| Titel: | Hackney's Verfahren zum Giessen von Stahlingots. |
| Fundstelle: | Band 219, Jahrgang 1876, S. 128 |
| Download: | XML |
Hackney's Verfahren zum Giessen von Stahlingots.
Mit Abbildungen auf Taf.
III [c.d/3].
Hackney's Verfahren zum Gießen von Stahlingots.
Die Methode, Stahlingots in Gruppen zu gießen, indem man eine Anzahl Formen mit
einander von einem einzigen Einguß aus ausfüllt, gewährt so große und einleuchtende
Vortheile, daß sehr viele Versuche nach dieser Richtung hin angestellt wurden. Die
größte Schwierigkeit, welche sich hierbei einstellte, lag in der Auffindung einer
befriedigenden Methode, die angefüllten Formen abzustopfen.
Die Gießform, welche Durfee (Berggeist, 1870 S. 57) zu
diesem Zwecke gebraucht, ist oben gänzlich abgeschlossen, und ist daselbst nur ein
kleines Luftloch angebracht; die in solchen Formen erzielten Ingots lassen in Bezug
auf Dichtigkeit und Sauberkeit nichts zu wünschen übrig, aber es müssen für
verschiedene Ingotsgewichte verschiedene Formen vorräthig gehalten werden, während
das Herausnehmen von etwa fest geklemmten Ingots mit Schwierigkeiten verknüpft ist.
Ireland wendet einen schweren gußeisernen Stopfer an,
welcher nach dem Anfüllen der Form auf das Metall fest gestemmt wird, wie es
vielfach beim Tiegelguß von Werkzeugstahlingots Gebrauch ist; aber in diesem Falle
muß die Form parallelseitig und zweitheilig sein; mögen die innern Seiten auch noch
so gut abgehobelt werden, der Ingot klemmt sich immerhin leicht fest, und nach einigem Gebrauche
klafft die Form an den Fugen auf, wobei sich alsdann eine Gußnath an dem Ingot
bildet. Auch die von A. L. Holley vorgeschlagene Methode
(vgl. 1868 188 470) haben wenig Eingang gefunden.
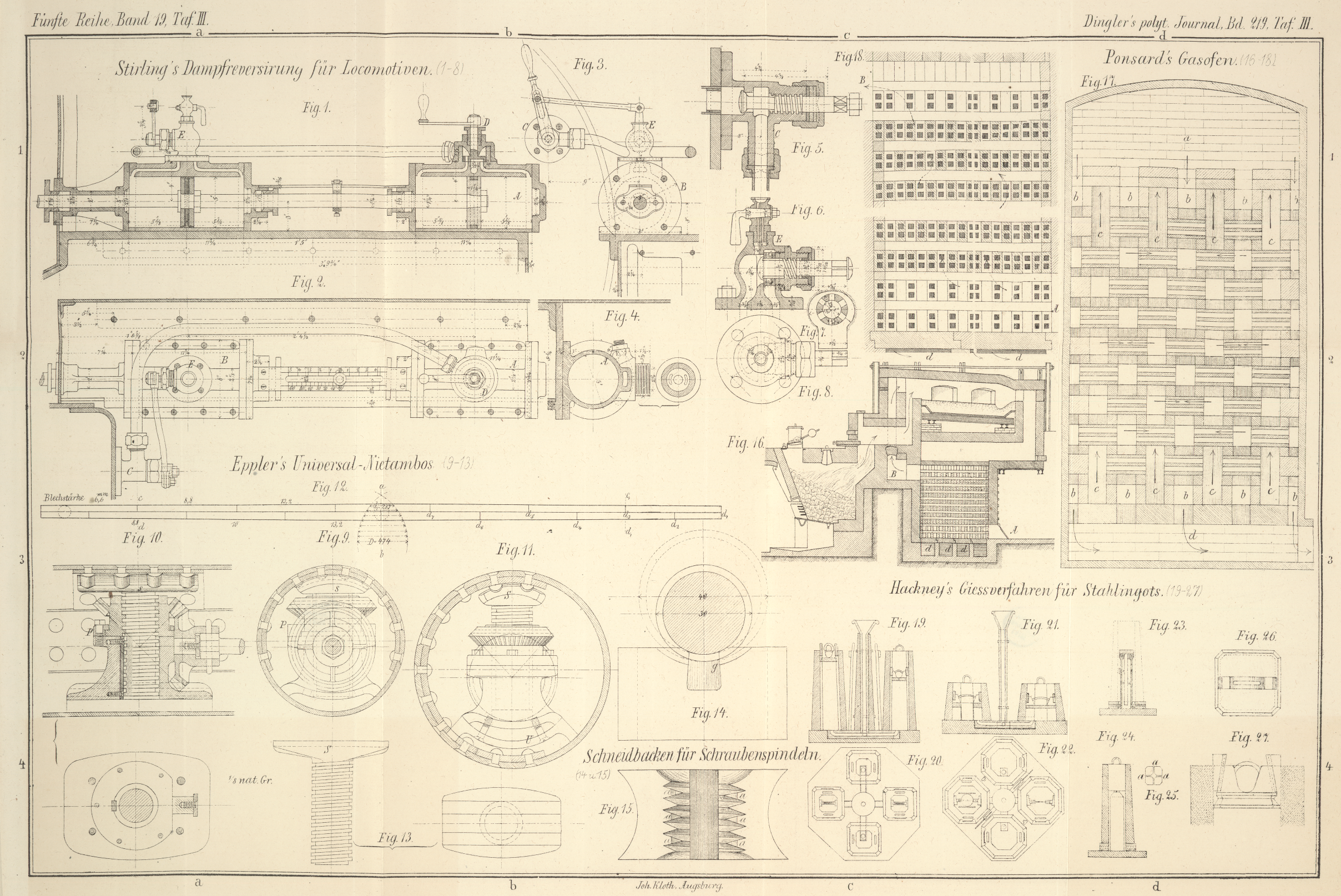
Hackney's Methode ergibt sich aus Fig. 19 bis 27 (Scientific American, October 1875 S. 275). Der Stopfer
besteht aus einem ungefähr 50mm dicken
gußeisernen Blocke (Fig. 26 und 27), um welchen eine Nuth
eingeschnitten ist; dieser Block ist so dimensionirt, daß er mit Leichtigkeit in die
obere Oeffnung der Form eingeschoben werden kann. In denselben ist ein 5mm weites Luftloch eingebohrt, welches nach
unten conisch zugeht, damit das Metall sich darin nicht festklemmt. Der Stopfer wird
in der Form mittels zweier gußeisernen Keile befestigt. Zu diesem Zwecke wird die
Form über einen Pfosten gestellt, dessen Länge so gewählt ist, daß der Stopfer auf
der richtigen Höhe angebracht ist, wenn er auf dem Pfosten aufliegt. Eine Schaufel
Lehm wird aufgeworfen und in die Fugen zwischen Stopfer und Form festgestampft; der
zu diesem Zwecke angewendete Stampfer ist 50 bis 75mm breit und ca. 12mm stark; die Keile werden alsdann
angetrieben und die Form ist fertig. Der benützte Thon oder die Mischung von Thon
mit Sand muß eben noch zusammenhaften, wenn man ihn in der Hand zusammendrückt. Der
Pfosten wird auf die Weise in der erforderlichen Höhe aufgestellt, daß man Ringe um
den Fuß desselben legt, um die Form zu heben (Fig. 23 und 24), oder daß
man den obern Theil desselben unterpackt; es muß deshalb letzterer sich unabhängig
vom eigentlichen Pfosten bewegen können, was durch eine seitlich angebrachte
Schraube erzielt wird (Fig. 23). Um jedoch ein
etwaiges Herunterfallen von Lehm zwischen den Pfosten und den innern Flächen der
Form zu verhüten, was leicht vorkommen kann, wenn der Lehm zu fest eingestampft
wird, oder wenn der Stampfer zu dünn ist, muß man den obern Theil des Pfostens so
einrichten, daß er genau in der erforderlichen Höhe in die Form paßt. Man hält
deshalb verschiedene Kopfstücke des Pfostens vorräthig, welche genau in verschiedene
Theile der Form passen; oder man gibt dem Pfosten eine abgerundete Form (Fig. 24), auf
welche kleine zusammenpassende Eisenblöcke aufgelegt werden. Diese Eisenblöcke
gleiten an dem abgerundeten Kopfende entlang bis in die Ecken der Form und schließen
auf diese Weise die Fugen zwischen Pfosten und Form ab. Die einzigen Oeffnungen, die
alsdann noch übrig bleiben können, sind a, a (Fig. 25). In
einzelnen Fällen, z.B. bei Bandagen, wo die obere Ingotfläche glatt gegossen sein
muß, dichtet man diese Fugen a durch Eisenplättchen,
bevor man den Stopfer festkeilt. Solche Radbandagen werden entweder vollgegossen (Fig. 19 und 20), was
gewöhnlich der Fall ist, oder man gießt sie um einen Kern (Fig. 21 und 22), um ein
nachheriges Durchlochen zu umgehen.
Die fertig zugerichteten Formen werden auf einer Platte aufgestellt und durch einen
centralen Einguß angefüllt, von welchem ein Canal in jede Form einmündet (Fig. 19 bis
22).
Dieser Einguß besteht aus zwei Theilen, welche entweder verbolzt oder durch
aufgeschobene Ringe mit einander verbunden sind. Der Trichter des Eingusses wird
aufgesetzt, nachdem letzterer ausgefüttert worden ist. Um die ausgefütterten
Eingüsse zu trocknen, setzt man sie über Löcher einer gußeisernen Platte, welche von
unten durch eine Gasflamme oder durch ein gewöhnliches Feuer erhitzt wird; das
Futter selbst ist in allen Theilen fein durchlöchert, um das Austrocknen zu
erleichtern. Hat man Krahne in genügender Anzahl zur Disposition, um die Eingüsse zu
transportiren, so macht man letztere am besten aus Gußeisen (Fig. 19), während man sie
aus Schmiedeisen verfertigt (Fig. 21), wenn sie durch
die Arbeiter getragen werden müssen.
P. M.
Tafeln