren Oeffnung in unserer Abbildung dem Querschnitte eines großen Dachziegels
entspricht, von welchem 12 Stück 1qm
decken. Das Mundstück ist mit einem Stahlfutter ausgekleidet, welches mit Hilfe der
Stellschrauben f enger oder weiter gestellt werden
kann.
Das auf der zuerst beschriebenen Maschine gehörig vorbereitete Material wird auf den
Teller r geworfen und gelangt von hier aus theils von
selbst, theils durch Nachschieben von der Hand des die Maschine bedienenden
Arbeiters durch die Oeffnungen p und p' in die beiden Preßräume b
und b' und wird hier, abwechselnd erst auf der einen und
dann auf der andern Seite, als endloser Strang aus den beiden Mundstücken gepreßt,
von wo aus es auf den Walzentisch t aufläuft.
Da bei Dumont, wie schon erwähnt, sämmtliche Fabrikate
einer Nachpressung und die Dachziegeln dabei einer besonderen Formgebung unterworfen
werden, so ist es nothwendig, daß sie vor dieser letzten Operation einen dünnen
Oelüberzug erhalten, welcher das Anhaften an der Form verhindert. Zu diesem Zwecke
sind dicht vor dem Mundstück die beiden, mit Tuch bekleideten Walzen g und g' vorhanden, von
denen die untere Walze g in festen, die obere g' dagegen in beweglichen Lagern sich dreht; letztere
werden durch Spiralfedern so stark angezogen, daß g'
unter allen Umständen, der Bewegung des Thonstranges folgend, sich drehen muß. Die
untere Walze g taucht leicht in Oel ein, welches sich in
dem kleinen Becken u befindet, und überzieht in Folge
dessen die
untere Fläche des Thonstranges mit einer dünnen
Oelschicht. Die obere Walze g' dient nicht allein dazu,
den Thonstrang gegen die Oberfläche der ölenden Walze g
anzudrücken, sondern gleichzeitig zur Zertheilung desselben in Stücke von bestimmter
Länge. Zu diesem Behufe befinden sich an dem Umfange dieser Walze in der
Längsrichtung derselben zwei (in der Abbildung nicht angegebene) entsprechend
geformte Schneiden oder Messer, welche einander diametral gegenüber stehen und deren
Höhe der Dicke des zu durchschneidenden Thonstranges entspricht. Es ist
einleuchtend, daß der halbe Umfang der Walze g' der
Länge des abzuschneidenden Stückes gleich sein muß.
Der Thonstrang tritt so solide und fest aus dem Mundstücke, daß die abgeschnittenen
Theile desselben ohne Gefahr mit der Hand abgehoben und auf einen Transportwagen
gepackt werden können, um der Nachpresse zugeführt zu werden. Bei diesem Auflegen
auf den Transportwagen erfolgt dadurch, daß stets eine geölte auf eine ungeölte
Fläche zu liegen kommt, die Oelung der letztern nachträglich von selbst.
Ein besonderer Vorzug dieser Presse dürfte außer in der Einfachheit der Anordnung
noch darin zu suchen sein, daß alle beweglichen Theile innerhalb des Gehäuses
untergebracht und somit vor jeder Beschädigung durch Staub oder Schmutz vollständig
geschützt sind.
Ein einziger Arbeiter genügt zur Bedienung dieser Presse; er hat das Material auf den
Teller r zu schaffen und es den beiden Oeffnungen p und p' zuzuschieben. Zur
Abnahme der abgeschnittenen Platten sind nur zwei Knaben – an jedem Mundstück
einer – erforderlich.
Die Mundstücke mit verstellbarer Weite sollen nach Dumont's Angabe eben so gut für Dachziegeln, als für Fließen geeignet
sein, und dürfte deren Anwendung sich auch für Pressen anderer Construction
empfehlen.
Es beträgt für diese Maschine:
die Leistung bei 11stündiger Arbeitszeit
10000 Ziegelplatten oder Fließen,
„ Anzahl der
Arbeiter
1 Mann und 2 Knaben,
„
„
„ Pressungen pro Minute
6,
„ erforderliche
Betriebskraft
3e,
das Gewicht der Maschine
4960k,
der Preis derselben
3600 M.
Außerdem werden folgende Constructionsangaben gemacht:
für das große Zahnrad
TheilkreisAnzahl der Zähne
1m, 500120
für das Getriebe
TheilkreisAnzahl der ZähneTheilung
0m,2502039mm, 3
III. Die auf der Maschine II hergestellten, gewissermaßen noch rohen Platten erhalten
die eigentliche und letzte Formgebung auf einer dritten Maschine, welche von Dumont als ZiegelpresseFür die unter Nr. II beschriebene Maschine vermag ich eine geeignete deutsche
Bezeichnung, welche der französischen „galettière“ genügend entspräche, nicht
aufzufinden. Galette heißt so viel als Kuchen,
Fladen, Platte. L. R. bezeichnet und von ihm sowohl einfach, als auch doppelt wirkend geliefert
wird. Beide Arten sind Kniehebelpressen; die doppelt wirkende wird vorzugsweise für
größere, die einfache mehr für kleinere Gegenstände (Falzziegel, Ornamente u.s.w.)
benützt.
Die doppelt wirkende Ziegelpresse [a.b/2] ist in Fig. 20 in der
Seitenansicht, in Fig. 21 theils im senkrechten Längendurchschnitt, theils in der Ansicht,
und in Fig.
22 im senkrechten Querdurchschnitt abgebildet, während die Figuren 23 und 24 die obere
Ansicht des Preßtisches und Fig. 25 die
Detailzeichnung der Formplatte bringen.
Auch bei dieser Maschine sind sämmtliche beweglichen Theile (Räder, Pleuelstangen,
Hebel u.s.w.) innerhalb eines festen gußeisernen Gehäuses A untergebracht worden, welches zu beiden Seiten in die Gehäuse g, g' ausläuft, welche, von rechteckigem Querschnitt,
zur Aufnahme der Kniehebel b und b' und gleichzeitig als Führung für die Preßstempel c, c' dienen. Das Innere der Stempelgehäuse ist durch die abnehmbaren
Platten d und d'
zugänglich.
Die Bewegung der Kniehebelwerke erfolgt durch zwei Pleuelstangen e, e' welche durch die Kurbelzapfen f auf und ab bewegt werden, derartig, daß die
Preßstempel abwechselnd zur Wirkung kommen. Das gesammte, von der Hauptbetriebswelle
a in Bewegung gesetzte Räderwerk liegt innerhalb des
Gehäuses A und dürfte seine Einrichtung aus den
Abbildungen ohne weiteres vollkommen ersichtlich sein.
Auf beiden Seiten der Presse, senkrecht unter den Stempeln, befinden sich zwei Sitze,
auf denen die Wagen oder Schlitten h, h befestigt sind,
welche zur Aufnahme der (eventuell mit einer Gypsform ausgerüsteten) untern
Preßplatte (Fig.
25) dienen und durch Anziehen des Keiles i
mittels der Schraube k um mehrere Millimeter gehoben,
bezieh. gesenkt werden können. Die untere Coquille ist mit der verschiebbaren
Preßplatte durch ein seitliches Scharnier verbunden, so daß sie zur Entfernung des
fertigen Ziegels umgeklappt werden kann, während der (obere) Formdeckel an dem
Druckstempel unveränderlich befestigt ist.
Zur Bedienung dieser Presse gehört nur ein Arbeiter, wenn
derselbe sehr gewandt und aufmerksam ist und gleichzeitig nur kleinere Ziegeln (von
denen etwa 20 Stück auf 1qm gehen) gepreßt
werden; für größere
Ziegeln oder sonstige Façonstücke sind zwei
Arbeiter zur Bedienung erforderlich.
Die Anordnung der Kniehebel gestattet (da die Glieder derselben l und l' bei einmaliger
Umdrehung der Kurbel zweimal die dem Maximum des Druckes
entsprechende, zwischen den Drehpunkten n und n' gezogen gedachte gerade Linie passiren) eine
zweimalige Pressung des einzelnen Dachziegels in unmittelbarer Aufeinanderfolge, von
denen die erste vorzugsweise dazu dient, die zwischen den Thonplatten und den
Coquillen vorhandene Luft zu verdrängen, gleichzeitig aber auch schon eine bestimmte
Menge Thon herauszupressen, während die zweite Pressung, bei welcher abermals Thon
entweicht, die Compression des Stückes vollendet. – Sehr starke Gegenstände
können durch mehrfach wiederholte Pressungen besonders dicht hergestellt werden
dadurch, daß man durch Anziehen der Schraube k den Tisch
h mittels des Keils i
hebt.
Diese Presse liefert in 11 Arbeitsstunden 5280 Dachziegel, von denen je 13 Stück 1qm decken; sie macht pro Minute 8
Pressungen, beansprucht zum Betriebe 2e,
wiegt 4500k und kostet 3600 M.
IV. Einfache Ziegelpresse [b/3.] Ihrer Construction liegt gleichfalls die Benützung des Kniehebeldruckes
zu Grunde, indeß wird derselbe hier in etwas anderer Weise verwerthet, als bei der
Doppelpresse. Aus den Fig. 26 bis 29 sind die
Details der Anordnung ersichtlich. Hier wird ein doppeltes Kniehebelsystem benützt, um durch ein im Innern der Presse
gelegenes, durch vier runde Säulen mit einer Preßplatte verbundenes Querstück auf
die Preßform zu wirken, welche zwischen die Platte und den Preßkopf oder Holmen
gelegt wird. Die beiden Coquillen der Preßform sind durch ein seitlich angebrachtes
Scharnier so mit einander verbunden, daß sie wie ein Buch aufgeschlagen werden
können. Um bei der Pressung den Parallelismus beider Hälften zu sichern, sind die
Bolzenlöcher in den Scharnieren oval hergestellt worden.
Um die Form nach beendigter Pressung wieder herausnehmen zu können, werden die beiden
Theile, zwischen denen sie liegt, durch zwei excentrische Scheiben von einander
entfernt.
Dadurch, daß die Form nach jeder Operation aus der Presse genommen wird, ist es
möglich, dieselbe so oft als nöthig zu ölen; indeß wird der dadurch unvermeidliche
Zeitverlust gänzlich erspart, wenn man die aus steifer Masse hergestellten, aus der
unter II beschriebenen Maschine hervorgegangenen und hier gleich mechanisch mit
einer Oelschicht überzogenen Platten verarbeitet.
Die einfache Presse dient zur Herstellung kleiner Dachziegel (20 Pro 1qm) und anderer kleinen Façonstücke.
Sie liefert von den Dachziegeln in 11 Arbeitsstunden 4500 Stück, erfordert zu ihrer
Bedienung 1 Mann und zwei Knaben, macht 7 Pressungen pro Minute, beansprucht zum
Betriebe 1e, wiegt 2190k und kostet 1600 M.
Schließlich sei noch erwähnt, daß bei allen Dumont'schen Maschinen eine in
sämmtlichen Figuren mit y bezeichnete Ausrückvorrichtung
an der Hauptbetriebswelle vorhanden ist, um bei eintretender Störung den Betrieb
sofort unterbrechen zu können.
Tafeln